
SPHC热轧酸洗板横折印缺陷分析
2016-10-17 09:25供稿李大光吴刚胡洋LIDaguangWUGangHUYang
金属世界 2016年5期
供稿|李大光,吴刚,胡洋 / LI Da-guang, WU Gang, HU Yang
SPHC热轧酸洗板横折印缺陷分析
供稿|李大光,吴刚,胡洋 / LI Da-guang, WU Gang, HU Yang

内容导读
针对2.0~6.0 mm SPHC热轧酸洗板生产过程中产生的横折印缺陷,文章主要从板形、化学成分、卷取温度、力学性能等方面进行实验,详细分析了横折印缺陷产生的原因,制定了控制与预防的措施,为消除SPHC热轧酸洗板横折印缺陷提供了重要依据,也为其他企业解决类似的缺陷提供了一定的帮助。
热轧酸洗板一般是指要求具有热轧板力学性能、冷轧板表面质量的经过酸洗的热轧钢板,属于“以热代冷”理想产品[1]。生产过程中,在钢板的某些部位有时会出现沿钢板横向的条状折痕,严重时分布于整个板宽,当用手触摸时有明显凹凸感存在,这种缺陷称之为横折印。经矫直后,部分横折印可以消除,部分折痕变密,该缺陷一般容易出现在低碳钢产品中,碳含量越低,越容易出现横折印[2]。
本钢生产的SPHC[知识小贴士]热轧酸洗板横折印缺陷主要集中在厚度为2.0~6.0 mm的钢板上,本文从板形、化学成分、卷取温度、力学性能等几个方面,详细地分析了横折印缺陷的规律及原因,提出了相应的解决方案,获得了良好的效果。
缺陷机理
根据文献[2],板卷在开卷机开卷、矫直过程中属于连续的弹、塑性变形阶段。在该阶段,都将有屈服平台存在,即上、下屈服点。当连续的塑性变形超过某一临界值时,塑性弯曲会在某一区域集中进行,形成所谓的条状折痕密集区,这就是横折印产生的机理。即上下屈服点的应力差导致了横折印缺陷,屈服平台产生的主要原因是柯氏气团阻止了位错的运动,而柯氏气团是由于C、N扩散到位错周围形成的,SPHC热轧酸洗板原工艺参数见表1。
原因分析
根据SPHC热轧酸洗板横折印缺陷主要集中在厚度为2.0~6.0 mm钢板的特点,从板形、化学成分、卷取温度、力学性能等几个方面详细探讨了对横折印缺陷的影响规律。
钢板板形
选取厚度为2.0~6.0 mm的SPHC热轧酸洗板的钢板样品进行实验,见表2。可以看到,钢板板形对横折印缺陷的影响较大,在钢板平直度(特别是带钢头尾)不受控时,横折印缺陷发生的几率增大。并且当钢板平直度在0I(1 I=10-5mm)附近,可以有效地控制横折印缺陷。这里钢板平直度是指带钢沿宽度方向各点延伸率相异程度,或带钢横向应力分布的幅度,其表征单位为“I”。因此可以认为,在轧制过程中发生横折印缺陷的主要原因之一是由带钢(特别是头尾)的板形不良导致残余应力分布不均引起的[3]。
化学成分
横折印主要是由于材料屈服平台引起的。在钢的化学成分影响诸因素中,钢中气体氮能够影响柯氏气团数量,而酸溶铝能与氮结合,生成氮化铝,有效地控制钢水中气体氮含量,因此可以将钢中氮质量分数控制在40×10-6以下,酸溶铝质量分数控制在0.020%~0.060%之间,从而有效地防止横折印缺陷的产生。
另外,可以通过提高钢板的强度,降低横折印缺陷比例,也可以通过调整SPHC热轧酸洗板的化学成分来减少横折印缺陷的产生几率,见表3。可以看到,在同一加热制度、轧制工艺的前提下,SPHC热轧酸洗板的强度提高了20~40 MPa,横折印缺陷比例明显减少。

