
啮合同向双螺杆挤出机不同螺杆流场仿真分析
2016-10-18 01:28张宏建黄志刚李梦林蒋卫鑫时俊峰
工程塑料应用 2016年9期
张宏建,黄志刚,李梦林,蒋卫鑫,时俊峰
(北京工商大学材料与机械工程学院,北京 100048)
啮合同向双螺杆挤出机不同螺杆流场仿真分析
张宏建,黄志刚,李梦林,蒋卫鑫,时俊峰
(北京工商大学材料与机械工程学院,北京 100048)
根据啮合同向双螺杆几何学,运用Solid Works三维建模软件建立螺杆的实体模型。采用190℃聚乳酸熔体作为流体,通过ANSYS软件划分网格得出有限元模型,然后在Polyflow里进行仿真,分别得到了两种不同截面的螺纹元件的流场模拟结果。分析对比了压力场,速度矢量场、剪切速率场和黏度场,得出螺棱厚度对流场的影响。结果表明,I型截面螺杆的建压能力强于II型截面螺杆。II型截面的剪切能力强于I型截面的剪切能力,II型截面增强了螺杆的分散混合能力。
啮合同向双螺杆挤出机;螺纹元件;流场分析
现今社会聚合物材料得到了市场的青睐,作为高分子材料主要加工设备之一的啮合同向双螺杆挤出机,由于其良好的混合性能,已经被普遍用于聚合物的共混改性等场合中,是高聚物配混工作时的首选机型[1]。目前解析法和数值法都可以用来研究螺纹流道内部的流动情况,但是由于螺纹流道中的真实流动很复杂,解析法很难求得真实的解,因此近年来普遍采用的还是用数值法来求解,如有限差分法(FDM),有限元法(FEM)等,其中采用最多的是FEM。FEM方法由于适于处理边界复杂的流动问题,能计算求解包含啮合区及四个间隙在内的流体的流动问题,故该方法常用于分析双螺杆挤出机熔体输送的过程中[2]。
T. Kajiwara等[3]提出了计算同向和异向双螺杆挤出机旋转过程中熔体输送段三维流场的方法。Y. Wang等[4]利用二维模型对双螺杆挤出机的建压过程和产量进行了研究。J. L.White等[5]建立了螺纹元件以及捏合盘元件的数学模型并给出了其实验结果。
笔者为了区别于传统方法,采用机筒固定、螺杆转动的边界条件作为实际运转条件[6],利用ANSYS有限元软件求解流场。运用的软件主要有SolidWorks和Polyflow软件,运用Solid Works对数值模拟需要用的双螺杆元件进行物理模型的建立。模拟螺杆的挤出过程使用ANSYS的Polyflow模块,该模块是基于FEM的计算黏弹性流体的专用CFD仿真软件[7],利用网格重叠技术将螺杆与流道进行网格划分,熔体模型的参数来源于实验室现有的聚乳酸(PLA)粒料。
1 理论模型
根据啮合同向双螺杆几何学[8],给出螺杆外圆的半径、两螺杆的中心距以及螺纹头数就可以得出啮合同向双螺杆截面形状,然后再选择合适的起始角和螺纹导程就可获得螺杆的三维造型。
1.1 物理模型
运用Solid Works软件建立两种不同截面螺杆的三维物理模型如图1所示,螺杆与机筒的几何关系如图2所示,其中主要的几何参数:螺杆外表面直径为34 mm,螺杆内表面直径为26 mm,机筒内壁直径为34.6 mm,两个间隙即螺杆与机筒间的间隙δ及左右螺杆间的间隙δ1均为0.3 mm,左右螺杆中心距为30.3 mm,螺纹元件长为30 mm、螺杆导程为30 mm,双头螺纹。

