
发动机油底壳漏油原因分析与处理
2016-07-26 09:44孙景新杨继光东风朝阳朝柴动力有限公司辽宁朝阳000朝阳工程技术学校辽宁朝阳000
工业技术与职业教育 2016年2期
孙景新,杨继光(.东风朝阳朝柴动力有限公司,辽宁 朝阳 000;.朝阳工程技术学校,辽宁 朝阳 000)
发动机油底壳漏油原因分析与处理
孙景新1,杨继光2
(1.东风朝阳朝柴动力有限公司,辽宁 朝阳 122000;2.朝阳工程技术学校,辽宁 朝阳 122000)
摘 要:油底壳和机体结合面之间漏油是各发动机生产厂家面对的疑难问题,因为影响因素具有复杂性,深入分析才能找到漏油主因:密封胶的固化时间长,表面清洁度不合格;涂胶机涂胶质量差,涂胶轨迹不规则;油底壳平面度超差,油底壳和机体结合面螺栓扭矩不达标;油底壳与齿轮室T型结构面过渡差。只有综合分析油底壳和机体结合面之间漏油原因,漏油故障才能降低。
关键词:发动机;油底壳;漏油;分析与处理
0 前言
漏油是柴油机较大的故障,而油底壳和机体结合面之间漏油更是各发动机生产厂家面对的疑难问题。2012年,辽宁某公司发动机油底壳与机体结合面漏油故障排名占市场反馈三漏故障第一位,共1 207台,故障率为1.08%,在此之前还没有可靠的办法和手段控制和解决柴油机油底壳和机体结合面漏油问题[1]。2013年年初,该公司成立三漏治理攻关团队,由项目组牵头组织公司八个部门,联合开展工作,考虑油底壳和机体结合面之间漏油原因的复杂性,针对几个主要原因进行分析,并制定了解决措施,取得了显著效果。
1 油底壳主要漏油原因与处理
1.1 密封胶的影响与处理
该公司总装厂装配油底壳工序是117序,目前油底壳和机体结合面之间主要使用密封胶密封,密封胶是北京某股份公司提供的硅酮胶平面密封剂,型号是1590。因密封胶是油底壳和机体结合面之间的连接载体,它的作用对密封性影响很大,为了合理使用密封胶,我们研究了密封胶的物理反应特性,结合我们生产中的实际情况,找到密封胶的关键特性点,采取了改进措施,密封胶的使用更合理、更具适用性。
