统计技术在焊丝钢ER70S-6质量评价中的应用
2016-08-31 07:09张丽峰河北钢铁集团有限公司宣化钢铁集团有限责任公司一钢轧厂
科学中国人 2016年15期
张丽峰河北钢铁集团有限公司宣化钢铁集团有限责任公司一钢轧厂
统计技术在焊丝钢ER70S-6质量评价中的应用
张丽峰
河北钢铁集团有限公司宣化钢铁集团有限责任公司一钢轧厂
摘要:本文通过使用直方图等统计技术对焊丝钢ER70S-6成分、尺寸等关键质量控制点进行评价和控制,从而提高产品质量。
关键词:直方图;质量评价;控制点
1 前言
宣钢一高线是2001年6月投产的国产全连续式高速无扭线材轧钢生产线,全线28架轧机,连铸坯尺寸为150×150×12000mm,轧速达85m/s。工艺流程如下:加热炉→高压水除磷→粗轧机→中轧机→预精轧→水冷段→精轧机→水冷段→夹送辊→吐丝机→斯太尔摩冷却线→集卷筒→PF线。一高线主要以生产软线为主,焊丝钢占65%,年产量25万吨。随着市场竞争日趋激烈,用户对质量的要求不断提高,为满足用户对产品通条性、均质化要求,对生产工序主要控制参数进行统计,以促进产品质量的持续提高。
2 影响焊丝钢质量的因素
影响焊丝钢ER70S-6的质量因素较多,炼钢工序主要有化学成分控制,轧钢工序主要有尺寸精度控制等。为了进一步提高产品的实物质量,从影响焊丝钢ER70S-6质量的关键环节入手,使用统计工具开展工序质量评价,主要内容有:对成品的实物质量进行评价;对生产工序的关键控制点进行评价;对工序质量满意度进行评价。通过实施质量评价,强化了工序控制点的管理,提高了过程控制的稳定性,减少了质量波动,有效的提高质量控制水平。
3 运用统计技术开展工序质量评价
3.1实物质量评价
产品实物质量评价就是定期对最终产品的关键工艺参数通过计算和分析波动范围、极差、均值、标准偏差和工序能力指数等,运用直方图评价工序质量的好坏,并作出定性管理评价。定期按照成分、尺寸进行产品实物质量评价,按要求分组、统计、作直方图,找出变化规律,根据产品实物质量进行评价,对过程控制能力不足的,及时制定改进方案,从而使工序能力得到提高。图1是轧制Φ 5.5mm规格焊丝钢ER70S-6盘条直径直方图;图2是轧材主要化学成分C直方图。

图1 Φ5.5mm规格ER70S-6
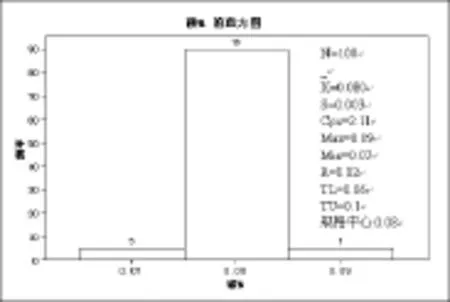
图2 主要化学成分C直方图
盘条直径直方图
产品实物质量评价主要从工序能力调查入手,从测量的数据中计算出过程能力指数,判断过程是否处于稳定状态,对于工序能力控制不足的要进行有效的整改。从直方图的图形看,成品尺寸偏差不大,而且成品偏中限的较多,呈正态分布,与标准对比尺寸偏差在5.2mm-5.8mm之间,因此成品尺寸符合标准。焊丝钢ER70S-6化学成分中碳要求控制范围非常窄,内控成分只有0.06-0.09,因此碳含量控制稳定性成为衡量焊丝钢质量的关键控制点,经过统计分析计算得出:
Cpk(技术标准)=(Tu-X)/3/S=(5.80-5.51)/3/0.059=1.64
由此可知,Cpk>1.33过程能力控制比较稳定,该工序能力充分,应继续保持。
3.2工序控制点进行质量评价
为了调查生产或工序控制过程是否处于稳定状态,发现并及时消除生产或工序控制过程中的失控情况,对重点过程控制点进行实时监控,并掌握运行状态,对异常情况能起到预警预报,从而有效地改进。工序自我评价主要是化学成分,并计算过程能力指数,对其运行状态进行判异或判稳。
首先,根据关键质量控制点的控制要素每月进行数据分析,并计算每组的均值、极差值和总的均值、极差的平均值。然后绘制控制图,并根据控制图原理的判稳和判异准则分析判定,对于异常或失控过程应立即追查原因并采取措施防止再现。表1为生产Φ 5.5mm规格焊丝钢ER70S-6盘条时化学成分控制情况。

表1 Φ5.5mm规格ER70S-6化学成分表
由表1及图2可知,化学成分C的X=0.08,S=0.003,Cpk=2.11,Max=0.09,Min=0.07,R=0.02,TL=0.06,TU=0.10,成分均值:0.08。化学成分Si的X=0.869,S=0.02,Cpk=1.14,Max=0.92,Min=0.82,R= 0.10,TL=0.80,TU=0.95,成分均值:0.87。化学成分Mn的X=1.470,S=0.02,Cpk=1.14,Max=1.52,Min=1.42,R=0.10,TL=1.40,TU=1.55,成分均值:1.47。直方图呈正态分布,计算结果表明化学成分过程能力充分。
3.3开展工序满意度评价
为及时掌握下道工序对本工序的质量评价,进行工序控制满意度信息反馈。对上道工序提供的原材料,过程产品的质量状况,原始记录的记载情况等进行综合评定。其评价主要依据工序产品的标准,对提供工序的质量超出标准的部分进行分析,通过评价真正反应出产品质量存在的问题,便于上、下工序进行协调配合,及时改进,最终达到提高工序工作质量的目的,使产品质量得到有效保证,预防和控制不良产品的产生和流转,最大限度地降低因质量问题造成的经济损失,为企业带来了经济效益。
4 结束语
通过统计技术和统计工具对生产各环节主要数据进行质量评价,及时掌握了各工序主要控制点的控制参数及波动情况,对异常波动情况采取早预防、早发现、早整改等措施,为避免不合格产品带来的经济损失提供了可靠的数据保证。
猜你喜欢
全球定位系统(2022年1期)2022-04-14
科技信息·学术版(2022年3期)2022-02-21
全球定位系统(2021年1期)2021-03-26
思维与智慧·下半月(2021年3期)2021-03-25
影像视觉(2018年12期)2018-11-29
中学生数理化·高一版(2017年2期)2017-04-25
初中生世界·八年级(2017年3期)2017-03-24
软件导刊(2016年9期)2016-11-07
商业会计(2016年15期)2016-10-21
职业(2016年10期)2016-10-20