
AH500及无线工业以太网在铝型材牵引机上的应用
2016-08-09 00:23中达电通股份有限公司唐跃跃
电器工业 2016年3期
/中达电通股份有限公司 唐跃跃/
AH500及无线工业以太网在铝型材牵引机上的应用
/中达电通股份有限公司唐跃跃/
摘 要:本文首先介绍了铝型材牵引机的工作流程和结构特性,继而对使用台达Ethernet控制牵引机的两个小车实现无线控制方案进行了探讨。从无线网络技术WDS设置、牵引机的配置、控制框架、软件设定等几个方面入手对电气控制进行了剖析。最后指出,Ethernet的无线工业Wi-Fi为工厂提供了更为方便、简约的控制接线方式,可实现快速联网、数据交换的长距离、多台机的联网集中控制。
关键词:铝型材牵引机;AH500;WDS;MODBUS TCP/IP
0 引言
伴随工厂自动化的发展,从集中控制到分布式现场总线控制,再到工业无线网络传输控制,现场布线从繁琐走向简化,最终实现无线连接,这种变化同时提高了控制的可靠性,降低了繁杂接线易引发的信号故障几率。在铝型材牵引机行业,牵引机的小车来回牵引移动的距离约为30~100m,如此长的接线和来回运动使现场布线成为一大难题,而使用可靠的无线传输技术则可以很好地解决此类问题。
1 铝型材牵引机的工作原理
铝型材牵引机是铝型材挤压机的配套生产设备,主要用于对铝型材挤压机的成型铝型材、棒材的牵引、锯切分离和传送。主要采用台达AH500的Ethernet的MODBUS TCP总线协议实现远程控制,通过其Ethernet模块(AH10EN-5A)的MODBUS TCP总线将控制两台小车动力的变频器连接起来,并使用无线技术将主控制柜的PLC和其移动的两台牵引机的PLC连接起来,省去大量的接线,减少故障点。工作流程如图1所示。
1)成型铝型材从模具出口出来。
2)主机通过Ethernet模块(AH10EN-5A)的MODBUS TCP控制小车1的动力变频器运动,钳夹夹住铝型材,用一定的力拉伸铝型材(速度模式扭矩限制),自动与挤压机的挤出速度实现同步,把型材从模腔中平直地引出,避免被挤压的型材长度等尺寸不均,防止型材悬弹、扭曲变形,提高型材的成材率和表面质量;同时以一定的张力牵引型材,使材料在张力下冷却,减少变形,使挤压时金属流动均匀,成材质量稳定,牵引铝型材同步往前走,并用锯刀锯断一次铝型材。
3)主机通过Ethernet总线反馈小车1和小车2的状态(运行状态、输出频率、输出电流、报警灯),通过编码器反馈给AH02HC,精确定位小车的位置;将小车1的速度传给小车2,使小车2的运动速度同小车1同步。
4)同步后,小车2夹住铝型材(速度模式扭力限定),以一定的拉力牵引向前,小车1此时松开夹具,往回走。再继续第一步的流程,当锯刀锯断后,小车2以高速牵引铝型材快速到达终点,再快速回来等小车1,继续执行第2步,进行循环不停车控制,提高生产效率。