图1 两种不同截面螺杆的物理模型

图2 螺杆与机筒的几何关系
考虑到熔体输送段的输送机理及聚合物的自身特性,故模拟流场时提出如下假设[9]:
(1)熔体是不可压缩非牛顿黏性流体,忽略熔体自身弹性和拉伸黏度;
(2)流场为稳定、等温流场;
(3)流动为雷诺数较小的层流流动;
(4)忽略惯性力、重力等体积力的影响;
(5)熔体全充满流道;
(6)无滑移的流道壁面。
1.2 数学模型
对于不可压缩的稳定等温层流非牛顿流体,其螺杆流道内PLA流动的控制方程包括连续性方程、运动方程和本构方程[10]。
其中,本构方程为:

式中,▽为哈密顿算子,v为t时刻的速度,vT为t时刻速度的转置,τ为应力张量,η为黏度,γ˙为剪切速率,D为变形速率张量。
笔者采用的Carreau模型既可以反映高聚物熔体在低、高剪切速率的牛顿流体特性,又能反映高聚物熔体在中间剪切速率的剪切变稀特性[11]。PLA是一种广义牛顿流体,当温度为190℃时PLA的Carreau本构方程模型参数为η0=2 504.235 Pa·s,λc=0.060 7 s,n=0.253。如图3表示,在不同温度下的黏度对剪切速率的特性差异,根据实验数据可知应该使用Carreau模型描述表观黏度随剪切速率的变化η( γ˙):

式中,η0为零剪切黏度,λc为流体的特性时间,γ˙为剪切速率,n为幂律指数。

图3 PLA在不同温度下的η对 γ ˙ 的流动曲线
1.3 边界条件
边界条件包括压力和速度两类边界条件。压力边界条件为沿挤出方向计算域出入口的压差△P:

式中:P1,P2分别为入口处和出口处压力值。速度边界条件包括螺杆外表面和机筒内表面的速度,在螺杆外表面,物料速度V(r)为:

式中,r为螺杆横截面外表面到其中心的距离;Ns为螺杆转速。
因机筒固定,故物料在机筒内表面上的速度为零,即:V( b)=0。
在模拟计算时,模型设置为进口无压力,出口压力5 MPa和流道壁面无滑移的边界条件,整个模拟过程的温度为190℃,螺杆转速为60 r/min。
2 有限元模型及模拟计算
2.1 有限元模型的建立
运用有限元法(FEM)求解上述的非线性控制耦合方程。在ANSYS Workbench界面下的Mesh模块对模型进行网格划分,采用四面体网格划分形状不规则的螺杆,采用六面体网格划分形状规则的流道。网格划分结果如图4所示。
2.2 模拟计算过程

