刨切参数对纵向刨切泡桐木材表面质量的影响1)
2016-08-18 07:56黄文豪滕雨常德龙胡伟华张云岭郭晓磊
东北林业大学学报 2016年2期
黄文豪 滕雨 常德龙 胡伟华 张云岭 郭晓磊
(国家林业局泡桐研究开发中心,郑州,450003) (南京林业大学) (国家林业局泡桐研究开发中心) (南京林业大学)
刨切参数对纵向刨切泡桐木材表面质量的影响1)
黄文豪滕雨常德龙胡伟华张云岭郭晓磊
(国家林业局泡桐研究开发中心,郑州,450003)(南京林业大学)(国家林业局泡桐研究开发中心)(南京林业大学)
以泡桐木材为研究对象,试验分析了进料速度、刨切深度2工艺参数对泡桐木材纵向刨切后表面质量的影响。结果表明:随进料速度增大,刨切木材表面粗糙度增大,表面质量降低;随刨切深度的增大,刨切木材表面粗糙度先减小后增大,即表面质量先有小幅提高后显著降低;相同刨切参数条件下,晚材刨切表面质量优于早材刨切表面质量。
泡桐木材;刨切;表面质量;刨切参数
WithPaulowniawood, we studied the effect of feed rate and cutting depth two parameters on surface quality inPaulownialumber by growth direction milling. With the increasing of feed rate, the cutting surface roughness was increased gradually and the quality changed into a bad situation. The cutting surface roughness ofPaulownialumber was decreased at the beginning, and then increased with the increase of cutting depth. The surface quality of the latewood was better than that of early wood with the same slicing cutting parameters.