1.1.1 密封胶装配时间和剪切强度数据分析与处理
硅酮胶平面密封固化机理是胶液与湿气(水份)起反应,室温下固化。胶贮存在密封容器内,交联剂不发生水解,胶液稳定;胶挤出后,交联剂发生水解产生活性基团-OH,并放出XH气体,O-OH 与-OH产生缩聚反应,胶层从表皮慢慢向里固化,最终形成具有弹性的立体结构,密封胶装配时间和剪切强度对比数据见表1。
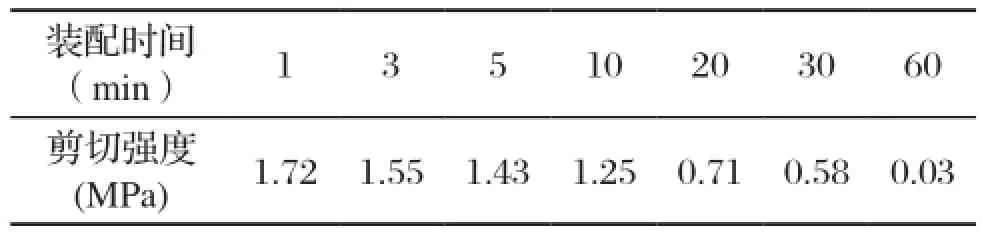
表1 密封胶装配时间和剪切强度对比数据表
据表1可知:密封胶建议在3分钟内装配完成,否则胶层表皮硬化,影响密封胶的密封性,油底壳与机体结合面容易出现漏油。而目前我们的装配生产线,原油底壳涂胶机工位有存放架,可周转放置3个涂胶的油底壳,因硅酮胶裸露放置时间过长,会形成硬壳,所以我们改进油底壳存放架,在上面只能存放1个涂胶的油底壳,而且规定了装配线在工休期间,包括生产中的15分钟休息,生产线不能存放涂胶的油底壳,生产线开动前才能预涂油底壳,然后马上装配,把紧上面的螺栓,避免密封胶表面硬化,保证了密封胶的密封性。
1.1.2 密封胶固化速度的影响与处理
硅酮胶的密封效果很大程度上取决于固化速度,固化速度又取决于硅酮胶与空气中氢离子结合的多少。所以温湿度管理对于硅酮胶密封性也很重要。我们在装配线涂胶工位增加了温度计和湿度计,根据对比图表监控油底壳涂胶时的温度和湿度,并做为日常管理项目进行日常点检记录,当我们的作业环境不能达到表中规定的温湿度管理值时就要进行辅助湿度提升作业。辅助湿度提升作业的方法有2种:一是增加加湿器;二是增加喷雾装置。因增加喷雾装置要满足的技术要求是喷雾压力:0.2±0.05Mpa;喷雾距离:22.5±7.5cm;喷雾速度:20±6cm/s;喷雾方向、角度要垂直喷射。这在实际操作中很难保证操作的一致性,所以我们选择了第一种方法,增加加湿器,依据管理表调节加湿器打开的刻度,达到了温湿度管理表要求,同时明确不可将加湿器打开后不进行温湿度确认。其中密封硅酮胶温湿度见表2 。
