欧标耐低温热轧H型钢质量改善研究
2016-08-25 08:19孙晓庆陈豪卫刘春伟
河南冶金 2016年3期
王 刚 孙晓庆 陈豪卫 刘春伟
( 山东钢铁股份有限公司莱芜分公司)
欧标耐低温热轧H型钢质量改善研究
王刚孙晓庆陈豪卫刘春伟
( 山东钢铁股份有限公司莱芜分公司)
山钢股份莱芜分公司采用V-N微合金工艺开发了欧标耐低温热轧H型钢,但产品冲击性能不合、翼缘内侧裂纹。为此,对原工艺进行优化,采用V-Ti微合金化工艺替代V-N微合金化工艺后,利用Ti的细化晶粒作用,冲击性能明显提升,最高达到115 J。产品单批次生产过程中在腹板出现裂纹,经分析产生的原因是钢中N含量较高,与V、Ti等合金元素形成氮化物在晶界析出导致了异型坯裂纹的发生,采用V-Fe合金代替部分V-N合金后,消除了腹板裂纹的产生。
热轧H型钢冲击韧性V-Ti微合金化裂纹
0 前言
H型钢作为一种经济断面型材,广泛应用于建筑、桥梁等领域,其中采用欧洲标准的S355系列热轧H型钢在中国及东南亚市场的需求不断增长。出于安全的考虑,诸如桥梁等重要工程对热轧H型钢的强度和低温冲击韧性有着较高的要求。通过优化成分设计、冶炼过程控制成功开发了欧标耐低温热轧H型钢,并成功解决了冲击性能不稳定、翼缘边裂等质量问题。
1 产品技术要求及化学成分设计
1.1化学成分要求
欧标耐低温热轧H型钢的化学成分要求见表1。

表1 化学成分
1.2力学性能
力学性能应满足EN10025-2:2004标准要求,具体见表2。

表2 力学性能
注:产品翼缘厚度小于40 mm且大于16 mm。
1.3化学成分设计
产品的成分设计应符合EN10025-2:2004标准要求,在满足力学性能要求的前提下,尽可能的降低生产成本。根据产品强度和低温冲击韧性要求,同时兼顾材料的焊接性能[1-2],采用了低碳、低锰、V-N微合金化的工艺进行生产,降低钢中P、S等有害元素含量,提高产品综合性能。
2 产品开发过程
2.1工艺流程
产品生产工艺流程为:铁水预处理→转炉冶炼→LF精炼→近终型异型坯连铸→加热→高压水除磷→BD开坯轧制→TM精轧→精整→检验→入库。
2.2生产过程控制
2.2.1转炉冶炼
采用120 t顶底复吹转炉冶炼,入转炉铁水温度1240 ℃~1270 ℃,铁水硫控制在0.020%以下。采用高拉碳一次补吹法控制终点碳含量,终渣碱度控制在3.0~3.5。出钢前在钢包表面加入合成渣6 kg/t钢~8 kg/t钢,采用硅钙钡进行脱氧,添加硅锰、中碳锰铁、钒氮合金进行合金化。
2.2.2LF精炼
钢水精炼全程底吹氩气搅拌,根据炉渣的粘度、颜色及泡沫化程度,用碳化硅、钡系合金和电石等调整炉渣,出站前顶渣应达到白渣或黄白渣,出站前采用小压力吹氩搅拌,促进夹杂物上浮,提高了钢水洁净度。
2.2.3连铸
钢水浇铸采用全程保护浇注,防止钢水二次氧化,中间包过热度控制在20 ℃~30 ℃,结晶器冷却、二次冷却采用弱冷方式,拉速控制在0.85 m/min~1.0 m/min。
2.2.4轧制
加热炉均热段温度控制在1240 ℃~1280 ℃,高压水除鳞压力不低于18 MPa,全过程开启机架间冷却水,粗轧5道次,精轧5道次,终轧温度控制在850 ℃~900 ℃。
3 生产过程中出现的问题
在对轧材进行取样性能检验结果的分析中发现,材料的屈服强度较高,最高达420 MPa,超出标准要求75 MPa,但-20 ℃V型纵向冲击功出现批量不合,取样位置如图1所示,检验数值见表3。