泡桐木材作为一种具有纹理通直、色白具有丝绢光泽、尺寸稳定性好、强重比高、质轻而韧、耐湿隔潮、导热系数低、燃点高、耐腐蚀性好等优点的木材,常常被用作木制品用材[1-3]。我国拥有丰富的泡桐资源,人工种植,3 a即可成林,8 a即可成材。随着我国木材工业的快速发展和天然林资源的匮乏,人们对泡桐木材的开发利用也逐渐重视起来。
木材的切削加工,是高效的开发利用木材资源的重要手段,其中木材刨切是重要的木材切削加工方式之一[4]。木材的刨切表面质量是评价木材刨切加工的主要指标,进料速度和刨切深度是木材刨切加工中的2个重要刨切参数,直接影响着木材刨切的生产效率和刨切表面质量。由于泡桐木材质松软,切削时易出现起毛、崩茬、撕裂等问题[3],因此,分析研究进料速度和刨切深度,对于保证泡桐木材刨切表面质量具有重要的理论和实践意义。本文采用四面刨机床对泡桐木材进行刨切试验,在一定的刨刀转速条件下,分析研究不同进料速度和不同刨切深度对泡桐木材刨切表面质量的影响。
1 材料与方法
泡桐木(P.tomentosa)产地为河南郑州,木材经窑干处理,含水率为9%,气干密度为0.281 g/cm3。按照ASTM D1666—87制备刨切试样,规格(长×宽×厚)为910 mm×102 mm×20 mm。
刨切试验在威力四面刨上进行(见图1)。试验时仅采用下水平第一刀轴进行刨切试验。刨刀参数:刀齿4个,刀具前角25°、楔角50°、后角15°,刀齿材料为硬质合金。
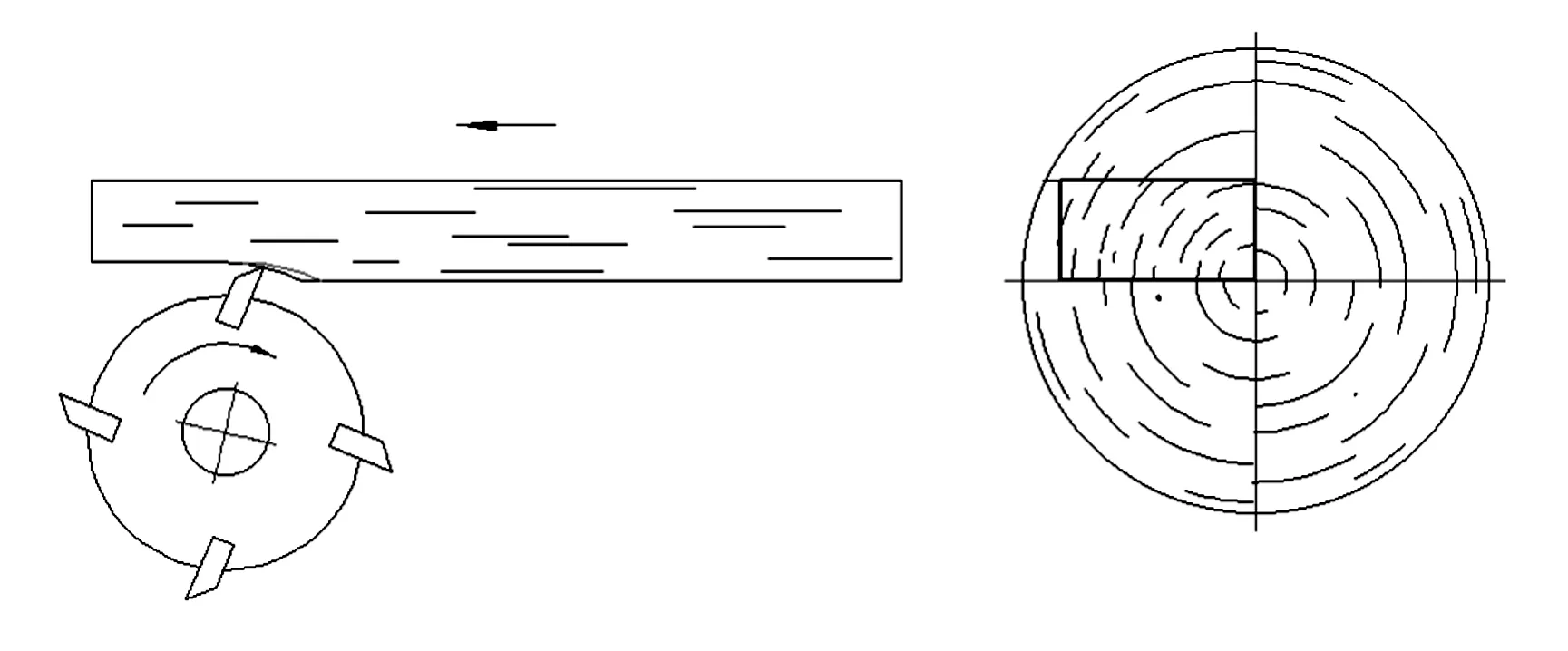
图1 刨切加工原理图
本研究对规格泡桐木材试件进行顺纹弦切面逆向刨切,分2组实验。第一组试验刨切参数:刨切厚度3.0 mm,刨刀转速5 000 r/min,改变进料速度5(实际为6)、10、15(实际为14)、20、25、30 m/min;第二组试验刨切参数:进料速度20 m/min,刨刀转速5 000 r/min,改变刨切深度1.0(实际为0.7)、3.0、7.0 mm。在每种刨切参数下,进行刨切试验5次,然后进行表面粗糙度测试5次,取平均值。
2 结果与分析
2.1进料速度对泡桐木材刨切表面质量的影响