1.1.3 密封胶两结合面间的清洁度影响与处理
硅酮胶的特性中对两结合面间的清洁度要求较高,发挥硅酮胶最大的密封效果在涂胶前必须对涂胶表面和被涂胶表面进行表面的擦拭作业,影响机体结合面和油底壳安装面清洁度的因素也很多,从影响清洁度的发生源和流出源控制,实现了机体结合面和油底壳安装面清洁度大幅度的提升[2]。
1)保证机体结合面清洁度方面
保证机体入总装前底面清洁度要求:机加厂清洗机体是在最终清洗机上完成的,自动线清洗设备型号为QX025,清洗工序为750序;四缸线清洗设备型号为ZHS-Q602,清洗工序为600序,分析影响机体底面清洁度差的主要原因,有针对性的采取措施,保证机体入总装厂之前符合技术要求。
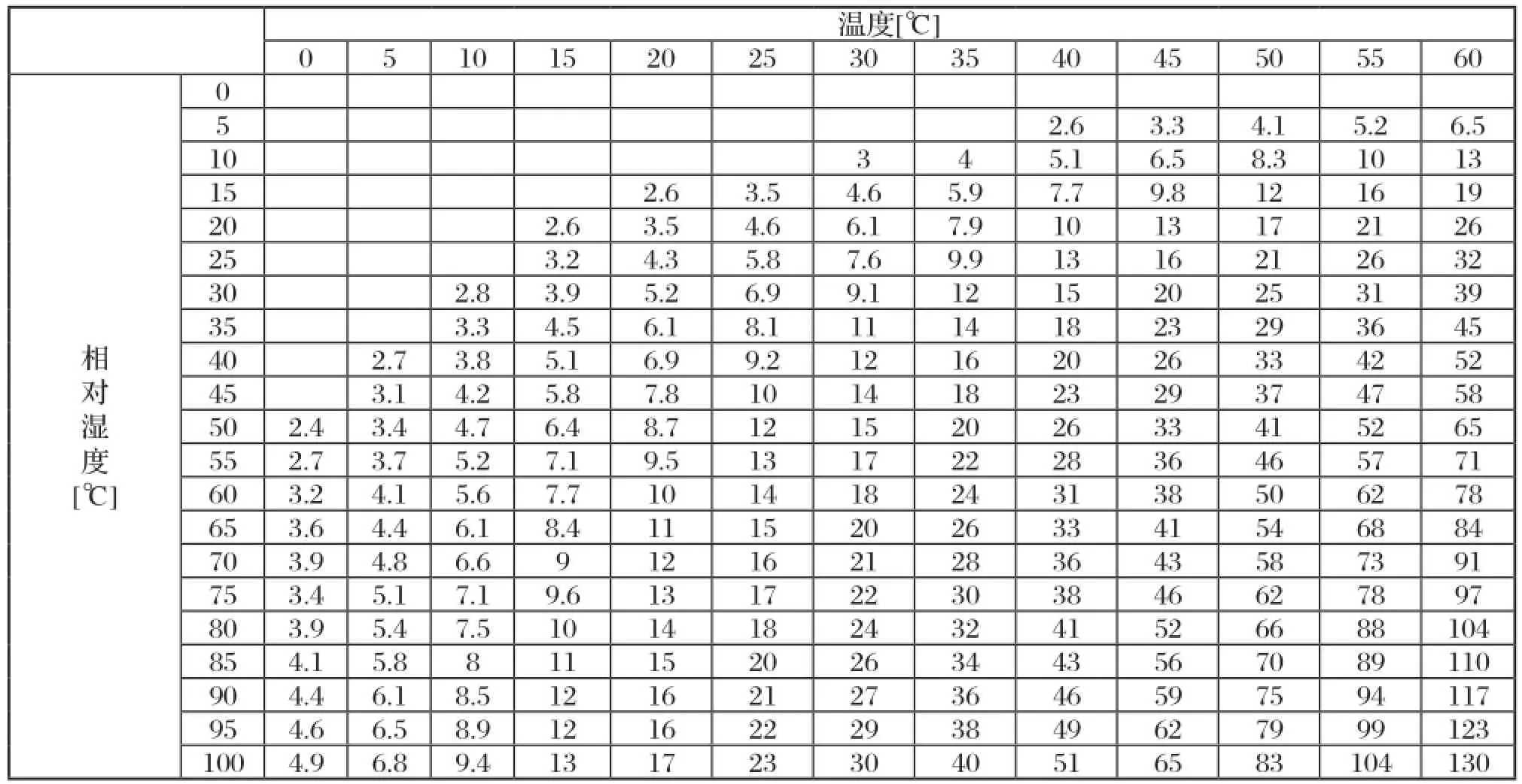
表2 密封硅酮胶温度与相对湿度对比
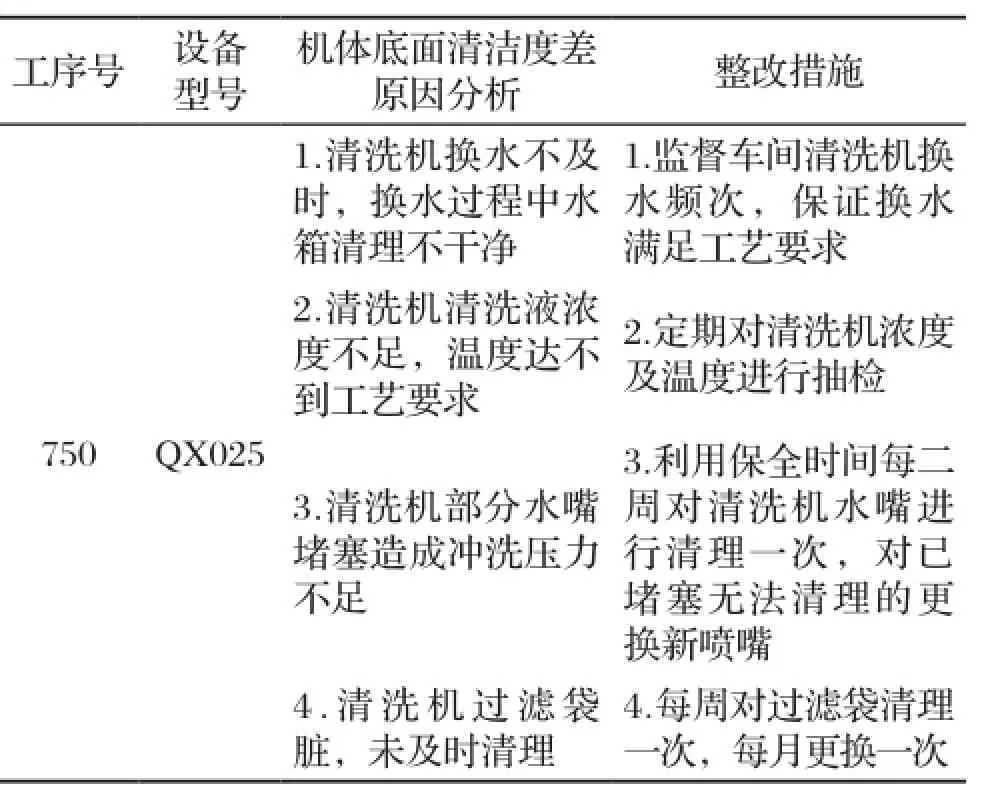
表3 QX025设备机体底面清洁度差原因分析与整改措施
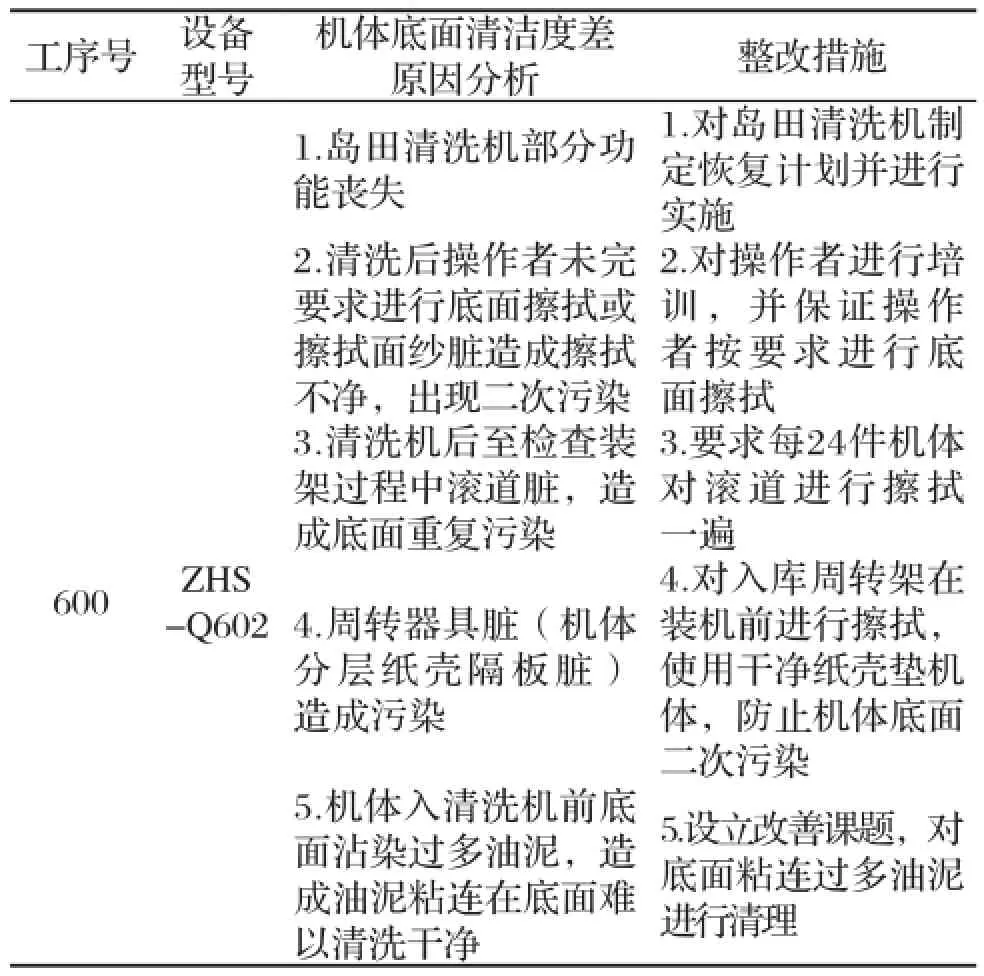
表4 ZHS-Q602设备机体底面清洁度差原因分析与整改措施
总装厂对机体第二遍清洗,清洗完成后需要补漆,喷漆工具做到定期清理,特别是防止喷漆残物污染滚道;机体在预装线装配前人工用清洗剂对机体底面进行擦拭,按标准作业操作后才能装配。
2)保证油底壳结合面清洁度方面
油底壳在公司属于直供零部件,供应商使用周转器具直接把油底壳送至生产线,原来供应商的周转器具结构为5面敞开式,油底壳在周转中易产生污染,后期更改为一面敞开,装满工件后再用帆布罩防护,实现半钢半软式全封闭,油底壳在周转中的污染问题得到解决。