图4 流道及螺杆有限元模型
由于在模拟过程中螺杆属于运动部件,为了解决因螺杆转动而带来的网格重复划分的繁复工作,在模拟中采用了Polyflow提供的网格重叠技术,该技术在于系统会自动地将螺杆和料筒流体部分的网格进行组合,生成真实流道的网格。当流道变化时,Polyflow会自动地根据螺杆转速和在POLYDATA中设置的时间步长重新生成新的流道实体和相应网格。在数值计算中,每个单元内速度用Mini-Element插值,压力用线性插值,黏度用Picard进行迭代,用隐式欧拉法求解离散后的方程代数组。计算结果共分6步储存,由于螺杆截面具有对称性,故记录螺杆转过180°的结果即可,每30°记录一次,从螺杆转速60 r/min可知每隔0.833 3 s储存一步计算结果,直至4.999 8 s结束,在HPXW9300工作站上完成。
3 计算结果及讨论
模拟过程中保持两种不同截面螺杆相同的转速、等温,进出口压差恒定的条件下,在Polyflow软件中求出双螺杆挤出机计量段内PLA熔体的流体的压力场、速度场、剪切速率场、黏度场。
3.1 压力场分析
图5为不同螺杆截面对应流道的彩色压力云图,云图中压力的大小是由不同的颜色来表示的,两种不同截面螺杆中压力出现的最大值和最小值如图5所示。从图5可以看到,两种不同截面的螺杆,其压力云图渐变过程基本一致,沿着螺杆挤出方向压力值由低变高。
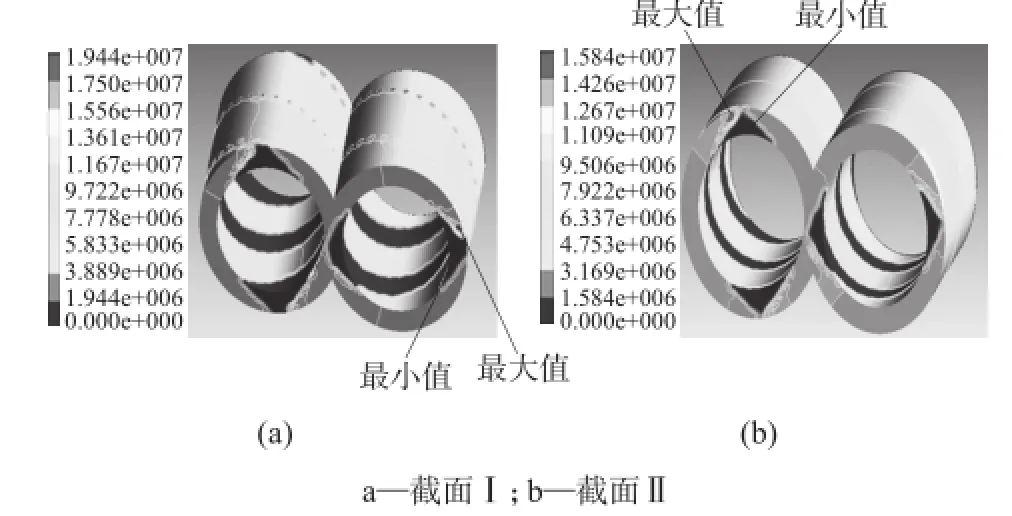
图5 截面流道压力流场云图
为了更直观地分析结果,沿着螺杆轴线方向在啮合区同一位置建立一条直线,将其结果进行分析对照。图6为两种类型螺杆啮合区同一位置沿轴向的压力分布。从图6可以看出,在相同的条件下,螺纹元件流道的压力值同是震荡升高的,压力高低是按照螺棱的分布交替出现的,这也说明啮合同向双螺杆挤出过程常规螺纹元件流道中物料随着螺杆的旋转,在向口模方向输送的过程中,从左螺杆流向右螺杆,又从右螺杆流向左螺杆,不断地重复着,一直将物料输送到出口。其中I截面螺杆的压力变化幅度大于II截面的,说明I截面螺杆的建压能力强于II截面螺杆的建压能力。
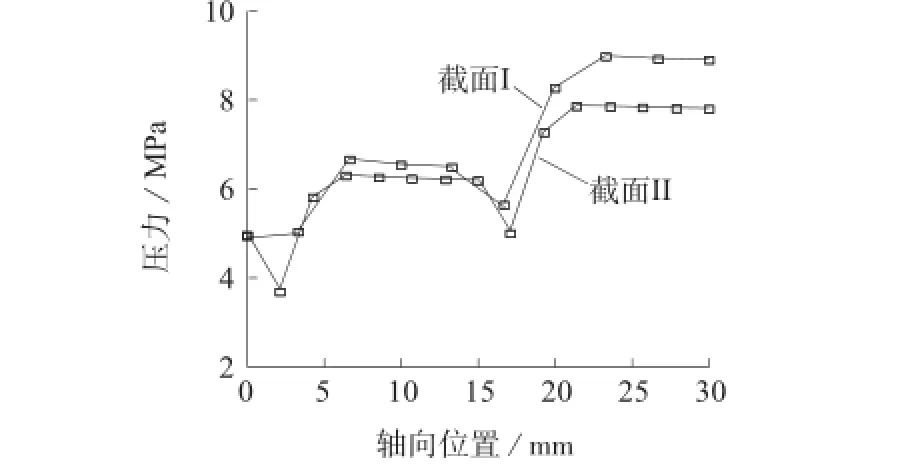
图6 啮合区同一位置沿轴向的压力分布
3.2 速度场分析
图7为用ANSYS Polyflow计算出的轴向位置Z=0.015 m处横截面螺纹流道速度矢量分布云图。从图7中速度矢量箭头的方向证明螺杆的转动方向为逆时针方向。因物料自身具有黏性,螺杆表面与物料之间存在粘沾力,在此力作用下,螺杆拖曳着物料,沿着螺杆表面和机筒内表面形成的流动区域做圆周方向运动,物料在两螺杆之间经过啮合区交替运动向前,从横截面上看物料呈倒“8”形运动。在图7a局部放大图中清楚地看到物料运动轨迹经过啮合区时将会发生突变,在上啮合区内会呈现“V”形变化,而在下啮合区内则呈现“Λ”形的变化。

