经济型GSK数控车床常见三类故障诊断维修
2016-09-07 18:46卢嘉兴
课程教育研究·学法教法研究 2016年18期
卢嘉兴
【摘 要】 数控技术在现代加工中广泛应用。数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,他对国计民生的一些重要行业(如IT、汽车、轻工、医疗等)的发展起着越来越重要的作用。但在长期使用中,由于设备老化,大量的数控机床需要进行维修改造。作者结合工作经验,将GSK数控车床在使用中经常出现的一些故障处理维修方法供大家一起探讨和研究。
【关键词】 数控;GSK;车床;维修
【中图分类号】G64.23 【文献标识码】A 【文章编号】2095-3089(2016)18-00-02
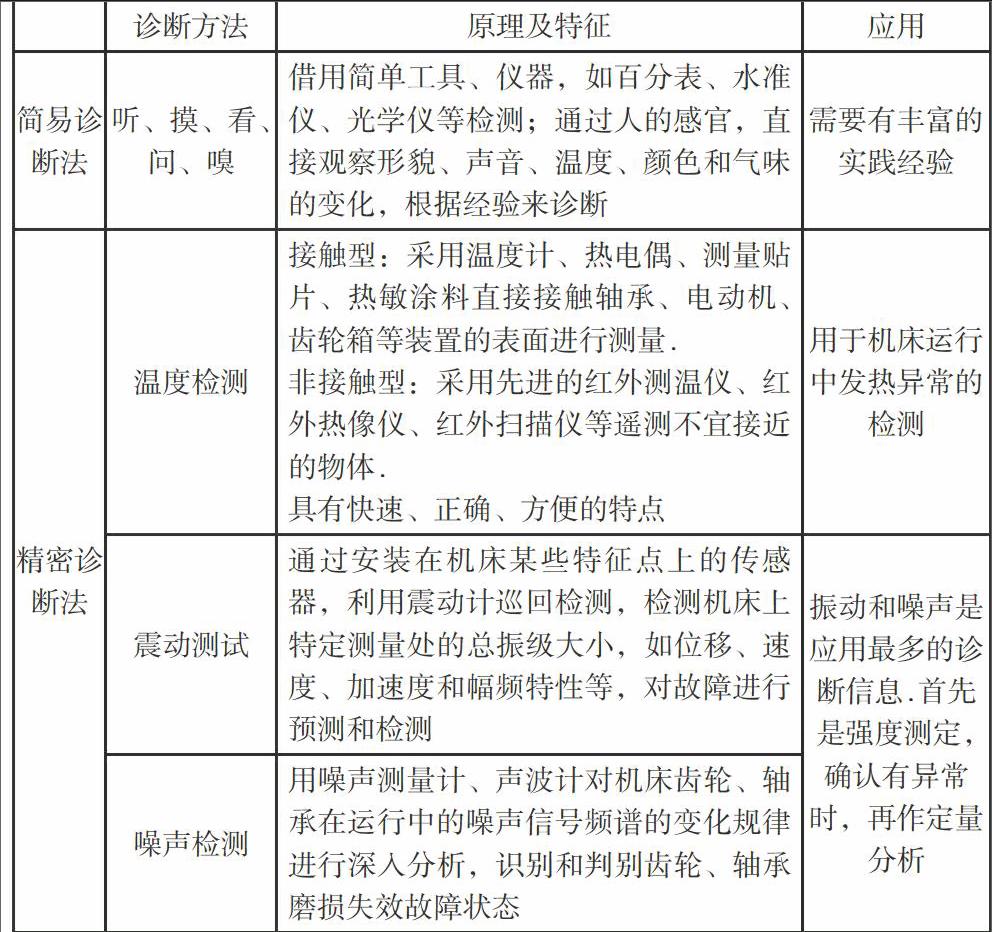
数控机床是集机、电、仪于一体,综合了计算机技术、自动化技术、伺服驱动、精密测量和精密机械等各个领域的新技术成果。随着数控车床用量的增加和设备的老化,培养一大批能够熟练掌握现代数控机床维修的应用型人才的日益迫切。数控机床常见故障大体分为外部硬件故障和内部电路故障。一般都是由于检测开关、液压系统、气动系统、电气执行元件、机械装置出现问题引起的。这类故障有些可以通过报警信息查找故障原因。对一般的数控系统来讲都有故障诊断功能或信息报警,维修人员可利用这些信息手段缩小诊断范围。数控机床机械故障诊断方法归纳如下表:
了解了数控诊断方法后,我们以广州数控GSK为例,讨论GSK常见维修案例,以便读者能理清维修思路。
一、常见磨损故障
实例:GSK数控卧式车床主轴变速箱噪声过大,变速动作过程中有噪声。
1、故障分析诊断
(1)带轮动平衡差。
(2)主轴与电动机传动带张力过大。
(3)传动、变速齿轮啮合间隙不均匀,齿轮损坏。
(4)传动轴变形弯曲。
2、故障诊断
(1)拆卸传动带轮进行动平衡检测,按有关技术参数进行判定,本例大、小传动带轮均处于合格动平衡状态。
(2)按有关技术参数检测传动带的张紧力,本例传动带的张紧力在许可的范围内。
(3)检测传动齿轮和变速齿轮的啮合间隙级啮合宽度等,发现一个传动齿轮齿面磨损严重,有局部破损;有一组齿轮啮合间隙较小。
(4)检查传动轴几何精度,发现传动轴变形弯曲。
3、故障维修
根据故障诊断,主轴变速箱噪声由出来传啮合状态不良引起,同时伴有传动轴变形故障。由此采用以下维修作业:
(1)检查间隙较小的齿轮副,采用齿轮误差和公法线长度变动量等检查齿轮的等分精度和尺寸精度,并用常规的齿轮啮合间隙检测方法检测啮合状态的实际间隙。应用齿轮替换的方法进行试车,发现噪声明显降低。
(2)更换齿面磨损和局部破损的传动齿轮,试车发现噪声进一步降低,主轴运转正常。
(3)矫正微量变形的传动轴,对变形较大的传动轴予以更换。
(4)检查主轴变速箱的润滑系统,避免润滑不良引发不正常磨损。
(5)检查张紧装置的稳定性,调整传动带的张紧力,避免张紧力过大,引起噪声。
经济型数控车床的变速机构通常是齿轮有级变速和伺服电机无极变速相结合的变速形式,尤其是改进型的数控车床,由于长期加工某些零件,固定使用某几种的主轴转速,齿轮变速机构的拨叉、某些变速传动齿轮局部磨损是常见故障。由于齿轮的磨损,会进一步导致传动轴变形,因此检修中应注意进行关联部件的检查维修。
二、常见回参故障
实例:广数GSK系统数控车床,机床返回参考点的基本动作正常,但参考点位置随机性大,每次定位的坐标值都有微量变化。
