
影响汽车车厢粉末涂层附着力的因素
2016-08-12 05:46张富家皮沁邢汶平罗川成谨
电镀与涂饰 2016年6期
张富家,皮沁,邢汶平,*,罗川,成谨
(1.安徽江淮汽车股份有限公司技术中心,安徽 合肥 230009;2.阿克苏诺贝尔(中国)投资有限公司,上海 200040)
影响汽车车厢粉末涂层附着力的因素
张富家1,皮沁1,邢汶平1,*,罗川2,成谨2
(1.安徽江淮汽车股份有限公司技术中心,安徽 合肥 230009;2.阿克苏诺贝尔(中国)投资有限公司,上海 200040)
介绍了粉末喷涂工艺在汽车车厢涂装线上的应用。按工艺流程说明了每道工序对最终涂层体系附着力的影响,并给出了控制要点和解决办法。
车厢;粉末涂层;附着力;配套性
First-author’s address: Corporate Technology R&D Center, China Anhui Jianghuai Automobile Co., Ltd., Hefei 230009,China
随着国家和社会对环境的日益关注和重视,国家大气治理防治规划以及各地方对大气VOC排放限值陆续出台,严格限制了汽车涂装工业的三废排放,无废水、无废渣、无废气排放的粉末涂装新技术具有非常明显的节能优势。粉末涂料的综合性能高于油漆,其取代液态涂料成为当今主流。汽车车厢的素色涂装成为江淮汽车首条采用粉末涂装技术的涂装线。
附着力是牵涉到涂层机械性能、耐蚀性和耐候性最重要的技术指标。基于车厢自身及其涂装工艺的特点,粉末涂料在控制涂层附着力方面有别于传统油漆。本文介绍了江淮汽车在汽车车厢涂装线推动粉末喷涂技术的情况,详细探讨了影响附着力的各项因素,并提出了控制方法和改进措施。
1 车厢涂装工艺特点
汽车车厢粉末喷涂工艺的流程[1]为:上件→擦净→除油→水洗→表调→磷化→水洗→纯水洗→电泳→UF(超滤液)清洗→纯水洗→电泳烘干→打磨擦净→涂胶→喷粉前擦净→粉末喷涂→烘干→检查→精修→修补→下件。
表 1对比了车厢与其他产品(如车架和家电)的涂装工序。可见相对其他工件而言,车厢粉末涂装的工序最全。作为“多工序”的“复合涂层”工艺,必须综合考虑各工序间的匹配性,确保各涂层间附着力的平衡。

表1 不同产品的涂装工序Table 1 Process flows for painting different products
2 影响粉末涂层附着力的因素
粉末涂料不含溶剂,以“全固含”状态直接烘烤成膜。相对于液体涂料,其成膜过程中液态润湿时间短,胶固态下的烘烤时间更长,且烘烤温度更高,涂层厚,干膜内聚力更大。按GB/T 9286-1998《色漆和清漆 漆膜的划格试验》在实验室中检查了每道工序后涂层的附着力,以考察各工序对附着力的影响。
2.1 前处理工艺
2.1.1 擦净
钢板表面状态会影响附着力。车厢基材表面的氧化膜与金属的结合力较弱,导致后续涂层很容易粘脱剥离。因此工件在涂装前需通过人工打磨擦净氧化皮或进行抛丸处理。
2.1.2 除油
油污的表面张力低,其与金属及涂料的结合力都很弱,对附着力的影响很大。除油工序主要包含预脱脂、脱脂等,药液浓度低、pH变化、工艺温度不达标、处理时间过短等都会造成除油不净。另外部分板材上的防锈油特别难脱除,因此在选择防锈油前需进行验证,合格的油品方可使用。
2.1.3 表调
表调工艺参数异常将导致磷化膜结晶颗粒偏大、膜层疏松,进而严重影响粉末涂层的附着力。
2.1.4 磷化
磷化工艺是影响附着力的重要因素,其控制参数包含总酸度、游离酸度、促进剂浓度、槽液温度、磷化时间等。车厢工件一般采用三元锌系磷化,温度通常控制在40 ~ 55 °C,时间2 ~ 3 min。当参数变化,如槽液温度过高,磷化反应剧烈,会损失有效离子含量,导致不规则结晶甚至二次结晶,所得磷化膜颗粒严重偏大,且稀疏、不致密,最终使得磷化膜和基材间的附着力下降。
在磷化膜上直接喷涂粉末涂层或电泳涂层(即单涂层工艺),一般对磷化质量要求较为宽泛,磷化膜结晶粒径为5 ~ 25 μm,膜厚1 ~ 10 μm时即能保证涂膜的附着力。但是考察不同配套体系的附着力(见表2)时发现,“电泳 + 粉末涂料”体系在磷化膜厚约9 μm时附着力不合格。经试验论证,该体系对磷化膜厚度及结晶状态要求更严格,结晶粒径为5 ~ 10 μm,膜厚1 ~ 3 μm时方可保证最终产品的附着力。图1显示了不同结晶粒径和膜厚的磷化层的金相照片。可见9 μm厚的磷化膜较疏松,不够致密。