图7 截面Z=0.015 m平面速度矢量云图
同图6,沿螺杆轴线方向在啮合区同一位置建立一条直线,将其速度结果进行分析对照。图8为截面Z=0.015 m平面速度矢量云图。从图8可以看出,两种截面的轴向速度变化情况大致相同,且都为正值,表示物料往前输送;若轴向速度为负,则表示物料往回输送,由于研究对象不存在轴向循环段,故不会出现回流,模拟结果与理论相符。

图8 截面Z=0.015 m平面速度矢量云图
3.3 剪切速率场分析
图9为流道的剪切速率场云图。从图9可以看出,两种截面螺杆的剪切速率变化趋势基本一致,都是在啮合区螺棱附近出现最高值,螺槽的剪切速率值变化平稳。

图9 流道的剪切速率场云图
同图6,沿着螺杆轴线方向在啮合区同一位置建立一条直线,将其结果进行分析对照。图10为流道的剪切速率场云图。

图10 流道的剪切速率场云图
由于模型的螺纹导程为30 mm,故双头螺纹元件的螺棱间距为15 mm,沿啮合区轴向位置5,20 mm处为螺棱啮合处,其它轴向位置为螺槽处。图10中螺棱处的剪切速率处于相对较高的位置,螺槽处的则对应近似直线段,因螺棱处的速度变化梯度较大,螺槽处的变化梯度较小,故会出现这种情况。两种截面的剪切速率基本一致,II截面较I截面趋势线偏右,且由图10可以看出II截面能提供较大的剪切作用。
3.4 黏度场分析
图11为流道的黏度场云图。黏度值的大小是由不同的颜色代表的,在低黏度区对物料的剪切大,该区域为高剪切区,在高黏度区对物料的剪切小,该区域为低剪切区。从图11可以看到,II截面和I截面流场中黏度分布的彩色云图接近。两种不同截面螺杆中黏度出现的最大值和最小值如图11所示。同图6,将结果进行分析比较。图12为啮合区同一位置沿轴向的黏度分布。由黏度η的计算公式可知,η随着剪切速率的增大而减小,故比较图10和图12看出,黏度跟剪切速率曲线基本符合相反理论。
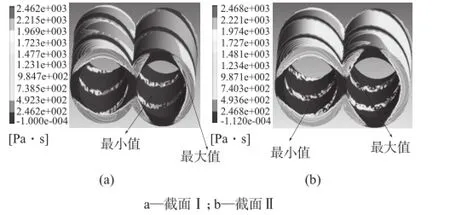
图11 流道的黏度场云图

