ESP薄板坯连铸机断面温差控制原理与实践
2016-08-22 09:42日照钢铁控股集团有限公司山东日照276806
山东工业技术 2016年16期
王 诗(日照钢铁控股集团有限公司,山东 日照 276806)
ESP薄板坯连铸机断面温差控制原理与实践
王 诗
(日照钢铁控股集团有限公司,山东 日照 276806)
本文主要介绍ESP薄板坯连铸机断面温差产生的原理以及所采取的控制措施和控制效果。
ESP;薄板坯铸机;断面温差
DOI:10.16640/j.cnki.37-1222/t.2016.16.206
1 引言
ESP(无头带钢轧制)工艺中连铸机与轧机硬性连接,铸坯出扇形段后直接进入三机架大压下轧机。与传统轧机相比,无感应加热炉进行升温和均匀铸坯表面温度,因此铸坯出扇形段后的断面温差(铸坯横向表面温度分布)对带钢板形及氧化铁皮影响较大。ESP连铸机断面温差控制在40℃以内,可满足ESP轧机要求。
2 断面温差产生的原理
初生坯壳在结晶器内经一次冷却形成一定厚度后离开结晶器进入二次冷却区域。从结晶器足辊至SEG11,铸坯的冷却主要是通过规则排布的喷嘴水冷实现。ESP连铸机二冷分区如表1所示。

表1 ESP连铸机二冷分区及冷却类型
其中Ⅰ~Ⅵ区,即足辊、零段、弧形段为高压水冷却;Ⅶ~Ⅸ区,即矫直段与水平段为气雾冷却。同时,为有效控制断面温差及铸坯角部温度,零段(Ⅱ&Ⅲ区)水平方向又分为3个回路,分别为C、M1、M2;弧形段、矫直段及水平段分为C及M两个回路。
二次冷却主要原则为实现铸坯的均匀冷却,影响二次冷却均匀性的主要因素为喷嘴的安装高度、间距、喷射角度及喷嘴特性。实践发现,零段对断面温差影响最大。
通常情况下,喷嘴喷出的扇面方向上的水流密度中心最大,向两侧逐渐减小,而两喷枪间的重合区域水流密度叠加,可以提高该区域的水流密度,使铸坯横向上尽可能冷却均匀。同时沿浇注方向,两排喷枪交错布置,使水流密度高、低区域交替出现,以保证铸坯冷却均匀。
事实上,相邻喷嘴喷淋区域交叉布置虽有利于水流密度的均匀分布,但如两水头对冲,会交区域水流密度下降,反而不利于水流密度的均匀分布。
另外,二冷区域的传热量是喷嘴传热系数和铸坯表面温度与喷淋水温度的函数,如式(1)所示。

其中,hw是传热系数,W/(m2·℃);
Ts是铸坯表面温度,℃;
Tw是冷却水水温,℃。
根据经验公式得hw,如式(2)所示。

其中,a、b和c是系数,取决于喷嘴特性;W是水流密度,L/(m2·s)。
可见,在喷嘴固定,水流量相同的情况下,二冷水温度和钢水温度都会影响二冷区域的传热量,从而影响断面温差。二冷水温度低或钢水温度低均会使断面温差增大。
若扇形段内弧有积水流到铸坯上,必然会在铸坯上产生黑线,尤其ESP连铸机零段采用高压水冷却,水流量大,若不能将积水导出,将在铸坯表面产生黑线,影响断面温差。
3 断面温差控制措施
3.1采用二代喷嘴,并使喷嘴倾斜安装
二代喷嘴可有效降低喷淋水压力并雾化冷却水,使喷嘴的冷却效率提高,达到同样冷却效果时喷水量降低,从而有效减少不可控冷却水(未蒸发冷却水),提高铸坯冷却的均匀性。同时安装喷嘴时,喷嘴在垂直于浇注方向上有一定的倾斜角度,防止相邻喷嘴水流对冲,真正实现水流密度叠加的效果(图1)。
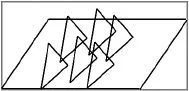
图1 二代喷嘴安装侧视图
3.2优化二级配水模型,采用二冷水温度补偿及钢水温度修正
针对基础水表,优化不同拉速下的水量设定,优化中间水与边部水的比例系数,同时根据二冷水温度及钢水温度修正各区水量设定,达到稳定断面温差的目的。
3.3优化零段导水板及导水槽,减少积水流至铸坯表面
改进零段导水板及导水槽,现场模拟试验看出,改进后可避免零段积水流至铸坯表面。同时在生产1250mm小断面时,在SEG1两侧加装防水胶皮,杜绝积水从窄面流至铸坯表面。
3.4内弧喷嘴型号修改

图2 SEG1两侧防水胶皮

图3 1527mm断面铸坯典型断面温差分布

图4 1275mm断面铸坯典型断面温差分布
针对铸坯表面的亮线及黑线位置,有针对性的改进喷枪型号,以期改善断面温度分布。同时在水平段内弧增加附加喷嘴针对性的冷却铸坯亮带。
4 断面温差改善效果
采取上述措施后,无论是生产1527mm还是1275mm断面,铸坯断面温差均能控制在35℃以内,满足ESP铸机对断面温差的要求。
5 结论
ESP薄板坯连铸机与轧机硬性连接,对铸坯断面温差要求苛刻。断面温差主要是由喷嘴布置本身的局限性以及二冷水温度、钢水温度等工艺参数波动造成。通过采取升级喷嘴型号、优化配水、优化零段导水板导水槽以及修改部分内弧喷嘴型号等措施,可使断面温差控制在35℃以内,满足ESP轧机对断面温差的要求。
[1]张家芸主编.冶金物理化学[S].
[2]Siemens-VAI技术谈判Annex No.2[Z].
猜你喜欢
铝加工(2022年3期)2022-11-24
中国科技纵横(2022年1期)2022-11-16
数字技术与应用(2021年10期)2021-11-19
新疆钢铁(2021年1期)2021-10-14
商品与质量(2021年17期)2021-04-23
科学与财富(2018年14期)2018-06-11
中国新技术新产品(2017年13期)2017-07-12
当代工人(2016年11期)2016-07-19
科技与创新(2016年7期)2016-04-20
科技与创新(2015年19期)2015-10-14