总装厂增加清理工序,装配前对油底壳结合面进行擦拭。

图1 改进前周转器具

图2 改进后周转器具
3)清洁度检测方面
为了准确评价机体结合面和油底壳的清洁度,我们导入了先进的检测方法,区分传统的目测方法,使用检查仪器测量,主要使用脱脂拉力计与测量片配合,把测量片粘贴到检测平面上,垂直拉动脱脂拉力计,测量剥离荷重。记录涂胶长度L,剥离荷重力F,剥离荷重计算方法=L/F,通过大量的试验数据,我们确定了机体结合面和油底壳清洁度要求为1.4,同时也验证了我们在机体结合面和油底壳生产和周转中分步控制清洁度是有必要的。

表5 零部件脱脂拉力检测情况表
1.2 油底壳和机体结合面螺栓扭矩的影响与处理
该公司总装厂装配油底壳螺栓使用风扳机把紧,螺栓扭矩一致性不能保证,工艺要求检测扭矩值17-28N.m,而实际检测最大值达到了40N.m。
油底壳属于薄壁冲压件,材质为钢板B-2.0/8F,厚度只有 2mm,过大的扭矩会使油底壳在把紧过程中出现变形或密封胶被挤出,通过模拟试验,机体结合面和油底壳之间面压试验结果显示(如下图所示):环形密封带中间出现了断点,螺栓附近的扭矩大,出现压痕,实际装配中螺栓附近的胶液被挤出,油底壳和机体结合面刚性连接,不能起到密封作用,这也是影响油底壳和机体结合面之间漏油的主要原因,为杜绝螺栓扭矩值超差或大小不一致造成漏油,项目组为总装厂配备了定扭矩扳手,同时要求严格按拧紧顺序操作,避免油底壳在把紧过程中出现变形或密封胶被挤出[3]。
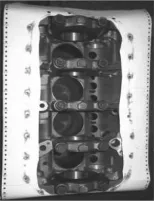
图3 油底壳和机体结合面面压试验结果
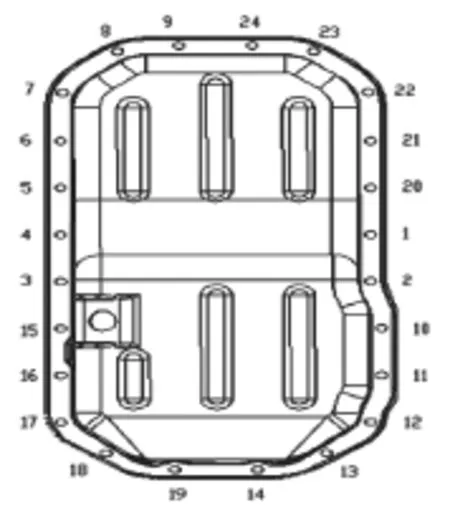
图4 :螺栓拧紧顺序
1.3 涂胶机涂胶质量影响与处理