图1 力学性能试验取样位置

批号屈服强度Rel/MPa抗拉强度Rm/MPa伸长率A/%AKv/J-20℃,纵向1#42056426.51961322#41754828.02145373#41355227.5155343
在前期生产中,发现型钢翼缘内侧1/3~1/4处出现裂纹,裂纹纵向分布,末端最深处距表面2.5 mm,裂纹形貌如图2所示。
4 问题分析与改善
4.1冲击性能不合
针对冲击性能批量不合,对冶炼和轧制工艺进行优化后,仍无法得到有效改善,对化学成分进行优化设计,采用V-Ti微合金化工艺,由于钛在钢中的固溶度非常低,含量在0.01%~0.02%时可满足各方面的要求,可以在钢中形成足够体积分数的TiN来有效阻止晶粒粗化,有效细化铁素体晶粒,比较高的钛含量将导致粗大的液态析出TiN的出现而不能起到阻止晶粒长大的作用[3-6]。增加Ti元素后,冶炼过程中成分控制见表4。
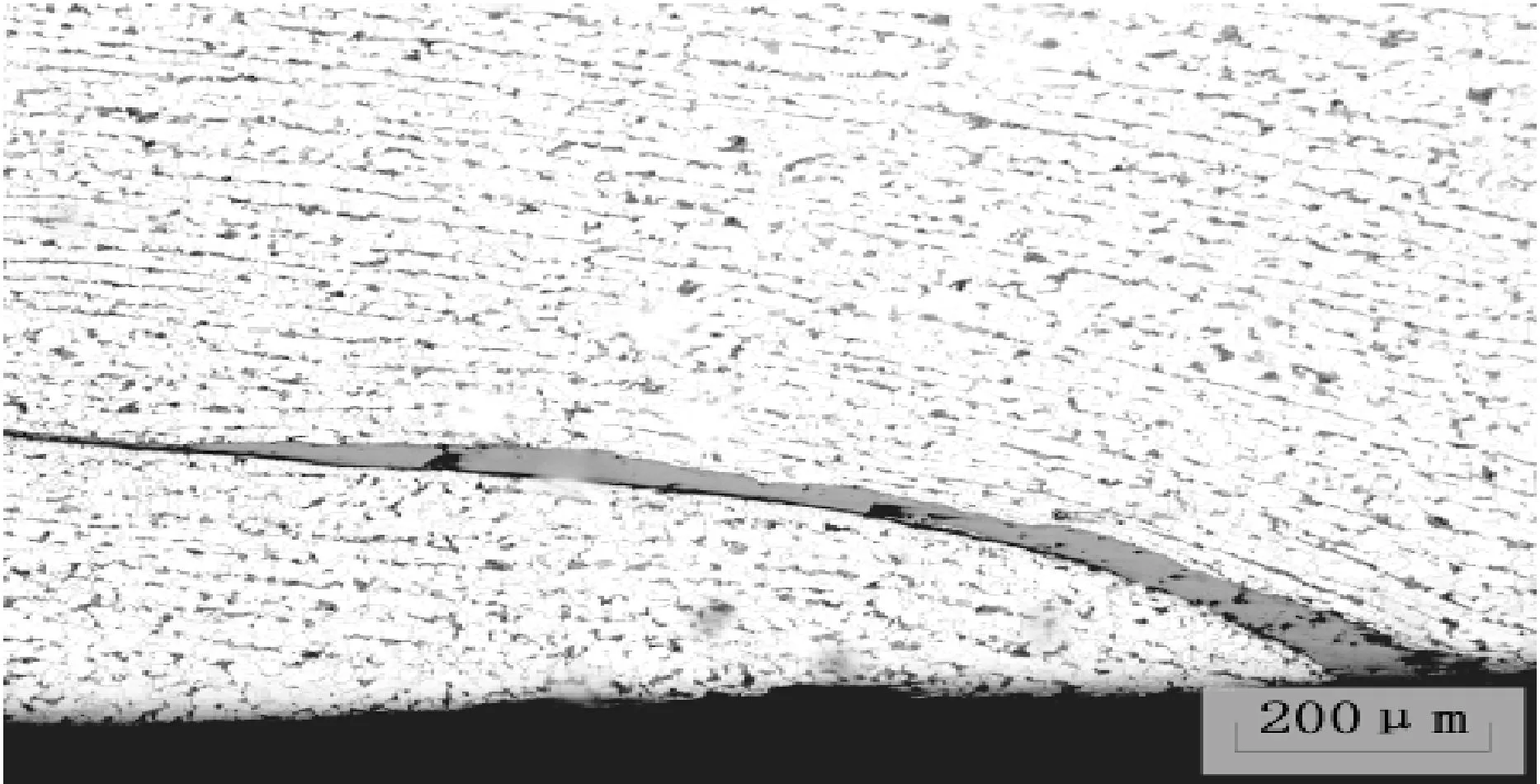
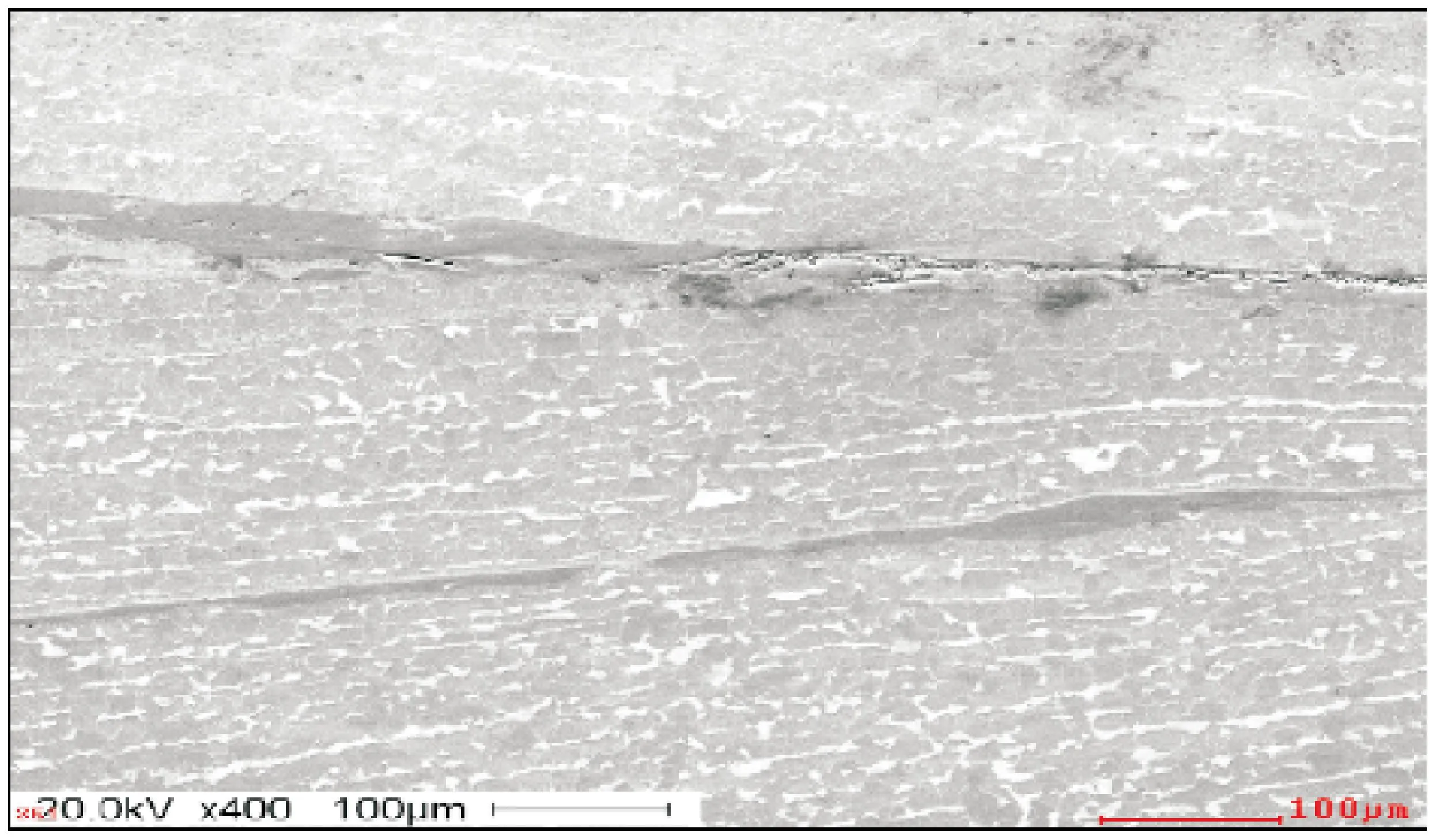
(a) 裂纹金相显微形貌 (b) 裂纹SEM扫描形貌