表2 不同涂层体系与磷化膜之间的附着力Table 2 Adhesion strength of different coating systems to phosphating film

图1 不同膜厚及结晶粒径的磷化膜的金相照片Figure 1 Metallographs of the phosphating films with different film thicknesses and grain sizes
2.2 电泳
2.2.1 电泳漆与粉末涂料的匹配性
电泳漆按耐候级别可分为标准型和耐候型。标准电泳漆通常以耐蚀性好的环氧树脂为主体,其游离的极性基团能与粉末涂层反应形成化学键,因此二者间有很好的附着力。耐候型电泳漆的树脂主要由环氧、聚酯和丙烯酸树脂组成,因为表面张力不同,成膜时表面张力大的树脂沉于下层,表面张力小的丙烯酸树脂浮于表层,且没有活性基团可与上层的粉末涂层交联,所以两者间的附着力较差。在选用耐候型电泳漆前需验证与粉末涂层的匹配性。
2.2.2 电泳漆的耐高温性能
粉末涂料的干燥条件为(180 ~ 190) °C × 20 min,而通常电泳涂层的干燥条件为(160 ~ 170) °C × 20 min,如其再经过(180 ~ 190) °C × 20 min的烘烤,可能会干燥过度,存在与粉末涂层附着不良的风险。因此需验证电泳涂层的耐高温烘烤性,确保其在190 °C × 60 min的条件下性能良好,且烘干后与粉末涂层的附着力仍为0级。
2.2.3 电泳漆的烘干条件
粉末涂层较前处理所得膜层与电泳涂层的结合力强,一旦电泳层烘干不足,易与上道涂层咬合,但当烘干时间设置过长或温度设置过高时,电泳漆会过度固化,表面张力增大,导致粉末涂层在电泳层上的附着力下降。在线前处理和电泳后在不同条件下烘干试板,检测干燥度后再上线挂板喷粉,控制粉末涂层厚度为100 ~ 120 μm。每种条件选3块试板测试附着力,结果列于表3。

表3 不同条件下烘干电泳涂层对后续粉末涂层附着力的影响Table 3 Effect of the drying of electrophoretic coating under different conditions on adhesion of subsequent powder coating
由表3可知,电泳烘干条件对涂层附着力的影响较大,烘干时间过长或温度过高(超过200 °C)容易造成“电泳 + 粉末”体系的附着力变差。若条件发生变化或工件多次出现在线返工情况,则需重点管控涂层的附着力。
2.3 粉末喷涂
2.3.1 粉末喷涂工艺参数
采用静电喷涂,最终确定现场使用的工艺参数为:枪距20 ~ 40 cm,电压50 ~ 80 kV,电流10 ~ 40 μA,出粉量100 ~ 300 g/min。调试多轮工艺参数后发现施工参数只影响涂料的利用率和一次上粉率,不影响附着力。
2.3.2 粉末涂料的选择
虽然粉末涂料已成熟应用于家电、汽车零部件等领域多年,但是由于车厢涂装的特殊性,所用粉末涂料自成体系,较其他行业要求更高。粉末涂料的差异使其在与电泳涂层的匹配性上表现不同。选用多种粉末涂料与常见的30种电泳漆配套,部分结果列于表4。

表4 多种电泳涂层与粉末涂层的配套性Table 4 Compatibility of several kinds of powder coatings with electrophoretic coating
可见只有阿克苏诺贝尔涂料公司的Interpon A5000与所选电泳漆全部匹配合格,其余粉末涂料都或多或少与某种电泳漆的匹配性不好,无法满足附着力要求。Interpon A5000与电泳漆的匹配性宽,附着力优异,产品成熟度高,在多个国家有多年的使用经验,性能最有保证。
该涂料的主要原料为聚酯树脂,其涂膜在外观、耐盐雾性、抗石击性、耐候性、耐老化性等方面均能满足车厢的质量要求,它的关键性能指标如表5所示。