1)油底壳涂胶机工作时,涂胶机轨迹不正确,胶液容易把个别油底壳螺纹孔盖一半,造成胶条封闭带减少。后期调整了涂胶机程序,修正了涂胶机的涂胶轨迹;
2)油底壳涂胶过程中,出现胶液溢出量不均现象,我们分析原因发现油底壳放置在夹具限位柱上时,有时出现限位柱上下串动,出现胶液溢出量不均,主要是夹具的限位柱不能固定,接着我们设计了可自锁的定位销,提高了夹具的定位精度。
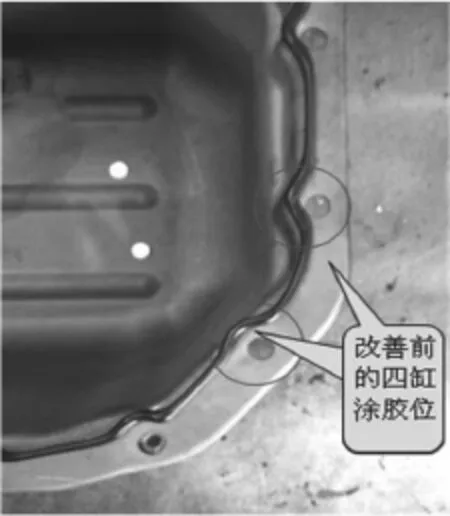
图5 改善前涂胶质量
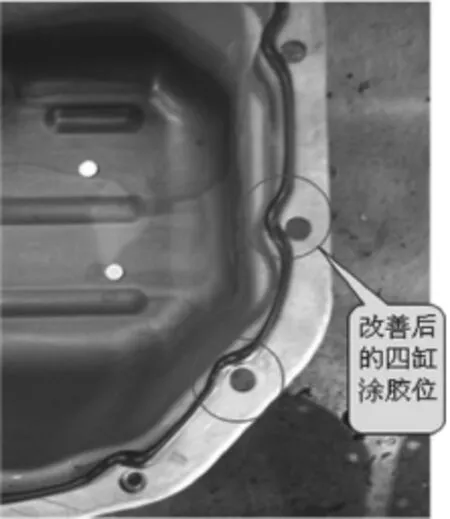
图6 改善后涂胶质量
1.4 油底壳平面度的影响与处理
油底壳平面度不合格也是造成漏油主因之一,为了深度解析油底壳平面度超差位置与漏油点对应关系,我们在研究漏油点的同时把油底壳底面平均分成24个点(如图7所示),分析每个点的高度差,明确造成平面度超差的主要位置,有针对性的解决,提高油底壳平面度,同时要求供应商增加了出厂检
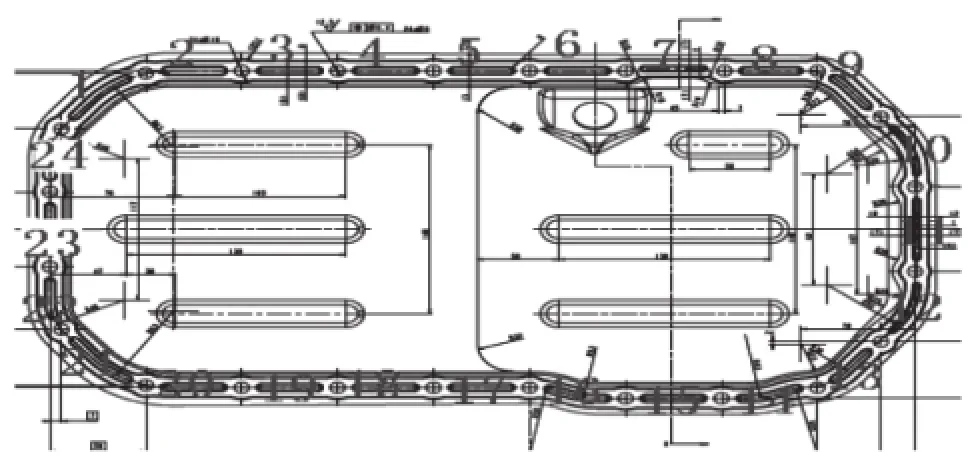
图7 油底壳底面分成24个点分布
1.5 油底壳与齿轮室T型结构面影响与处理
机体前端面与齿轮室中间有密封垫,装配完成后,密封垫突出机体底面,因密封垫涂厌氧胶,操作者铲掉突出的密封垫,同时用棉纱清理残留胶液,避免厌氧胶与硅胶发生反应,保证了油底壳与齿轮室T型结构面密封。
1.6 其它影响与处理
该公司总装厂大拆小修区,每天都有一定数量的发动机油底壳需要拆开,因涉及二次装配手动涂胶,我们制订了油底壳大拆小修后重新组装标准作业文件,解决了实际生产中的异常情况因油底壳二次装配而出现的漏油问题。
2 结论
我们对出厂的发动机进行后期数据跟踪收集,看到油底壳和机体结合面之间漏油故障大幅下降,说明我们找到了漏油的主要原因:作为中间介质,密封胶的作用是至关重要的,而从密封胶的物理特性入手,密封胶的固化时间、结合面要求的清洁度,根据密封胶的特点,做到合理使用;在零部件质量上,油底壳平面度也很关键,只有各环节都充分考虑,包括装配时把紧螺栓扭矩,涂胶机涂胶质量,找到出现问题发生的主因,才能从根本上解决。