表4 化学成分
对采用V-Ti微合金化工艺的轧材进行力学性能检验,检验结果见表5。发现冲击改善明显,最高值达到了115 J,而屈服强度平均下降33 MPa,但仍能满足标准要求,屈服强度下降的原因是钢中Ti与N的结合力要强于V,Ti的添加降低了V-N强化作用,Ti虽然具有细化晶粒的作用,但是细化晶粒对强度的作用小于V-N强化作用,从而导致屈服强度的降低。

表5 力学性能
对两种工艺试验钢的金相组织进行对比(如图3所示),采用V-N微合金化工艺的试验钢的晶粒比较粗大,带状组织明显,而采用V-Ti微合金化工艺试验钢晶粒比较细,带状组织不明显,铁素体含量较高,金相组织对比与性能检验结果相吻合。

(a) V-N微合金化

(b) V-Ti微合金化
4.2翼缘内侧裂纹
H型钢翼缘内侧裂纹是偶然性出现的,并非多批次批量产生,通过分析发现,H型钢的翼缘内侧裂纹是由异型坯翼缘内侧的裂纹引起,将铸坯整个断面锯切分4个腿进行酸洗,对铸坯做低倍分析,在内侧弧表面至内部1/4~1/3处发现有内部裂纹。铸坯裂纹形貌如图4所示,裂纹延伸深度较大,且裂纹分布范围大,在轧制过程中难以焊合,造成H型钢翼缘内侧产生裂纹。
由于单批次产品的裂纹形成并非工艺的变动引起,对轧材进行气体含量分析发现,轧材N含量分别为126 ppm、118 ppm、128 ppm,平均124 ppm。在排除炼钢过程中因工序操作产生大幅增N的可能性后,对炼钢中唯一的增N原料V-N合金进行检验,发现该批次V-N合金中N含量较高,并且不同批次V-N合金中N含量波动较大。钢中A1、V和Ti等合金元素与N极易形成氮化物[7-12],氮化物在晶界的析出降低了钢的热塑性,加剧了铸坯裂纹敏感性;在晶界的析出物颗粒尺寸越小,析出物体积百分比越高对钢种的热塑性恶化越严重,钢水N含量在80 ppm时,N会和A1、V等合金元素生成AIN、V(C,N),在凝固时沿晶界析出,降低奥氏体晶粒的热延性。氮是对铸坯裂纹敏感性的影响较大的因素之一,最大限度地减少氮含量可以减少铸坯裂纹的发生。