图1 铝型材牵引机的工作流程
2 无线网络技术WDS在工业环境中的应用
当前,无线网成为家庭和中小企业组建网络的首选解决方案,并已实现广泛应用,但由于房屋的钢筋混泥土结构和复杂多样的格局,使得环境内无线信号衰减严重。使用无线Wi-Fi网络信号覆盖时,存在信号差或信号盲点的问题,此时WDS无线桥接功能应运而生,可以使两个或多个无线AP之间进行桥接,扩大无线网络的覆盖范围,提高远距离无线传输速率。
在铝型材厂,受到处都是铝型材、大功率变频器、高温等恶劣环境影响,信号干扰源大、衰减严重,而PLC的网络模块没有无线连接功能,只能插网线连接无线AP,再由无线AP组网。在两个小车上分别安装工业无线AP 1和2,并分别和小车上的PLC连接,在主机上安装一个工业无线AP做主AP,两台小车上的无线AP通过WDS功能桥接到主AP,组合成一个局域网,然后通过MODBUS TCP协议在主站和两个小车从站间进行数据的交换控制,如图2所示。
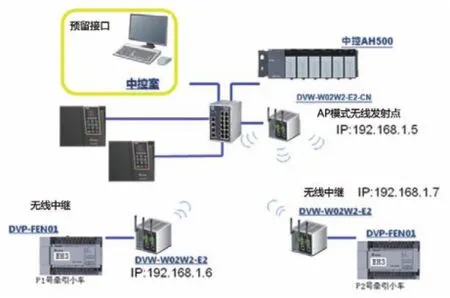
图2 无线AP组网
下面以台达DVW-W02W2-E2-CN为例,进行WDS设置。
1)在WLAN管理器-运行模式中,设置主机无线AP(见图3)。
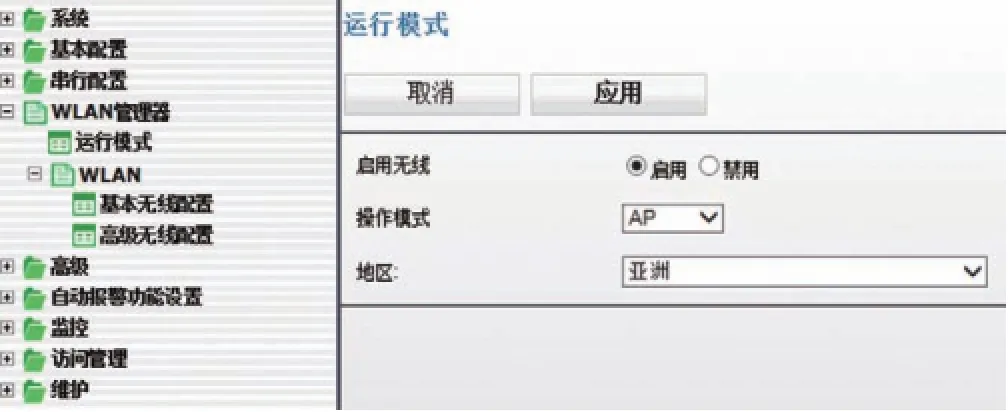
图3 主机无线AP设置
2)在WLAN管理器-基本无线配置中,设置无线信号加密信息(见图4)。
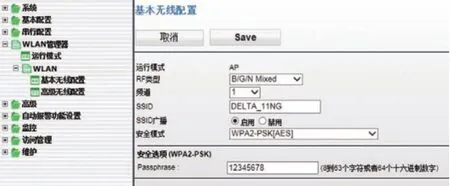
图4 设置无线信号加密信息
3)设置从站小车LAN的IP地址,在基本配置-网络配置中,修改IP地址使其不相同,防止冲突,如192.168.1.6,保存,重启无线AP(见图5)。
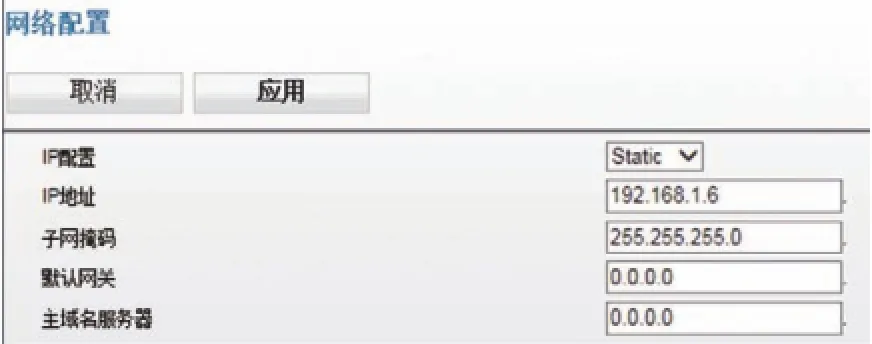
图5 设置从站小车LAN的IP地址
4)在从站WLAN管理器-运行模式中,选择中继模式(见图6)。
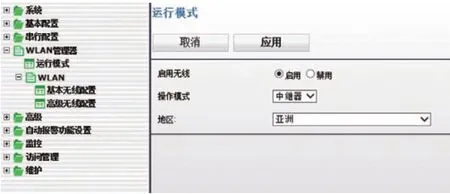
图6 选择中继模式
5)在从站WLAN管理器-基本无线配置中,Site Survey扫描到信号列表中主机无线AP SSID号DELTA_11NG,点击连接。将加密信息设置成与主机相同,保存(见图7)。

图7 连接主机无线AP SSID号DELTA_11NG,将加密信息设置成与主机相同
通电时,10s的时间可实现通信,若拔掉网线后再插上,则0.2s左右的时间即可恢复通信,测试通信反应正常。主机如图8所示。

图8 主机内部
3 电气控制
表1为佛山地区一家铝型材牵引机厂制作的双头牵引机的配置表,代理商在单头牵引机的配置上直接添加了AH10EN-5A Ethernet网络模块,轨道上安装两台引车,牵引车移动距离大,使用工业无线AP DVW-W02W2-E2-CN做无线中继,可建立无线局域网络。