图12 啮合区同一位置沿轴向的黏度分布
4 结论
运用计算流体力学分析软件Polyflow,数值模拟了高聚物熔体在两种不同截面的啮合同向双螺杆中的三维等温流动过程中流场分析,将计算所得的包括压力场、速度矢量场、剪切速率场和黏度场进行对比分析得到以下结论:
(1)在软件设置完全相同的前提下,所采用的Carreau模型进行迭代计算出来的压力结果云图显示I截面螺杆的建压能力强于II截面螺杆。
(2)根据图中速度矢量箭头就可以判断出螺杆的转动方向为逆时针,两种模拟结果均与理论分析一致。在黏性的影响下,物料呈“∞”形运动。在物料运动经过啮合区时将会发生突变。
(3)由剪切速率场和黏度场可知II截面的剪切能力强于I截面,故II截面增强了分散混合能力。
[1] 耿孝正,张沛.塑料混合及设备[M].北京:中国轻工出版社,1992. Geng Xiaozheng,Zhang Pei. Plastic Mixing and Equipment[M]. Beijing:China Light Industry Press,1992.
[2] 李鹏,耿孝正,马秀清.啮合同向双螺杆挤出机螺纹元件三维流场分析[J].中国塑料,2001,15(6):73-74. Li Peng,Geng Xiaozheng,Ma xiuqing. Three-dimensional flow modeling of the flight element in a co-rotating twin screw extruder[J]. China Plastics,2001,15(6):73-74.
[3] Kajiwara T,Nagashima Y,Nakano Y,et al. Numerical study of twin-screw extruders by three-dimensional flow analysisdevelopment of analysis technique and evaluation of mixing performance for full flight screws[J]. Polymer Engineering and Science,1996,36(16):2 142-2 152.
[4] Wang Y,White J L. Non-Newtonian flow modeling in the screw regions of an intermeshing corotating twin screw exturuder[J]. Journal of Non-Newtonian Fluid Mechanics,1989,32(1):19-38.
[5] White J L,Chen Ziyun. Simulation of non-isothermal flow in modular co-rotating twin screw extrusion[J]. Polym Eng Sci, 1994,34(3):229-237.
[6] 高欣,杨于光.往复注射螺杆计量段三维流场分析[J].橡塑技术与装备,2006(12):1-5. Gao Xin,Yang Yuguang. The three dimensional flow field analysis of the reciprocation injection screw measuring section[J]. China Rubber/Plastics Technology and Equipment,2006(12):1-5.
[7] 席世亮,姜南,吴大鸣,等.单螺杆挤出过程的计算机仿真[J].计算机仿真,2003(12):130-132,150. Xi Shiliang,Jiang Nan,Wu Daming,et al. The simulation of single screw extruding[J]. Computer Simulation,2003(12):130-132,150.
[8] 耿孝正.双螺杆挤出机及其应用[M].北京:中国轻工业出版社,2003. Geng Xiaozheng. Twin Screw Extruders & Its Application[M]. Beijing: China Light Industry Press,2003.
[9] 陈晋南,胡冬冬,彭炯.Polyflow软件包在聚合物挤出成型中的应用[J].世界科技研究与发展,2002(1):28-34. Chen Jinnan,Hu Dongdong,Peng Jong. Applications of polyflow in extrusion process[J]. World Sci-tech R & D,2002(1):28-34.
[10] Connelly R,Kokini J. Examination of the mixing ability of single and twin screw mixers using 2D finite element method simulation with particle tracking[J]. Journal of Food Engineering,2007,79(3):956-969.
[11] 袁世伟.幂律非牛顿流体流动的数值计算与实验研究[D].上海:华东理工大学,2014. Yuan Shiwei. Numerical simulation and experimental study of power-law fluid[D]. Shanghai: East China University of Science and Technology,2014.
利安德巴塞尔计划在墨西哥湾海岸建高密度聚乙烯加工厂
