
浅谈电缆铠装时钢丝起“灯笼”现象、改进及铠装钢丝根数确定
2016-07-25 02:16王文渊宫传播安徽江淮电缆集团有限公司安徽巢湖3837安徽华能电缆集团有限公司安徽巢湖3837
中国新技术新产品 2016年11期
王文渊宫传播(.安徽江淮电缆集团有限公司,安徽 巢湖 3837;.安徽华能电缆集团有限公司,安徽 巢湖 3837)
浅谈电缆铠装时钢丝起“灯笼”现象、改进及铠装钢丝根数确定
王文渊1宫传播2
(1.安徽江淮电缆集团有限公司,安徽 巢湖 238371;2.安徽华能电缆集团有限公司,安徽 巢湖 238371)
摘 要:本文主要介绍了钢丝铠装电缆时出现的“灯笼”现象和铠装钢丝根数的计算。在实际生产环节中,会出现“灯笼”现象,造成了很大的麻烦,为解决此问题,本人根据多年工作经验整理了一套解决方案供大家参考。同时给出了钢丝铠装电缆的钢丝根数计算公式。
关键词:电线电缆;钢丝铠装;“灯笼”;根数
一、成缆工序
三芯电缆钢丝铠装,成缆时要求必须圆整,绝缘线芯的张力须调整均匀,为下道钢丝铠装工序奠定良好基础。这是因为在钢丝铠装时,钢丝与缆芯接触面积小,钢丝对缆芯有一向内的压力,若绝缘线芯的张力调整不均匀,成缆不圆整,在钢丝铠装时容易造成钢丝背股、松股,会造成“灯笼”状;钢丝铠装不圆整,铠装后的线不平直,这给成品装盘及用户敷设带来麻烦,所以在生产钢丝装铠线时必须注意成缆工序,尤其是成缆时绝缘线芯始端和末端必需要用等同外径的牵引线,保证绝缘线芯及缆芯线始终在张力的作用下成缆,避免钢丝装铠时内应力的产生。
二、钢丝装铠
1 首先钢丝放线盘必须有张力,且张力要调节均匀。
2 钢丝直径是根据成缆假定直径来选取的,钢丝的根数是根据电缆理论计算值和电缆的外径确定的,在实际的生产过程中,钢丝的根数可根据缆芯线芯的实际外径适当在生产工艺的基础上增减1~2根。在对国外电缆招标填写技术参数时钢丝的直径可直接填写,但根数不能填写定值,要有±2根的允许范围,这样在实际生产过程中可有调整的余地。
3 我公司采用笼式绞线设备进行钢丝装铠,可对铠装钢丝进行退扭,钢丝内的内应力会减小,但是当钢丝直径达到3.15mm或者4.0mm时,即使经过退扭,钢丝的内应力依然很大,铠装时常出现起灯笼和跳浜现象。鉴于此,我公司在分线板前面增加了一段预成型装置,粗钢丝经过∽型的预成型装置后内部应力基本可以消除。
4 并线模具必须选取内孔粗糙度为0.025的钢模材料,其内孔尺寸不宜太大也不宜太小,太大钢丝紧密性不好,太小增加钢丝的牵引力,钢丝不能畅通连续运行,且易将钢丝表面损坏。
5 线芯盘及钢丝盘安装
确认线芯合格后将线芯盘安装到放线架,调整放线架张力至适中。将线芯盘上牵出的线芯与牵引线芯连接。要求:连接处用自然膜缠裹且线径不可过粗以使其可顺利通过内铠机头。
检查绞笼及摇篮后将钢丝盘安装到摇篮。方法:钢丝盘挡扭在钢丝盘中心轴以上,用行车吊起钢丝盘,开到摇篮正上方后慢慢放下,用手拉动钢丝盘,让钢丝盘中心口对准卡口,拉动锁杆,锁住。要求:钢丝盘安装到摇篮可正常转动,钢丝可从钢丝盘上方牵出。
6 钢丝牵引
将钢丝沿滚筒中心轴平行方向从钢丝盘牵至机头处并均匀地系在牵引线上。要求:钢丝系在牵引线处要均匀不致过错以使其能顺利通过外铠机头和外铠压轮。