表1 SPHC热轧酸洗板工艺参数
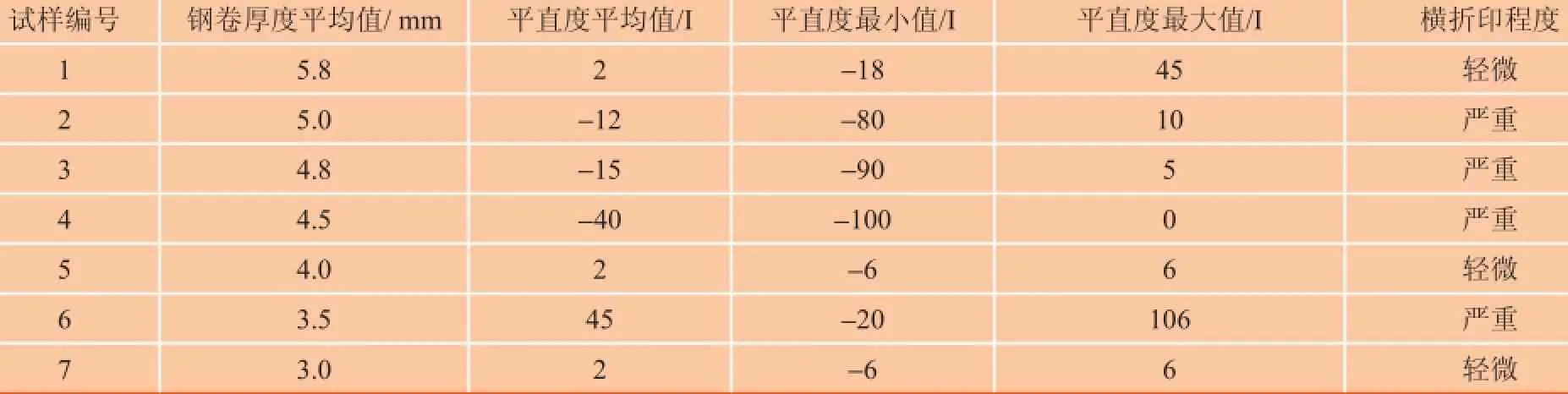
表2 板形对横折印缺陷的影响

表3 调整前后的SPHC热轧酸洗板的化学成分(质量分数)
轧制工艺
不同的轧制工艺对钢板性能、表面横折印有较大的影响,尤其是薄规格的产品。在成分微调的基础上,终轧温度控制到860℃,卷取温度分别按640、620、600和580℃设定进行实验,见表4。
分析表4可知,在相同的终轧温度下,卷取温度越低,上下屈服点的应力差越小,强度越高,出现横折印的几率越小。这是因为,随着卷取温度的降低,屈服平台的长度缩短,减少上下屈服点的应力差,可以显著地控制横折印缺陷的发生。

表4 相同终轧温度、不同卷取温度下横折印缺陷情况
措施及效果
为了降低SPHC热轧酸洗板出现横折印缺陷的比例,通过优化化学成分、优化轧制工艺、降低卷板来料温度、采用等比列凸度轧制控制板形以及平整等措施来消除横折印缺陷。生产实践表明,各项措施效果良好,钢板形貌对比见图1,基本解决了SPHC热轧酸洗板出现的横折印缺陷问题。
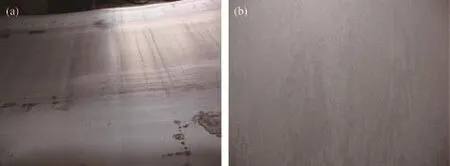
图1 (a)改进前和(b)改进后的钢板形貌
优化化学成分
对SPHC热轧酸洗板的化学成分进行了优化,见表3,适当提高钢板的碳、锰含量,合理调整N、Als含量,使得SPHC热轧酸洗板的强度相应提高20~40 MPa,有效地减少横折印缺陷的比例。
优化轧制工艺
加大轧后冷却速度,以提高钢的屈服强度。由于此措施能够引起产品性能的波动,因此需要研究最佳的冷却工艺。一般可以使带钢在层流冷却中采取前段快冷,在卷后空冷过程中采用堆卷冷却的措施,从而使带钢的温度、冷却速度均匀,以提高钢板同卷性能分布的均匀性。
控制板卷来料温度
生产实践表明,带钢进平整机组开卷时,若带钢温度大于45℃,则容易在带钢表面产生横折印缺陷。可以通过空冷、风冷的方式降低钢卷温度,严格控制来料温度≤45℃,以避免温度较高引起横折印缺陷。
控制钢板凸度与平整
在生产实际中,可以通过控制钢板的板凸度来获得所需要的板形。钢板良好的板形是目前消除横折印的重要条件之一,而钢板板凸度是与精轧机组各机架间的辊缝分布有关。一般轧钢厂的设定规则是:在精轧机组的前3、4机架消除来料钢板的板凸度,而在后2、3机架要保证钢板平直度。
如何获得合理的各机架负载辊缝曲线,需要研究轧辊的弹性弯曲和压扁、工作辊热凸度分布、支撑辊和工作辊的磨损状况以及轧辊的原始磨削形状、精轧各机架轧制负荷分配等。另外,在轧制过程中,为了获得良好内应力分布的卷板,必须保持等比例凸度轧制。
同时,采用平整的手段可以有效消除低碳钢的屈服平台[4]。平整工序也是目前消除低碳钢屈服效应最经济、最有效的方法。
结束语
从板形、化学成分、卷取温度、力学性能等方面进行实验,详细分析了横折印缺陷产生的原因,提出了一系列的改进措施,基本上解决了SPHC热轧酸洗板横折印缺陷问题,为企业减少了经济损失,为其他企业解决类似问题提供了一定的参考价值。