表1 双头牵引机的配置
4 软件设定
(1)AH10EN-5A网络参数设置(见图9)

图9 AH10EN-5A网络参数设置
(2)功能列表(见图10)
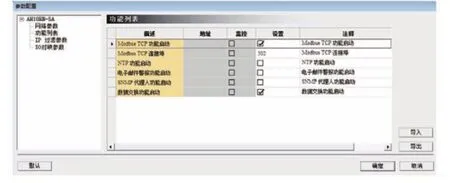
图10 AH10EN-5A功能列表
(3)资料交换设置(见图11)
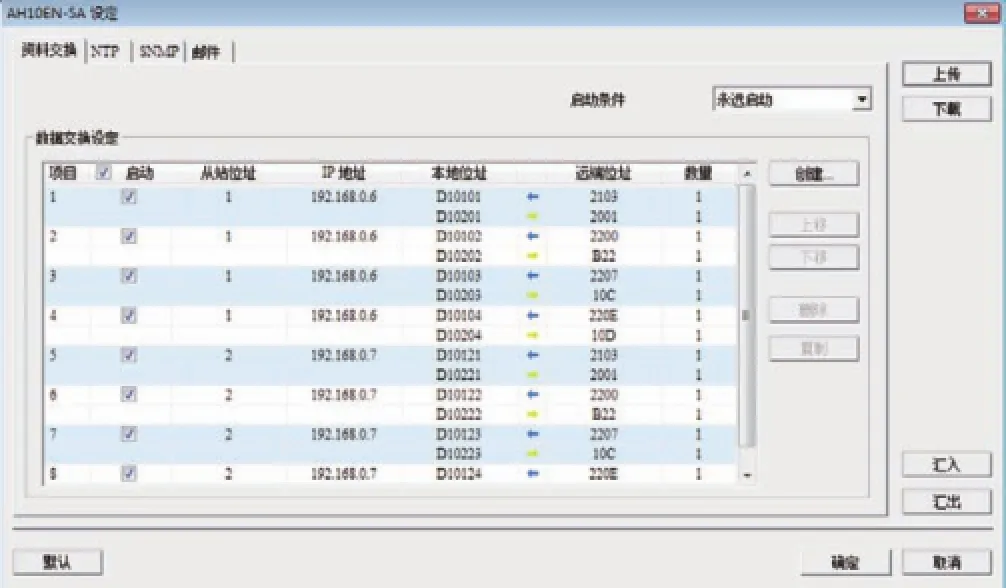
图11 AH10EN-5A资料交换设置
(4)数据交换表(见表2)
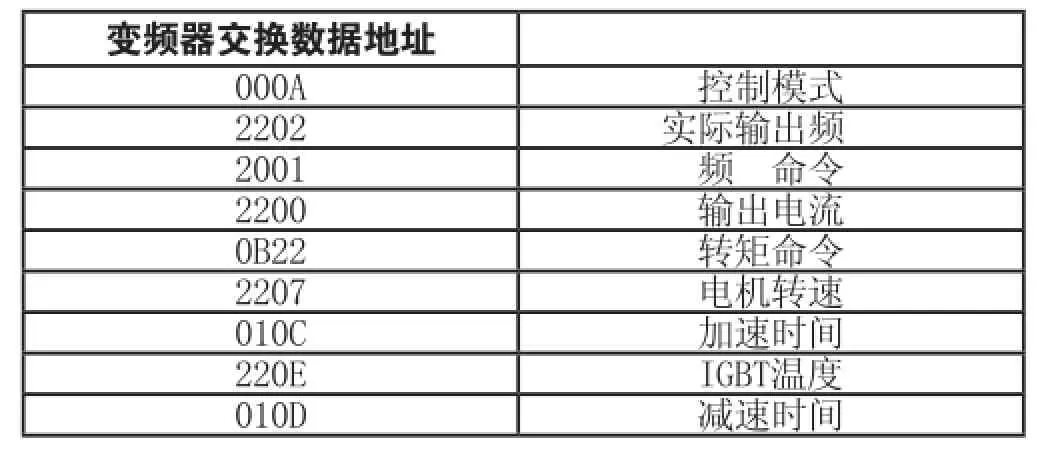
表2 AH10EN-5A数据交换表
5 结束语
基于以太网的MODBUS TCP协议在工业上早有使用,大型工厂生产线上工人的缺乏促使工厂向自动化生产管理方向升级,对远距离、多台机的联网控制催生了可靠、稳定的工业无线联网技术。Ethernet的无线工业Wi-Fi为工厂提供了更为方便、简约的控制接线方式,可实现快速联网、数据交换的长距离、多台机的联网集中控制。