7 调试
按工艺要求将内外铠转速,牵引速度,内外铠弧高弧宽调节合适。方法如下:内外铠转速,按图示换上相应变速齿轮,速度杆调至所要求位臵。牵引速度:按牵引箱上的图示将各变速齿轮调至相应位臵即可。弧高:转动中间预变形器,调至要求弧高即可。弧宽:用拶子敲打预变形器两边,将弧宽调至要求,且两边和中间的距离相等即可。要求:调试后的电缆光滑紧密,不散头。将调试好的电缆通过牵引电缆牵到收线盘后即可进行正常生产。
8 正常开车前须对机头处钢丝进行检查,若钢丝未绷紧则需要拖车,方法如下:抽出内铠档位挡扭,档位到正中间,松开挡扭,摇动档位杆,确定档位正确。外铠档位处理方法同内铠。档位挂至空档后点动启动按钮,当钢丝和线芯同时动时立即按下停止按钮,将档位复位。钢丝铠装时缆芯始端和末端必须要有等同外径的牵引线,保证始终在张力下装铠,避免始端和末端产生内应力,同时钢丝始末端头必须捆扎实,防止钢丝滑移。
接头处理方法:钢丝出现接头后立即刹车,将速度调至4格,用手拽紧出现接头的钢丝,将有接头的钢丝盘转至方便处理的位臵,牵出接头,拽紧钢丝,不要使钢丝盘上的钢丝松散,如压线将钢丝接头从压线位臵掏出即可。用钢丝对焊机将接头焊住,方法如下:钢丝接头分别夹在对焊机的两极,两接头对齐,对焊机调制合适档位,一手按住对焊机按钮,另一只手慢慢将接头送到一起,钢丝通电融化后再稍微送一点,松开对焊机按钮,拿下钢丝,再按住对焊机按钮,将焊接处放在淬火极上淬火,钢丝发红且不出现火花即可。焊接处冷却后,用手对折焊接处,检查是否结实。确定焊接处结实后用搓把焊接
9 在钢丝铠装后,通常要用钢带单层间隔绕包或双层无纺布/一层无纺布和一层PP压花带重叠绕包进行扎紧。由于钢丝的弹性很大,在上收线盘后,在弯曲作用力下,须防止外层扎带绷开,避免绕包后层与层间或层与线芯间的摩擦损坏扎带,造成“灯笼”现象。
三、护套的挤出工序
1 电缆外护层的作用
外护层主要由内衬层、铠装层及外被层组成。
(1)内衬层作用:在装铠层过程中,防止内护层被铠装层碰伤;在敷设运行中,可以抵御外界腐蚀介质的侵入,防止金属护套(内护层)与外界腐蚀介质的接触,处延长电缆的使用寿命。
(2)铠装层作用:防止电缆在敷设过程中或运行过程中遭到可能遇到的机械损伤,以确保内护层有完整性,并可以承受一定的外力作用。
(3)外被层作用:主要是保护铠装层,防止铠装层在敷设过程中受到损伤。由塑料护套组成的外被层可以防止铠装层在运行过程中受到腐蚀。
电缆护层是保证电缆长期保持优良电气性能的,一旦护层损伤,电缆就会发生故障,不能继续运行,因此电缆的使用寿命在很大程度上依赖于电缆护层的寿命,而电缆护层的寿命在很大程度上取决于护层的制造质量。
2 各种外护层的结构
(1)金属套通用电缆外护套结构。
(2)非金属套通用电缆外护层结构。
(3)铅套充油电缆外护层结构。
(4)钢管电缆外护层。
在挤外护套时,根据钢丝节距及电缆的长度将电缆的始端沿钢丝方向旋转几圈后与牵引线联结,且在牵引联结处用一钢棒将其锁定,这样就可以防止电缆由于在钢丝应力作用下回转产生松散,以至于在挤出过程钢丝产生“灯笼”状,此棒一直到了收线牵引后方可取下。总而言之,生产钢丝装铠电缆时,只要从成缆、钢丝装铠、挤外护套三道工序稍加注意,就可以防止或减少钢丝起“灯笼”和“跳浜”。以上是在生产钢丝装铠电缆时摸索出的一些经验和方法,愿与同行们交流。