利安德巴塞尔公司做出投资决策,计划于墨西哥湾海岸建设高密度聚乙烯加工厂。作为第一家将利安德巴塞尔专利聚乙烯加工技术——超域技术投入商业运用的工厂,其年产能可达11亿磅(约50万t),预计2019年可投入运营。
在提到这一新工厂时,利安德巴塞尔的首席执行官鲍勃·帕特尔表示:“创新是保障未来的命脉。通过这项新专利技术,公司有能力生产出一系列质量上乘的聚乙烯产品,而且较之目前的行业标准,其质量更胜一筹。”借此项新技术,聚乙烯产品可以在刚度和冲击强度间取得较好的平衡,并可以显著提升其耐应力开裂性。超域技术基于利安德巴塞尔独有的广域循环式反应器,并在此基础上进行了革新。该项技术由位于德国法兰克福和意大利费拉拉的利安德巴塞尔欧洲研发中心共同完成。在实际运用中,其减少了生产每单位聚乙烯产品的树脂消耗,提高了资源利用效率,为客户节省了成本。而且,尽管该工厂坐落于墨西哥湾海岸,其产品将会服务全球。对于公司今后的发展,帕特尔补充道:“我们已经意识到了其在原材料方面所带来的优势,因此将会继续投资类似于超域技术这样极具潜力的项目计划。公司已具备最前沿的聚烯烃加工技术,并可以以较低成本进行乙烯的生产,二者的结合势必会为公司的投资带来可观的回报,我们对此深信不疑。除此以外,该项目同时还巩固了公司的乙烯一体化战略,我们可以由此把握整条乙烯价值链中的关键所在。”
(工程塑料网)
高性能注塑控制系统通过鉴定
不久前,深圳企业自主研发的“高性能注塑控制系统”通过了国家级鉴定,成为行业领跑者。多名院士以及国家级行业协会专家组成的鉴定委员会表示,该系统达到国内外先进水平,建议在塑料工业广泛使用,从而推动中国塑料工业转型升级,助力中国智能制造迈向国际先进水平。
据悉,群达集团福达智能事业部引进以香港科大高福荣教授为首的海外高层次人才创新团队,以及国家工业自动化工程中心孙优贤院士为首的专家团队,相继研发出三大核心技术和塑料工业智能制造(云端管控)技术。注塑机精密控制系统己成功应用在全国十几个工厂,实现节能降耗、提质增效、降低成本。鉴定委员会专家实地考察了产品研发和样机试制现场,认真审核了成果鉴定的有关资料和技术文件,并对项目执行情况进行了质询。鉴定委员会一致认为,该产品具有多项创新,性能达到国际先进水平,并且应用效果稳定可靠,提升了注塑产品稳定性和精度,取得了显著经济和社会效益,建议在塑料机械和塑料加工业推广。
(中塑在线)
Intermeshing Co-rotating Twin-screw Extruder with Different Screw of Flow Field Simulation Analysis
Zhang Hongjian, Huang Zhigang, Li Menglin, Jiang Weixin, Shi Junfeng
(School of Material and Mechanical Engineering, Beijing Technology and Business University, Beijing 100048, China)
According intermeshing co-rotating twin screw geometry,SolidWorks 3D modeling software was used to establish a solid model of the screw. The melt of poly lactic acid was used as fluid at 190℃. Finite element model was drawed by ANSYS meshing,flow field simulation results of different cross-section of the threaded elements were obtained by simulation in Polyflow software. Comparative analysis of the pressure field,velocity vector field,shear rate and viscosity field field was conducted. The results show that the build pressure ability of cross section I of the screw is stronger than section II screw. The shear capacity of section II is stronger than section I,section II enhance the dispersive mixing ability.
intermeshing co-rotating twin screw extruder;flight element;flow field analysis
TQ320.5+
A
1001-3539(2016)09-0070-05
10.3969/j.issn.1001-3539.2016.09.015
联系人:黄志刚,教授,主要从事食品包装材料加工研究
2016-07-02
猜你喜欢
中国粮油学报(2019年4期)2019-07-12
橡塑技术与装备(2018年20期)2018-10-20
橡塑技术与装备(2018年10期)2018-05-18
合成纤维工业(2017年6期)2018-01-24
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15
中国粮油学报(2016年5期)2016-01-23
中国塑料(2014年8期)2014-10-17
中国塑料(2014年1期)2014-10-17
火炸药学报(2014年5期)2014-03-20
