可编程控制器在悬挂自行小车输送线的应用
2016-10-21 23:00韩先军
科学与财富 2016年9期
关键词:输送线

摘要:基于PLC控制系統悬挂式自行小车系统简单、易用、可靠性高 ,同时具有较大的灵活性和可靠性 ,广泛用于工业物料输送线中。分析了自行小车的集散控制系统 ,分解单台自行小车的控制。
关键词:自行小车 PLC 输送线
1.引言
悬挂式自行小车系统现已被广泛用于汽车制造、工程机械、智能仓储等各种行业。这样既方便了物资的传递和检验,又给制造型企业带来了更多经济效益。本文以河南某汽车生产公司电泳涂装悬挂自行小车输送线系统自动控制进行研究和设计,应用西门子公司的S7-300、S7-200以及触摸屏配合,实现对输送系统的控制和监控。本文对其自控系统进行简要介绍。
2.悬挂自行小车输送线组成
自行小车是在特定的空中轨道上运行的电动小车,可组成一个承载的,全自动的物料搬运系统。其组成是由钢结构、悬吊装置、轨道、平移道岔、垂直升降装置、小车、电动葫芦、吊具、安全滑触线、集电器、传感器以及控制系统等组合而成。由于该系统集光、机、电、计算机等技术于一体,所以它是高度自动化新型物料输送的关键设备。
3.悬挂自行小车输送线控制系统
3.1系统简介
目前自行小车输送线有多种控制方式,本系统中采用集散控制方式。整个自行小车线为一封闭环形,由工字钢轨道形成,工字钢轨道侧面装有滑触线 ,给自行小车提供电源及控制信号。整个环线分为若干工位,每个工位上设置地面按钮站(对自行小车进行手动控制),电源线滑触线在整个环线上是贯通的环线上自行小车的数量由生产线节拍决定并可自行增减 ,整条线为集散控制方式 ,单台小车既可在工位段单独停靠,也可在积放段同时停靠。
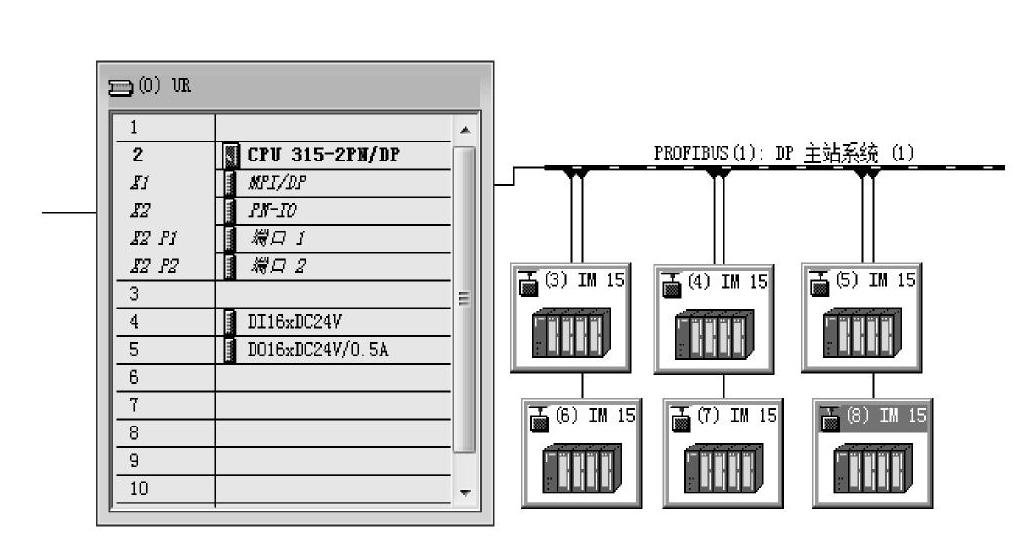
3.2系统主控程序
本系统主控部件安装在控制室的控制柜中,以西门子S7-300系列CPU通过profibus现场总线与现场从站相接。现场从站再通过滑线将控制信号传入到每台小车的控制柜。每台小车的控制柜自带一套S7-200控制系统控制小车的启停、前进、葫芦的升降以及其它动作。
3.3工位动作流程
本工程共包括二十六工位,每个工位根据涂装生产线要求而设置。工位动作流程虽因工艺要求处理时间和方式而各不相同,但大致可将自行小车的工位动作流程概况如下:
自行小车到达工位→葫芦下降到预定高度→停留等待工艺处理时间→同步上升(同时喷淋)→工件沥干→行走到下个工位