四、钢丝铠装的根数确定
在铠装电缆的工艺设计中,有两个重要参数:钢丝根数和钢丝节距。对于钢丝根数的计算较为方便,钢丝的绞合节距计算复杂很多:不仅有乘方计算,还有根式计算;计算过程还会遇到保留小数位数问题。不同的小数保留位数,其节距的计算结果会大相径庭,影响电缆工艺设计人员设计。基于此,笔者推介一个钢丝节距计算的简便公式,该公式避免了多位小数的相除、乘方运算、根式运算,使得计算结果相对是确定值,尤其是对于大批量计算钢丝节距、制定铠装工艺有显著优势。铠装工艺的主要计算公式,钢丝铠装工艺中有两个关键的参数:钢丝根数及钢丝绞合节距。关于这两个参数的计算公式分别是:
1 钢丝根数

其中:
D0—钢丝铠装前外径,mm;
d—钢丝直径,mm;
K—钢丝绞合系数(钢丝φ1.4~1.8 取1.06;φ2.5~3.15取1.05;φ4.0~6.0 取1.05;钢丝直径小于1.4mm,取1.07。计算结果(根数)四舍五入)。
假定外径依据产品标准或根据GB/ T2952.3-2008中表6选取。
2 钢丝绞合节距钢丝节距的计算较为复杂,应用的公式是:
钢丝根数
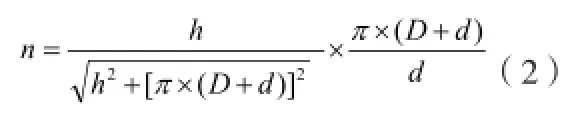
可以在先求得钢丝根数的基础上,代入式(2)。最终通过开2次方求得节距h。但是在式(2)整个计算过程中,不仅运算繁复,而且由于存在小数的计算,又有根式运算,因此不同的人在运算中,因保留的小数位数不尽相同,所以其结果差异很大,也就是钢丝节距会相差10%甚至更多。
求解铠装钢丝节距的一个简捷运算公式,作者在工作实践中也深感在求解钢丝铠装电缆的钢丝节距运算过程中存在上述问题,现在终于可以找到一个简捷公式,其方法是:将式(1)代入式(2)的左边,然后经过不太复杂的数学运算,就可获得以下公式,钢丝节距:
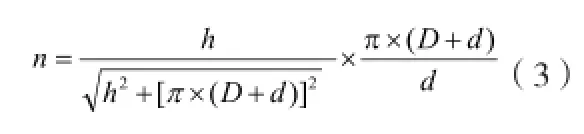
该公式中的K同,如式(1)。由于回避了根式运算和解方程运算,因此获得的答案是唯一的,不会出现不确定值;而且由于公式的运算很方便,大大方便了批量性计算铠装电缆的工艺工作,实为电缆工艺师的一个有力“武器”。
参考文献
[1]王春江.电线电缆手册(第2版)[M].北京:机械工业出版社, 2001.
中图分类号:TM247
文献标识码:A
猜你喜欢
建筑与预算(2023年11期)2023-12-25
中国棉花(2022年2期)2022-11-23
数学小灵通(1-2年级)(2022年11期)2022-11-21
建筑与预算(2022年2期)2022-03-08
电线电缆(2018年6期)2019-01-08
数学大王·低年级(2018年3期)2018-03-27
学苑创造·B版(2016年12期)2017-01-20
读写算·小学中年级版(2016年11期)2016-12-14
测绘科学与工程(2016年6期)2016-04-17
中国资源综合利用(2016年6期)2016-01-22
