
特大型圆柱、圆锥滚子凸度磨加工工艺分析
2016-07-27 02:48林国福石永徐占华朱战旗
轴承 2016年4期
林国福,石永,徐占华,朱战旗
(洛阳LYC轴承有限公司 特大型轴承事业部,河南 洛阳 471039)
1 概述
滚子滚动面素线凸度设计可以减小滚子的边缘效应,提高轴承使用寿命和承载能力[1]。传统的圆柱、圆锥滚子滚动面凸度多采用超精加工[2],需使用形状一致、带凹度的超精滚轮。对于直径40 mm以上的特大型圆柱、圆锥滚子,由于滚子尺寸种类多、批量小,需定制带凹度的专用超精滚轮,费用较高。
目前加工的特大型圆柱、圆锥滚子多为中间直素线+两端斜坡修形,如图1所示(Lw为滚子长度;Le为滚子两端斜坡长度;he为滚子两端斜坡深度),主要分2道工序加工:先加工中间直素线部分,再进行两端斜坡的修形。由于斜坡直线与中间直素线无法圆滑过渡而出现尖棱,易导致滚子滚动面直素线和斜坡相交处出现剥落(图2),造成轴承早期失效。
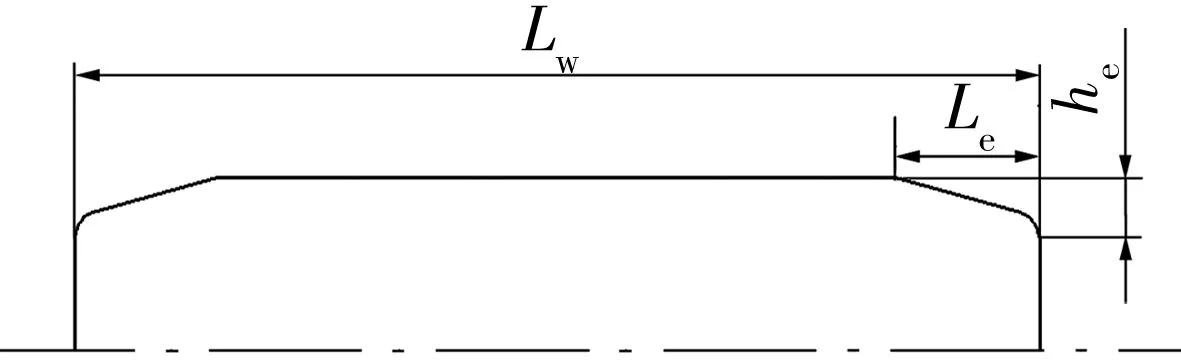
图1 滚子直素线轮廓
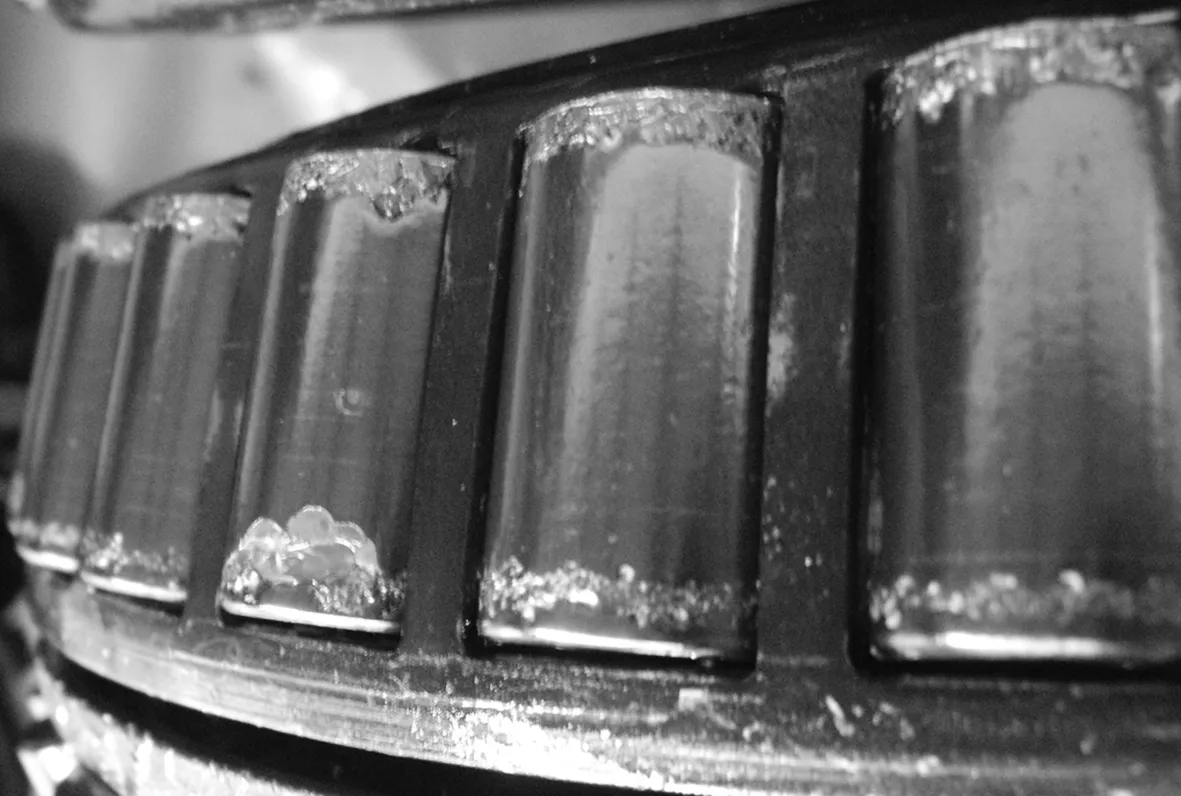
图2 滚子边缘效应失效图
2 特大型圆柱、圆锥滚子凸度形状
圆柱、圆锥滚子根据素线的形状可以分为直线型、圆弧修缘型和对数曲线型,其接触疲劳寿命比约为1︰1.6︰2。直素线滚子轮廓为一条直线;圆弧修缘型滚子的素线为圆弧型;对数曲线滚子的素线由中部向两侧均为对称的对数曲线,即中部微微凸起,向两侧缓慢减小,两端与两倒角圆弧光滑过渡。
对数曲线滚子加工较为困难,根据产品设计要求,将滚子直素线和两端斜坡拟合成三段圆弧相切,滚子轮廓类似于对数型滚子,如图3所示。图中,滚子中间圆弧凸度量Δh为滚子的直线度(Lw(+))要求的最大值,当已知滚子长度Lw、滚子两端斜坡长度Le、滚子中间圆弧凸度量Δh和滚子两端斜坡深度he,可以计算出滚子素线圆弧半径Rw和滚子两端圆弧半径Re。
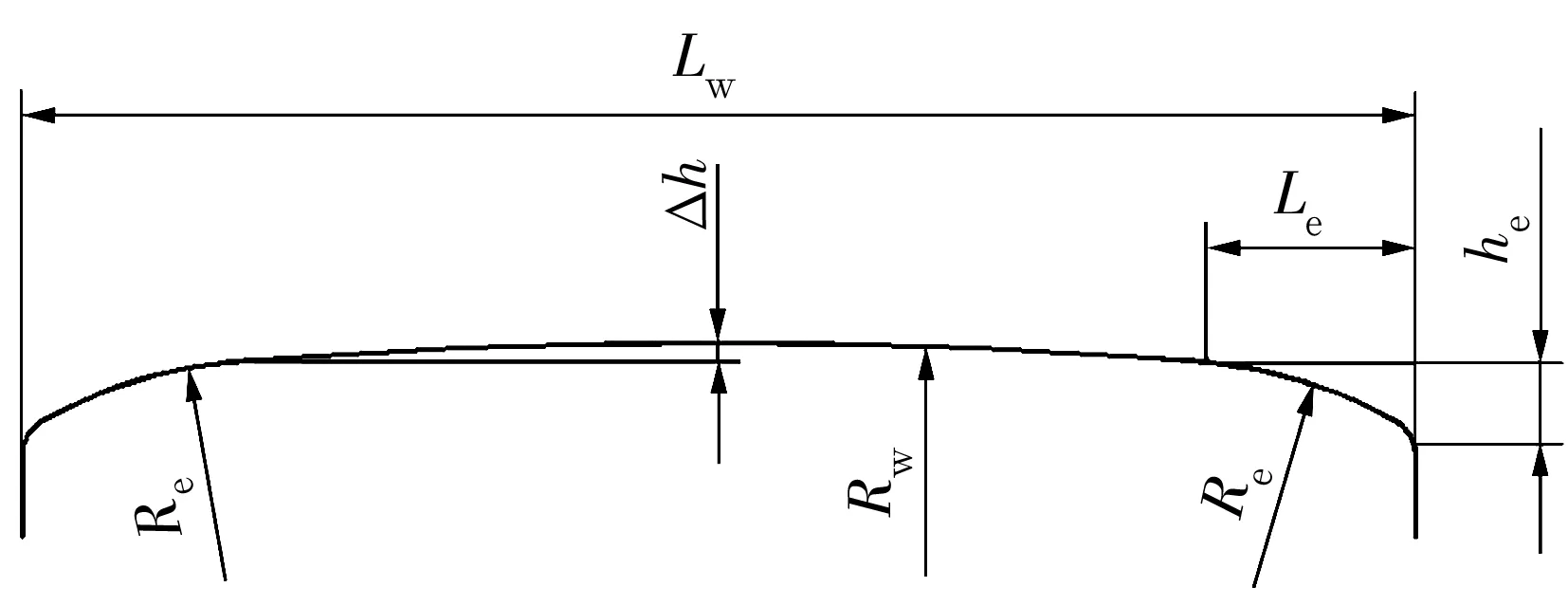
图3 三段圆弧素线滚子