表5 Interpon A5000粉末涂层的性能指标Table 5 Property indexes of the Interpon A5000 powder coating
2.3.3 粉末涂层的膜厚
涂料在刚性底材上成膜时,因无法收缩而产生内应力,能抵消附着力,只需较小的外力就可破坏粘合键。膜层过厚,内部收缩力对下涂层的剥离效应也较强,会影响涂层间及其与基材的附着力。粉末涂料型号不变时,膜层越厚,内应力越大,附着力越差。根据经验,粉末涂层厚度控制在160 μm以下,附着力可稳定在0级。而汽车车厢多采用波纹板,存在较多凹凸面,粉末涂层的厚度分布不均,因此建议控制凹面的膜厚满足最低工程遮盖力要求即可,一般为70 ~ 80 μm;凸面处距离喷粉枪更近,上粉量会更高,膜厚一般能达到120 ~ 130 μm。
2.3.4 影响粉末涂料固化的因素
固化时间和烘干温度不足将导致涂层的脆性增大,在测试附着力时就会剥落。因此为确保涂层的附着力达标,需跟踪监测生产现场的炉温曲线,同时检查该温度下的附着力。图 2为多轮调试后的粉末烘干炉的炉温曲线,可得标准烘干条件为180 °C × 20 min。
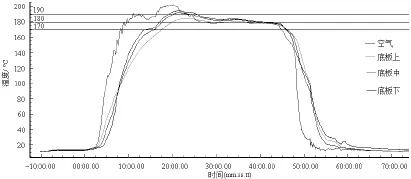
图2 粉末烘干炉的炉温曲线Figure 2 Curve showing the temperature in powder drying oven
2.4 粉末涂装线生产管控要点
2.4.1 前处理线槽液
生产现场每班需监控槽液参数一次,监测工件脱脂状态、温度、脱脂碱度、磷化参数、磷化液中离子含量等[2]。同时要求前处理材料厂家驻点服务,并提供离子含量检测周报。
2.4.2 电泳烘干状态
每天检测电泳烘房及输送链设备是否合乎工艺状态,并定期用脱脂棉蘸取丙酮擦拭检测电泳漆膜的干燥度。
在工艺调试及试生产期间,每天用试验板作首件,检查电泳层及粉末涂层的附着力,合格后再生产。稳定后可改为随机挂板检测。
2.4.3 炉温
每周通过炉温跟踪仪检测一次电泳及粉末的烘干炉的炉温曲线,同时测试该温度下涂层的附着力。
2.5 生产现场粉末涂层附着力问题的解决措施
粉末生产线投入使用后,在涂料配套良好,设备状态均符合工艺要求的情况下,一旦出现附着力不良问题,现场可通过如下方法快速判定问题原因并加以解决。
2.5.1 粉末异常
在标准前处理板上直接喷粉,放入实验室小烘箱烘烤以判断粉末是否异常。
2.5.2 前处理和电泳异常
前处理液和电泳漆由不同供应商提供,如生产中遇到异常,较难马上判断问题来源。可在调试生产中使用“标准磷化板”,将其直接电泳后喷涂粉末涂料,再测评附着力。如合格,说明前处理工序出现异常,反之则是电泳工序。该法简单且快速有效,重现性很好,可有效排查问题,确保量产进度。
2.5.3 检测工具的选择
用美工刀替代划格刀,钢尺辅助稳定美工刀,使用“测试专用胶带”(如3M公司的Scotch 4-1000)可有效提高附着力检测的准确性。
3 结语
江淮汽车蒙城车厢粉末涂装项目是国内首条采用粉末涂装的汽车车厢生产线,所得“磷化 + 电泳 + 粉末复合涂层”的外观、机械性能、防腐蚀性能、耐候性等均优于传统的“电泳 + 溶剂型单涂层”[1]。基于粉末涂料有别于其他涂料,磷化膜、电泳层和涂层之间的附着力相互联系,牵一发而动全身,为保障最终涂层的质量,本文按工艺流程考察了每道工序对附着力的影响,并给出了控制要点和解决办法,为其他工厂推广这一工艺提供一定的参考。
[1] 皮沁, 邢汶平.粉末涂料在汽车车厢上的应用研究[J].涂料技术与文摘, 2014, 35 (5): 34-38.
[2] 闫万举.粉末涂装工艺管理中的一些重要实验[J].涂装与电镀, 2010 (4): 27-28.
[ 编辑:杜娟娟 ]
Factors influencing adhesion of powder coating for truck box
// ZHANG Fu-jia, PI Qin, XING Wen-ping*, LUO Chuan,CHENG Jin
The application of powder coat spraying process for truck box was introduced.The effect of every individual procedure on the adhesion of final coating system was described according to the process flow.Some control points and treatment measures were given.
truck box; powder coating; adhesion; compatibility
TQ630
B
1004 - 227X (2016) 06 - 0310 - 05
2015-06-07
2015-11-13
张富家(1986-),男,河南驻马店人,本科,初级工程师,涂装工艺工程师,主要研究方向为涂装工艺设计及工艺调试。
邢汶平,高级工程师,(E-mail) jacxingwp@126.com。
猜你喜欢
电镀与精饰(2022年10期)2022-10-14
电镀与精饰(2022年3期)2022-03-14
上海涂料(2021年5期)2022-01-15
上海涂料(2021年5期)2022-01-15
世界最新医学信息文摘(2021年12期)2021-06-09
山东冶金(2019年6期)2020-01-06
装备制造技术(2019年12期)2019-12-25
上海包装(2019年4期)2019-08-30
表面工程与再制造(2019年6期)2019-08-24
现代检验医学杂志(2016年1期)2016-11-12