由表1可见:进料速度由5 m/min增加到30 m/min,刨切表面粗糙度也随之增大。主要原因:刨切过程中的单个刀齿的工作角度,主要是由进料速度和刨刀转速决定,在刨刀转速一定的条件下,随着进料速度的增加,运动后角随之增大,工作后角也随之减小[4],致使后刀面与刨切表面摩擦增大,导致纤维束被撕裂,许多个体纤维或小束纤维松散于板材表面,并与板材保持一定角度产生起毛现象[5],增加了表面粗糙度,降低了表面质量。因此,在满足一定的泡桐木材刨切表面质量前提下,可以尽量提高进料速度,提高生产效率。
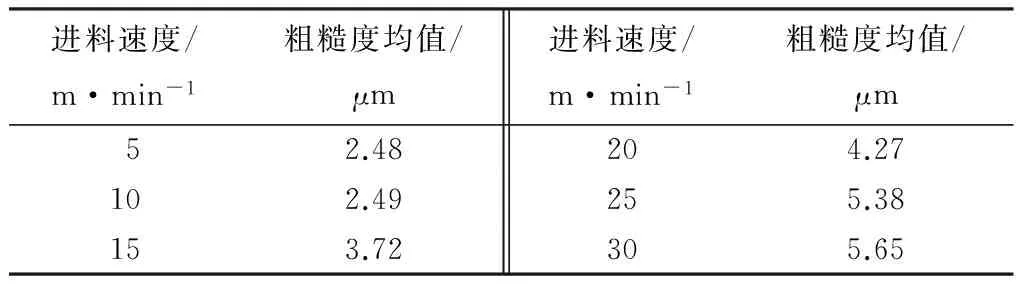
表1 进料速度对泡桐木材刨切表面粗糙度的影响
注:刨刀转速5 000 r/min,刨切深度3 mm。
图2为进料速度20 m/min、切削厚度3.0 mm条
件下,刨切加工后早晚材表面质量体式显微镜下照片,照片放大倍数为14倍。矩形框中为泡桐木晚材部分,红色圆圈内即为早材部位出现的明显挖坑。由图2可见:相对于早材部位的刨切表面质量,晚材部位较好。主要是因为早材部位的密度低于晚材部位的密度,造成早材的横向抗拉强度低于晚材,容易产生劈裂,所以出现早材刨切过程的挖切现象。
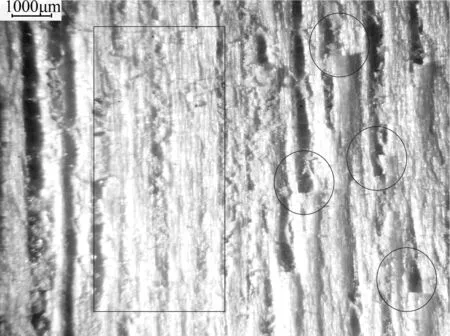
图2 刨切加工后泡桐木材早晚材表面质量差异
由图3可见:其它条件不变的情况下,在低进料速度时,早材部位的泡桐木材纤维略有撮起,晚材部位没有明显的纤维撕裂现象,说明晚材的刨切表面质量好于早材部位的刨切表面质量。
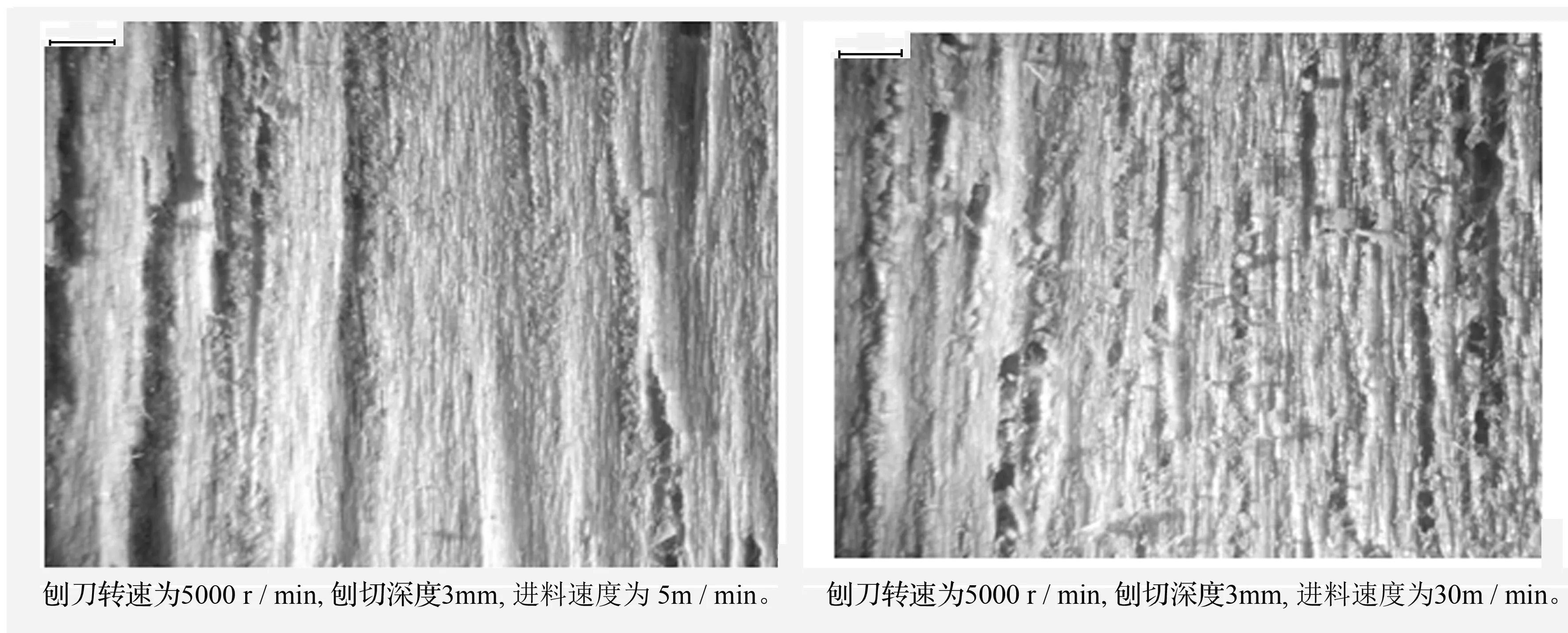
图3 不同进料速度对泡桐木材刨切表面质量的影响
在高进料速度条件下,早材和晚材部位均有明显的起毛、挖切或凹坑等缺陷出现。产生挖切现象的主要原因:在刨刀的主运动速度没有变化的条件下,随着进料速度的增加,单个刀齿的运动后角随之增大,工作前角也随之增大,较大的工作前角易形成纵向刨切时的挖切现象;同时,随着进料速度的增大,刨切间距逐渐增大,从而导致刀具对试件刨切不均匀,进一步加剧了刨切表面质量下降[6]。
2.2刨切深度对泡桐木材刨切表面质量的影响