生产实践表明,横折印缺陷是由于带钢(特别是头尾)的板形不良导致残余应力分布不均引起的。首先,应该严格控制SPHC热轧酸洗板板形。其次,带钢开卷过程应控制钢板的来料温度≤45℃。第三,对于低碳钢来说,平整是消除横折印缺陷的最有效的方法之一。第四,可以通过对SPHC热轧酸洗板的化学成分进行优化,适当提高钢板的碳、锰含量,合理调整N、Als含量,使得SPHC热轧酸洗板强度相应提高20~40 MPa,横折印缺陷比例明显减少。第五,降低卷取温度。在相同的终轧温度下,卷取温度越低,上下屈服点的应力差越小,强度越高,出现横折印的几率越小。对于SPHC热轧酸洗板而言,当卷取温度为600℃以下时,钢板具有优良的力学性能,同时能够有效避免出现横折印缺陷。
[1] 梁振威,杜秀珍.“以热代冷”热轧酸洗板卷生产与实践//2007中国钢铁年会论文集.成都,2007:58
[2] 管兴伟,陈建华,何晓峰,等. 热轧低碳钢“折皱”缺陷分析. 河南冶金,2011,19(6):22
[3] 朱涛,佘广夫,宋廷锋,等. 控制热轧板形治理横折却缺陷. 钢铁,2000,35(9):35
[4] 曾燕屏,张麦仓,董建新,等. 宝钢SPHC出口钢卷腰折的消除.钢铁,2002,37(4):46
[知识小贴士]
日本钢材(JIS系列)的牌号中普通结构钢主要由三部分组成:第一部分表示材质,如:S(Steel)表示钢,F(Ferrum)表示铁;第二部分表示不同的形状、种类、用途,如P(Plate)表示板,T(Tube)表示管,K(Kogu)表示工具,U—特殊用途,W—线材、丝,C—铸件,F—锻件;第三部分采用数字,表示钢类或钢材的序号或强度值下限。有的牌号在数字序号后还附加后缀A、B、C等字母,表示不同的质量等级、种类或厚度。如:SS400——第一个S表示钢(Steel),第二个S表示“结构”(Structure),400为下限抗拉强度400MPa,整体表示抗拉强度为400 MPa的普通结构钢。在牌号主体结构(第一、二、三部分)之后,根据需要,可附加钢材形状、制造方法及热处理的后缀符号。例如文中的SPHC,即首位S为钢Steel的缩写,P为板Plate的缩写,H为热Heat的缩写,C商业Commercial的缩写,整体表示一般用热轧钢板及钢带。
Analysis of Cross Break Defects for SPHC Hot Rolled Pickling Board
10.3969/j.issn.1000-6826.2016.05.18
李大光(1987—),男,学士,工程师,专业为材料科学与工程,工作于本钢产品研究院,E-mail:646224725@qq.com。
本钢产品研究院,辽宁 本溪 117000
猜你喜欢
机电工程技术(2022年12期)2023-01-10
哈尔滨轴承(2022年1期)2022-05-23
机械制造(2022年3期)2022-04-07
冶金设备(2021年4期)2021-10-29
新疆钢铁(2021年1期)2021-10-14
中南大学学报(自然科学版)(2020年11期)2020-12-18
重型机械(2020年3期)2020-08-24
金属加工(热加工)(2020年12期)2020-02-06
汽车文摘(2015年12期)2015-12-29
科技视界(2015年30期)2015-04-24
