
增加栅偏电压前后电子束焊机束斑直径变化的实验研究
2016-10-20 11:36罗静倪士勇
装备制造技术 2016年8期
罗静,倪士勇
(张家界航空工业职业技术学院,湖南张家界427000)
制造工艺
增加栅偏电压前后电子束焊机束斑直径变化的实验研究
罗静,倪士勇
(张家界航空工业职业技术学院,湖南张家界427000)
在某些电子束焊机中,可以通过调节栅偏电压的大小来控制电子束束斑的直径。在加栅偏电压和不加栅偏电压的两种情况下,进行下束实验,验证栅偏电压对电子束束斑形状和尺寸的影响。
电子束焊机;栅偏电压;束斑直径;实验
电子束焊接技术是用极致密的电子束流轰击被焊金属的接缝,加热并熔化金属,形成焊缝实现焊接的一种加工方法[1]。电子束焊接具有焊接能量密度高、焊缝热影响区窄、工件变形小、深宽比大、焊接效率高等优点,在航空、航天、汽车等制造领域得到了广泛地应用。我国自行研制电子束焊机开始于上世纪60年代,经过几十年的努力,水平有了很大的提高,但是和国际同类产品相比,在核心技术上,仍存在一定的差距[2]。制约我国电子束加工设备发展的主要技术瓶颈是其中的电子束发生器技术,也就是俗称电子枪技术。
电子枪是发射、形成和会聚电子束的装置,通常由阴极、聚束极和阳极组成。电子枪工作时,阴极上加负高压,会连续发射出电子,阳极接地,电子通过聚束极和阳极之间的电场,得到聚集并加速到很高速度,形成电子束流。某些类型的电子枪其聚束极以控制栅极代替,栅极与阴极间加一负偏压,使阴极工作状态处于空间电荷限制发射状态之下,整个电子束截面内电流密度比较均匀,通过改变栅极负偏压来调节束流,即调节电子束束斑的直径大小。本实验就是在有栅偏电压和无栅偏电压两种情况下,通过电子束轰击铜箔板后形成孔径大小的比较,验证栅偏电压对电子束束斑大小的调节作用。
1 实验设备及实验前的准备
1.1实验设备
本次实验所使用的设备如图1所示。通过调节,使其工作指标为束功率30 kW,阴、阳极之间加速电压为150 kV.另外,保证工作室的真空度达到10-3Pa数量级,以确保电子束的发射聚焦。为防止金属氧化,同时也促使杂质蒸发,电子枪内的真空度则要达到10-4Pa.
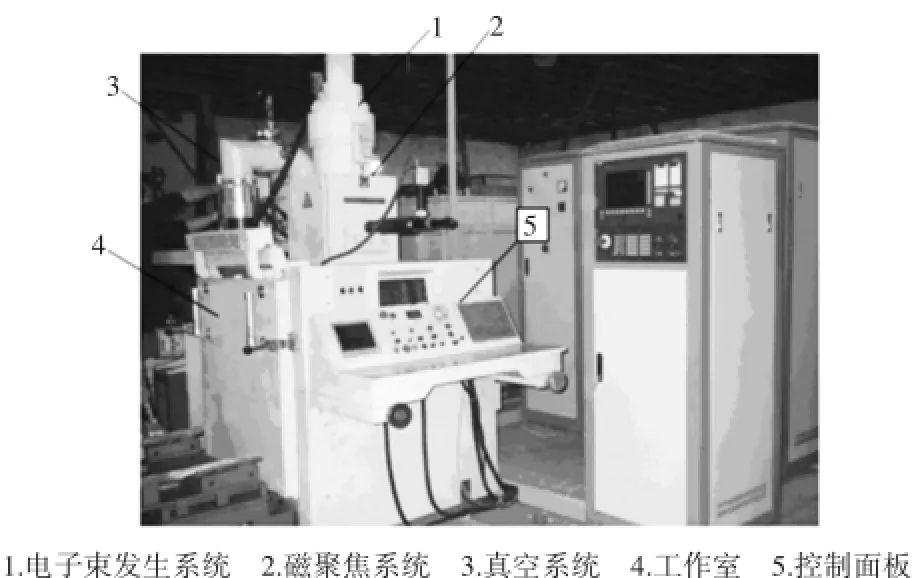
图1 高压电子束焊机
1.2实验前准备
在开始工作前,首先要对电子束焊机进行预热,同时调试其真空系统及电气控制系统,一切正常后,就可对电子枪进行调试,主要步骤包括以下几点:
(1)阴极开路,在不下束时,高压从0 V逐渐加到150 kV,观察有没有放电现象。
(2)高压开路,阳极无加速电压,加阴极电源,同样是从0逐渐加到额定值。从观察窗观察在工件上有没有阴极的投影,即发亮的圆形斑点,然后让阴极点燃10 min,观察加热电流是否稳定,有无异常现象。
(3)调整束流并调节透镜电流。在放置工件的位置上,放置一块石墨片,加上阴极电流和高压,然后一边调节透镜电流,一边观察小束流(大概10 mA左右)时聚在石墨片上的亮点,直到石墨片上小束流的亮点达到最亮时为止。
(4)调合轴。要求电子束的轴中心与电子光学系统的轴中心相互重合,即成为合轴。用石墨片放在工件的位置,拉小束流,并改变磁透镜电流,即从聚焦到散焦,束斑点由小变大,如果斑点中心发生了偏移,则说明没有调合轴。合轴的目的是为了减少由于高压波动或磁透镜电流波动而引起束斑点在工件上移动。
2 实验方法及步骤
(1)准备工作完成后,将实验用铜箔板四块两两平行放置在工作室的工作台面上。
(2)运行真空系统,对工作室和电子枪内部抽真空,使工作室和电子枪内部的真空度达到实验要求(工作室的真空度达到10-3Pa数量级,电子枪内部的真空度达到10-4Pa数量级)。
(3)真空度达到实验要求后,开始对灯丝进行预热,预热完成后就可以加载高压、下束,进行实验。实验过程中枪的各项工作指标如下:
工作电压:150 kV;
束流:200 mA;
聚焦电流:600 mA;
工作室的真空度:7.0×10-3Pa;
枪体内的真空度:1.9×10-4Pa.