由表2可见:在其它条件不变的条件下,刨切深度由1 mm增加到7 mm,刨切表面粗糙度先有所下降后显著增大。其粗糙度先降低的原因是,在刨切深度过小时(1 mm),刨切加工趋向于磨削加工,增大了表面粗糙度,随着切削厚度的增大,提高了表面质量。随着刨切深度的进一步增大,表面质量大幅下降的主要原因是,在刨刀转速和进料速度不变的条件下,随着刨切深度的增加,单个刀齿的平均刨切厚度随之增大[7],易造成刨切表面产生起毛现象,增加了表面粗糙度,降低了表面质量,同时随着刨切深度的增加,后刀面对工件已加工表面的作用力增大,进一步破坏已加工表面刨切质量[3]。说明,在其它条件不变的条件下,随着刨切深度的增加,刨刀单个刀齿的平均刨切厚度增大,降低了刨切表面质量。因此,为了提高泡桐木材刨切表面质量,应该适当降低刨切余量,即降低刨切深度。
由图4可见:刨切深度为3 mm时,刨切表面无明显挖切凹坑;而刨切深度为7 mm时,已加工表面出现了明显的起毛和挖切。
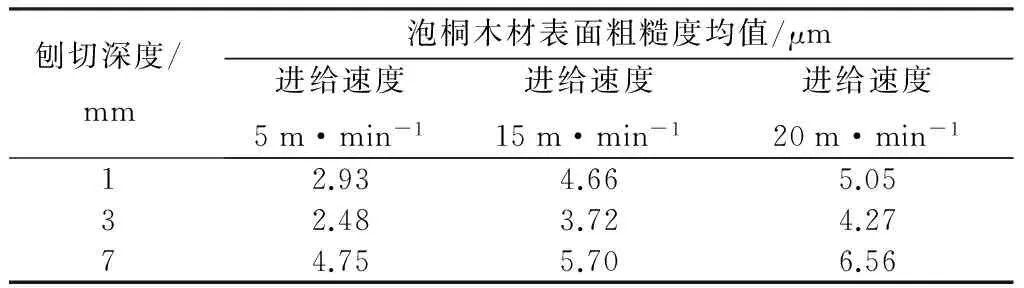
表2 刨切深度对泡桐木材刨切表面粗糙度的影响
注:刨刀转速5 000 r/min。
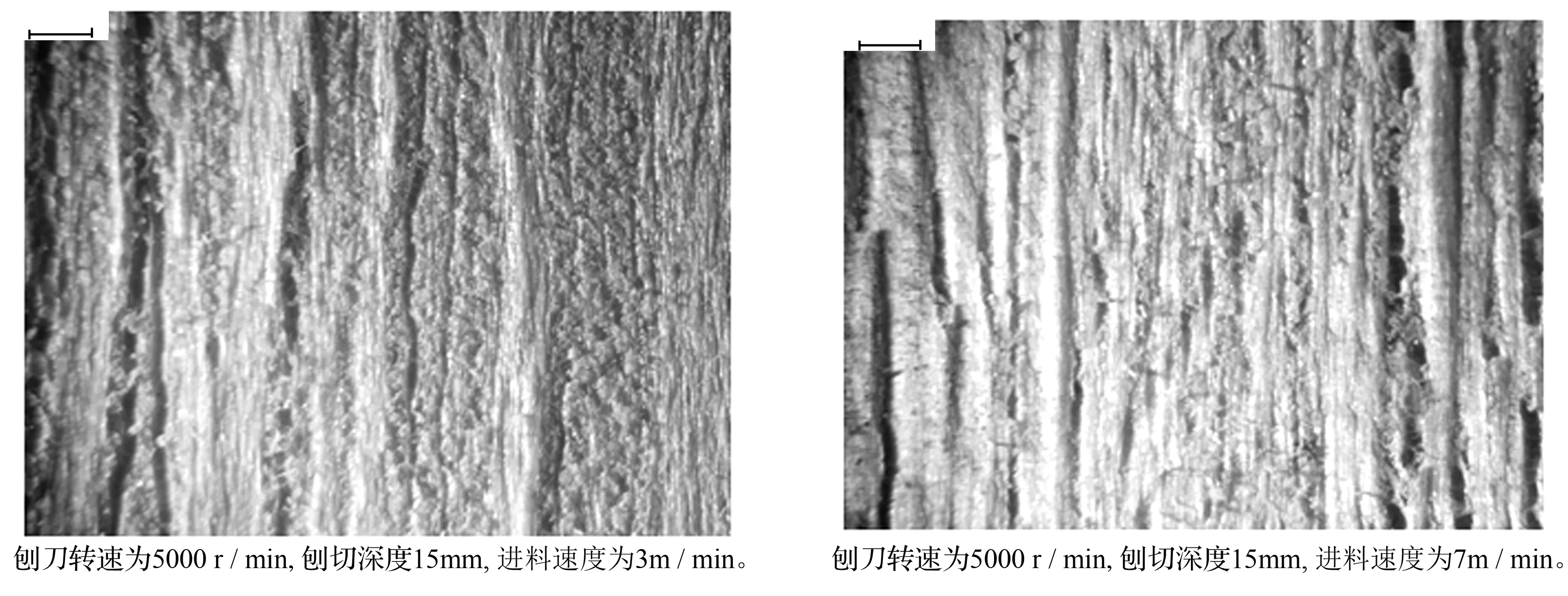
图4 不同刨切深度对泡桐木材刨切表面质量的影响
3 结论
随着进料速度的增加,泡桐木材刨切表面粗糙度增加,早、晚材部位也是随着进料速度增大,逐渐出现泡桐木材纤维起毛、撕裂,甚至出现挖切、凹坑,表面质量降低。
随着刨切深度的增大,泡桐木材刨切表面粗糙度增大,早、晚材部位也是随着刨切深度增大,逐渐出现泡桐木材纤维起毛、撕裂,表面质量降低。
相同刨切参数条件下,泡桐木材晚材刨切表面质量优于早材刨切表面质量。
[1]常德龙,黄文豪,张云岭,等.4种泡桐木材材色的差异性[J].东北林业大学学报,2013,41(8):102-104,112.
[2]方海,刘伟庆,陆伟东,等.泡桐木夹层结构材料的力学性能[J].南京工业大学学报(自然科学版),2011,33(5):7-12.
[3]常德龙,张云岭,胡伟华,等.不同种类泡桐的基本材性[J].东北林业大学学报,2014,42(8):79-81.
[4]曹平祥,郭晓磊.木材切削原理与刀具[M].北京:中国林业出版社,2010:9-11.
[5]谢雪霞.我国12种人工林木材机械加工性能研究[D].北京:中国林业科学研究院,2014.