三段圆弧相切的滚子形状,两端圆弧斜边与中间圆弧相切,其交界处圆滑过渡,接触应力分布均匀。
3 砂轮修整
3.1 修整程序
为实现三段圆弧凸度滚子的加工,需将磨削砂轮修整为相应凹度,采用切入磨方式进行磨削,因此选用了数控磨床3MZ40100CNC。该机床磨削滚子直径范围为40~100 mm;具有自动上下料装置,使用磁极和支承装卡滚子,砂轮轴可进行自动控制;控制系统采用高精度全数字交流伺服SINUMERIK 802Dsl系统[3],允许用户自主编程。根据砂轮圆弧修整的要求,修整砂轮的程序为
G00 G55 G94 G90 Z0.0
G01 Z-1.0 F500
G1 G55 F500
程序初始化
G1 G55 X=R250 Z=R251 F=R90*3
修整起点
G02 X=R252 Z=R253 CR=R57 F=R90
一段圆弧Re的修整
G02 X=R254 Z=R255 CR=R58 F=R90
中间段圆弧Rw的修整
G02 X=R256 Z=R257 CR=R57 F=R90
另一段圆弧Re的修整
G1 G55 Z=R258 F=R90*3
程序结束
砂轮对应的参数坐标如图4所示,其中,(R250,R251)为第1段圆弧的起点坐标,(R252,R253)为第1段圆弧的终点坐标,也是第2段圆弧的起点坐标,R57为第1段圆弧的半径;(R254,R255)为第2段圆弧的终点坐标,也是第3段圆弧的起点坐标,R58为第2段圆弧的半径;(R256,R257)为第3段圆弧的起点坐标,R57为第3段圆弧的半径。
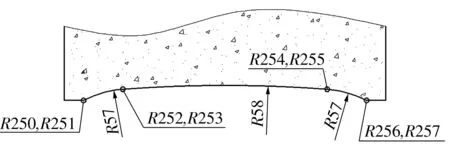
图4 砂轮的参数坐标
3.2 修整坐标参数和圆弧半径
根据三段圆弧凸度滚子的曲线形状,将图3中的曲线放至如图5所示的xOz坐标系中,相切点在坐标中是固定的点,各参数对应相切点坐标为:R250=-Lw/2,R251=-(Δh+he),R252=-(Lw/2-Le),R253=-Δh,R57=Re,R254=(Lw/2-Le),R255=-Δh,R58=Rw,R256=Lw/2,R257=-(Δh+he)。