(4)下束实验分为两个步骤:第一步,聚束极与阴极等电位,都加150 kV高压,然后进行下束实验,让电子束先后轰击两个铜箔板试件1和试件2;第二步,聚束极加上-2000 V的栅偏电压,再下束,先后轰击另两个铜箔板试件3和试件4.
下束大概几秒钟,铜箔板就被电子束击穿,实验就基本完成了。
(5)实验结束后,先卸载高压,然后将真空慢慢卸掉。待焊机冷却后,打开工作室,取出铜箔板,测量各铜箔板被击穿后形成的孔径大小,待进一步进行数据处理和结果分析。
3 实验结果分析
实验完成取下实验铜箔板,如图2及图3所示。通过测量铜箔板被击穿形成的孔径,即可近似获得电子枪内被测处的电子束直径。
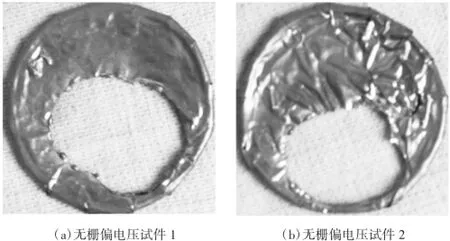
图2 未加栅偏电压时的下束情况

图3 加-2000 V特栅偏电压时的下束情况
由于电子束击穿铜箔板的孔不可能是规则的圆形,但通过观察得知,铜箔板被击穿的孔还算比较规则,故用游标卡尺测得五处的孔径,然后取其平均值作为相应的铜箔板被击穿后形成的孔的直径(亦即是电子枪中被测处的电子束径),试件孔径见表1.

表1 试件孔径
结果分析:
(1)通过对图2和图3的比较可知,栅偏电压对直热式阴极电子枪的束流特性具有很大的影响,聚束极加上负偏压后,负偏压影响到电子枪阴极附近的电位分布和阴极的发射性能,使束流的形状更接近圆形;
(2)通过测量试件的孔径值可以发现:未加栅偏电压时束斑直径平均约为2.34 mm,增加栅偏电压后束斑直径平均为1.11 mm,束斑直径缩小约110%.由此可见,增加栅偏电压对束斑直径的影响非常显著。
4 结束语
电子枪发射功率一定时,打到工件上的电子束束斑越小,能量密度就越大,电子束的穿透能力就越强,焊接性能也就越好。当聚束极加上负偏压后,阴极前电位降低,阴极发射电流减小。同时,偏压电场所形成的负电位,还可以抑制阴极侧面发射和边缘电子的发射,减小电子枪的静电像差[3],因而可能缩小静电焦点的直径即束腰的大小进而影响束斑的大小,提高焊接质量。
[1]王之康.真空电子束焊接设备及工业[M].北京:原子能工业出版社,1990.9.
[2]黄以平.我国电子束焊机现状及研制能力初探[C].//中国机械工程学会第十届全国焊接学会会议论文集.2001:2-6.
[3]张以忱.电子枪与离子束技术[M].北京:冶金工业出版社,2004.
An Experimental Study on the Change of Electron Beam Spot Diameter of Electron Beam Welding Machine Before and After the Increase of the Gate Voltage
LUO Jing,NI Shi-yong
(Zhangjiajie Institute of Aeronautical Engineering,Hunan Zhangjiajie 427000,China)
In some electron beam welding machines,the diameter of the beam spot can be controlled by adjusting the size of the gate bias voltage.In this experiment,the effect of the gate bias voltage on the shape and size of the beam spot is verified in the two cases with the increase of the gate voltage and the bias voltage.
electronic beam welder;gate bias voltage;diameter of the beam spot;experiment
TF134
A
1672-545X(2016)08-0144-02
2016-05-03
罗静(1974-),女,辽宁铁岭人,讲师,硕士研究生,主要从事机电设备维修与管理专业的教学与研究工作。
猜你喜欢
原子能科学技术(2022年9期)2022-10-10
原子能科学技术(2022年9期)2022-10-10
机电安全(2022年4期)2022-08-27
印制电路信息(2022年6期)2022-08-03
理化检验(物理分册)(2021年11期)2021-12-08
白城师范学院学报(2021年2期)2021-05-06
设备管理与维修(2021年23期)2021-02-10
核技术(2020年12期)2020-12-18
铜业工程(2020年1期)2020-04-22
焊管(2020年12期)2020-02-24