[6]谢雪霞,刘波,孙华林,等.三种非常用树种人工林木材的机械加工性能评价[J].木材工业,2014,28(4):28-31.
[7]曹平祥,郭晓磊.木材切削原理与刀具[M].北京:中国林业出版社,2010:52-54.
Effect ofPaulowniaLumber Milling Parameters on Cutting Surface Quality//
Huang Wenhao
(China Paulownia Research Center, Zhengzhou 450003, P. R. China); Teng Yu(Nanjing Forestry University); Chang Delong, Hu Weihua, Zhang Yunling(China Paulownia Research Center); Guo Xiaolei(Nanjing Forestry University)//Journal of Northeast Forestry University,2016,44(2):86-88.
Paulownialumber; Slicing; Surface quality;Slicing parameter
黄文豪,男,1963年1月生,国家林业局泡桐研究开发中心,副研究员。E-mail:wh1huang@163.com。
常德龙,国家林业局泡桐研究开发中心,研究员。E-mail:chdelong@126.com。
2015年7月27日。
S784
1)林业公益性行业科研专项(201204705)。
责任编辑:张玉。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
科学家(2022年3期)2022-04-11
山东冶金(2019年6期)2020-01-06
陶瓷学报(2019年6期)2019-10-27
中国特种设备安全(2019年7期)2019-09-10
制造技术与机床(2017年6期)2018-01-19
现代园艺(2017年13期)2018-01-19
中国塑料(2016年8期)2016-06-27
橡塑技术与装备(2016年14期)2016-02-24
安徽林业科技(2015年6期)2015-09-25