参考文献
[1] 徐国庆,徐飞跃,周海军,池晓钦.发动机油底壳压装工艺分析及优化[J].制造技术与机床,2013(7):42-43.
[2] 李云,顾惠程,刘俊刚.发动机油底壳结合面漏油问题的研究[J].中国科技博览,2015(30):44-44.
[3] 黄财明,王涛,李伟飞,卢振东,王瑞平.发动机湿式油底壳的漏油分析[J].环球市场信息导报(理论),2014(3): 117-118.
中图分类号:U464
文献标识码:B
文章编号:1674-943X(2016)02-0003-04
收稿日期:2016- 04- 17
作者简介:孙景新(1979- ),男,辽宁凌源人,本科,工程师,主研方向为机械设计制造及其工艺、刀具加工制造技术。
Reason Analysis and Treatment of Engine Oil Pan Leakage SUN Jingxin1,YANG Jiguang2
(1.Dongfeng Chaoyang Diesel CO., Ltd, Chaoyang, Chaoyang 122000, China;2.Chaoyang Engineering Technology School 12200, China)
Abstract:The oil pan and the body surface between the oil spill is a difficult problem with the engine manufacturers.With in-depth analysis we find the engine oil leakage reasons are: sealant curing time is long and unqualified surface cleanliness;the coating quality of the machine is pool and gluing track is irregular; the flatness of the oil pan is out of tolerance; the oil pan and binding bolt torque to body surface is not up to standard; the oil pan and T transition structure with a gear chamber surface is poor, and only a comprehensive analysis of the oil pan and the combination between body surface causes of oil leakage, oil leakage fault can be reduced.
Key words:engine; oil pan; oil leakage; treatment
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
上海大中型电机(2021年1期)2021-06-09
汽车维修与保养(2021年8期)2021-02-16
汽车维修与保养(2020年11期)2020-06-09
福建质量管理(2020年13期)2020-02-25
汽车维修技师(2017年1期)2017-06-27
现代制造技术与装备(2015年4期)2015-12-23
中国质量万里行(2015年8期)2015-11-03
汽车与新动力(2015年1期)2015-02-27
汽车与新动力(2014年2期)2014-02-27