(a) 表面至腿厚1/3处内部裂纹

(b) 表面至腿厚1/4处内部裂纹
图4铸坯裂纹形貌
针对V-N合金中氮含量波动的问题,在保证产品强度满足要求的前提下,为有效降低钢中N含量,采用V-Fe合金代替40%V-N合金后,钢中N含量控制在80 ppm以下,消除了H型钢翼缘内侧裂纹。
5 结论
(1)针对欧标耐低温热轧H型钢低温冲击不合的问题,采用V-Ti微合金工艺替代V-N微合金工艺后,细化了晶粒,带状组织得到改善,在满足标准要求的强度前提,改善了产品低温冲击韧性。
(2)欧标耐低温热轧H型钢单批次出现裂纹的原因为原料中N含量超标导致铸坯翼缘内侧内部裂纹,与生产工艺无关。
(3)采用V-Fe合金代替40%V-N合金后,将钢中N含量控制在80ppm以下,有效消除了原料中N含量超标引起的H型钢翼缘内侧裂纹。
[1]郭秀辉,放金林,谷凤波,等.欧标S355J0热轧H型钢研制开发[J].河南冶金,2013,21(1):17-18.
[2]刘勇,吴红广.高层建筑用钢Q420GJCZ25的生产实践[J].河南冶金,2015,23(2):32-34.
[3]王明林,成同光,仇圣桃,等. 凝固过程中含钛析出物的析出行为[J]. 钢铁研究学报,2007,19(5):44.
[4]陈俊,吕梦阳,唐帅,等.V-Ti微合金钢的组织性能及相间析出行为[J].金属学报,2014,50(5):524-530.
[5]齐俊杰,黄运华,张跃.微合金化钢[M].北京:冶金工业出版社,2006:39.
[6]张学民,赵圣功.钛微合金化抗低温冲击H型钢Q345E的开发[J].山东冶金,2014,36(1):14-16.
[7]王步更,吴坚,杨应东,等. 异型坯表面横裂纹的控制技术[J]. 连铸,2014,1(3):29.
[8]梁启华,宋满堂,王海峰. 中碳结构钢表面纵裂纹产生原因分析与改善措施[J]. 连铸,2014,1(1):45.
[9]蔡开科. 连铸坯质量控制[M]. 北京:冶金工业出版社,2010:174.
[10]马范军,文光华,唐萍,等. 含铌、钒、钛微合金钢连铸坯角部横裂纹研究现状[J]. 材料导报,2010,24(3):89.
[11]蔡开科,程士富.连续铸钢原理与工艺[M].北京:冶金工业出版社,2005:263.
[12]吴薇.化学成分对连铸板坯横裂纹形成的影响[J]. 上海金属,2004,26(1):50.
STUDY ON QUALITY IMPROVEMENT OF EUROPEAN STANDARD LOW TEMPERATURE HOT-ROLLED H-BEAM
Wang GangSun XiaoqingChen HaoweiLiu Chunwei
(Laiwu Company, Shandong Iron and Steel Company Ltd. )
The European standard low temperature hot-rolled H-beam are developed by using V-N microalloyed technology in Laiwu Branch Company of Shandong Iron and Steel Co., Ltd. But the impact property are unqualified, and cracks are found on steel flange in the process of production. Therefore, the production processes is optimized, after using V-Ti microalloyed technology, the impact performance is improved significantly up to 115 J with the grain refining effect of Ti. The causes of the steel flange cracks are a high content of N elements in single batch steel. Nitrides formed by N and V, Ti elements are precipitated in the grain boundary which promoting the occurrence of the billet cross crack. The flange cracks are eliminated effectively with the V-Fe alloy instead of part V-N alloy.
hot-rolled H-beamimpact propertyV-Ti micro-alloyingcrack
联系人:王刚,工程师,山东.莱芜(271105),山东钢铁股份有限公司莱芜分公司技术中心;:2016—4—15
猜你喜欢
力学与实践(2021年4期)2021-08-30
无线互联科技(2020年1期)2020-03-23
山东冶金(2019年6期)2020-01-06
四川冶金(2019年5期)2019-12-23
江苏农业科学(2019年2期)2019-08-13
山东冶金(2019年1期)2019-03-30
哈尔滨工程大学学报(2017年3期)2017-04-08
中国科技信息(2016年17期)2016-10-11
电线电缆(2016年5期)2016-02-27
安徽冶金科技职业学院学报(2015年3期)2015-12-02