1、故障原因分析
常见的故障原因可能是脉冲编码器的“零脉冲”不良,或滚珠丝杠与电动机之间连接部位有故障。
2、故障诊断
(1)检查伺服电动机、滚珠丝杠和导轨,各部分均处于完好状态。
(2)对返回参考点动作进行仔细观察,发现虽然参考点位置每次都不完全相同,但基本处于减速挡块放开之后的位置上。
(3)本例机床的伺服系统为半闭环系统。现在采用分割方法,脱开伺服电动机与丝杠间的联轴器,单独实验脉冲编码器。手动压下减速开关,进行返回参考点试验,经过多次试验,发现每次回参考点之后,伺服电动机总是停止在某一固定的位置上,这说明脉冲编码器的“零脉冲”没有问题。
(4)检查电动机与丝杠之间的联轴器,发现联轴器的弹性胀套存在间隙。据此推断,参考点坐标值的微量变化与此有关。
3、故障维修
更换弹性胀套,并进行安装调整,执行返回参考点指令,参考点位置微量变化的故障被排除。
数控车床传动系统在诊断和分析中,应逐级进行检查和分析,本例检查分析中发现弹性胀套存在间隙,因而造成参考点坐标值的微量变化,此类故障的检查和分析需要熟悉机床传动系统的结构,并熟悉其工作原理和性能要求。
三、常见电路故障
实例:980TD系统数控车床配置广州数控GSK980TA/DA98A双速主轴电动机,四工位刀架。系统通电即出现急停报警,按超程开关可解除报警,松开后继续报警。
1、故障原因分析
(1)现场调查。操作者演示故障现象,980TD通电即报警,所有机床功能不能使用。
(2)查阅资料。查看、释读、分析机床电路图,X、Z轴限位与急停开关是串联在一起的。
(3)罗列成因。980TD系统急停报警常见原因有开关电器24V不正常、急停电路断路、急停开关断路、串接的开关等有故障、系统I/O板有故障等。
2、故障诊断
据理分析,本例按限位暂时解除开关可解除报警,而限位暂时解除开关与串接的X、Z轴限位开关有断路故障。经过测试检查,发现X轴形成开关进水断路,引起系统出现急停报警。
3、故障排除
更换限位开关后,故障排除。同时检查限位开关进水的具体原因,进行必要的防护措施,杜绝故障的重复发生。
数控车床的限位开关具有安全性和可靠性控制的特点,在本例电路中可直接控制24V电源。在经济型数控车床的使用中,由于多种原因(如冷却液的大量冲注、开关防护装置的损坏、自动控制行程的操作频繁等),会导致行程开关本身并没有出现故障。因此,本例提示维修人员,按故障现象进行电路图的查看、释读、分析,是准确诊断故障原因和故障部位的主要方法。
四、结束语
数控机床的修理,重要的是发现问题,通过排除法确定故障的原因,特别是数控机床的外部故障。有时诊断过程比较复杂,但一旦发现问题所在,解决起来比较简单。对外部故障诊断应遵从以下两条原则:首先要熟练掌握机床的工作原理和动作顺序;其次,要会利用PLC梯形图及NC系统的状态显示功能监测PLC的运行状态。一般只要遵从以上原则,小心谨慎,一般的数控故障都会及时排除。希望各位老师共同探讨并且提出宝贵意见,为我国数控发展做出更大的贡献!
参考文献:
[1]刘蔡保《数控机床故障诊断与维修》2012年8月
[2]胡家富《数控机床维修案例》2015年9月
猜你喜欢
山东冶金(2022年2期)2022-08-08
内燃机与配件(2022年2期)2022-01-17
装备制造技术(2020年12期)2020-05-22
电子制作(2017年20期)2017-04-26
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14