图5 砂轮修整坐标参数
待加工特大型圆柱、圆锥滚子的素线圆弧半径Rw和两端圆弧半径Re计算公式为
(1)
。(2)
4 工艺验证
以特大型圆锥滚子进行验证,滚子直径Dw=70 mm,长度Lw=69.5 mm,斜边圆弧长度Le=7 mm,斜边圆弧深度he=0.06 mm,滚动面直线度Lw(+)要求为0.002 mm,即滚子中间圆弧的凸度Δh=0.002 mm,如图6所示。
图6 圆锥滚子产品图
由圆锥滚子长度选择砂轮宽度为100 mm,根据已知和选定参数建立如图5所示的坐标系,以坐标系中O点为砂轮对刀零点。计算各坐标参数和圆弧半径,输入3MZ40100CNC磨床修整砂轮程序中,调整机床,修整砂轮;然后使用修整好的砂轮磨削特大型圆锥滚子;采用专用轮廓仪检测,得到滚子轮廓曲线如图7所示。图中,x轴放大倍数为2.4,y轴放大倍数为500,在测量长度为66.686 mm的检测长度内,滚子的凸度值为51.719 μm,检测的轮廓曲线为三段圆弧相切连接,达到了凸度滚子的设计要求。
图7 滚子素线轮廓曲线
5 结束语
使用数控全自动磨床3MZ40100CNC修整三段圆弧相切的曲面砂轮,然后磨加工直径40 mm以上特大型圆柱、圆锥滚子,经过实际加工证明,此加工方法能够将滚子的圆弧滚动面和圆弧斜边一次加工完成,能够实现滚动面素线凸度的定量控制,实现了特大型圆柱、圆锥滚子圆弧滚动面与圆弧斜边的相切圆滑过渡,提升了产品质量。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
金刚石与磨料磨具工程(2021年3期)2021-12-06
冶金设备(2021年4期)2021-10-29
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
中南大学学报(自然科学版)(2020年11期)2020-12-18
重型机械(2020年3期)2020-08-24
制造技术与机床(2018年10期)2018-10-13
轴承(2018年10期)2018-07-25
工业设计(2016年1期)2016-05-04