4.单台自行小车控制系统
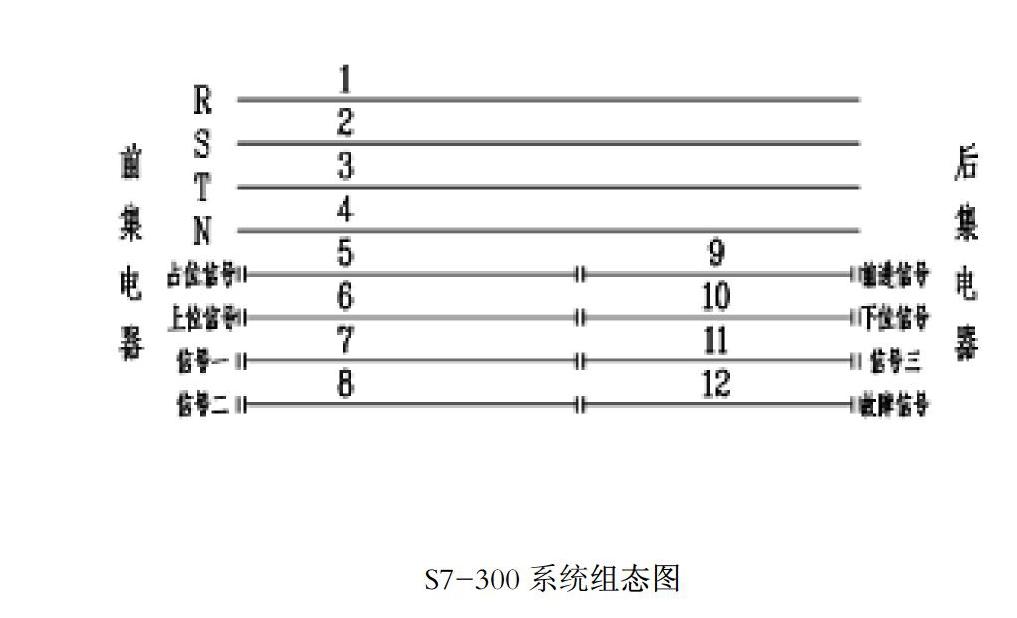
4.1单台自行小车滑线控制信号分部
本项目共采用八根滑线控制,每台自行小车带前后两个集电器。(1)上四根滑线为小车系统提供电源;(2)下四根滑线为小车系统提供控制信号传输,其控制信号的滑线在每个工位之间断开为两段。
自行小车滑线控制信号图
4.2 自行小车的一次原理图
单台自行小车控制原理(1)变频器控制行走电机的启停并在小车的控制箱上设有手动操作信号以便于检修操作的时候使用;(2)2台电动葫芦完成荷载重的升降;(3)电控箱完成规定的动作及工艺时间控制;
4.3自行小车的控制原理
自行小车的控制采用西门子公司的S7-200系列其CPU采用CPU224/AC/DC/继电器(6ES7 214-1BD23-OXB8)。如自行小车滑线控制信号图所示(1)信号一、信号二、信号三为组合信号,通过三个信号的不同组合实现葫芦的升降控制功能。(2)前进信号控制自行小车的行走功能(3)上位信号控制葫芦上升到位(4)编码器信号控制葫芦的下降距离,也为葫芦的同步控制提供数据依据。(5)故障信号反应小车的运行状态,可通过此信号在总控制柜上反应小车的运行状态可及时对小车故障进行排除。
5.结语
目前自行小车输送线有着结构简单、操作方便、可靠性强、传递速度较快。可大量节约人工劳动力,目前自行小车输送线控制系统已经在国内多个厂家的电泳线、物料转运线上使用 ,经证明其可靠性高 ,修改容易 ,特别是添加功能及动作修改快捷方便。虽各个厂家的用途和结构有所差异,但具体思路则是相通的。
参考文献:
[1]SIEMENS SIMATIC使用STEP7编程手册 2007
[2]SIEMENS SIMATIC S7-200可编程控制器系统手册 2007
[3]鹤壁天马通信股份有限公司自行小车涂装输送线验收资料 2013
作者简介:
韩先军 单位:中国市政工程西北设计研究院有限公司
猜你喜欢
设备管理与维修(2019年11期)2019-10-25
设备管理与维修(2019年6期)2019-07-09
中国铸造装备与技术(2017年3期)2017-06-21
设备管理与维修(2016年6期)2016-03-16
橡塑技术与装备(2015年7期)2015-07-03
装备制造技术(2015年7期)2015-02-20