
C5225立式车床数控化再改造技术可行性探讨
2016-10-25 07:48黄鸣
西安文理学院学报(自然科学版) 2016年3期
黄 鸣
(集美大学 诚毅学院,福建 厦门 361021)
C5225立式车床数控化再改造技术可行性探讨
黄鸣
(集美大学 诚毅学院,福建 厦门 361021)
为了进一步完善C5225立式车床功能,使其满足曲面类零件的加工要求,对其实施数控化改造处理,并进行可行性分析.研究结果表明:通过数控化改造,C5225立式车床能够扩大机床加工范围,提高生产效率和加工精度,可用于实际生产.
C5225立式车床;数控化;再改造技术
机床再改造就是在原有机床基础上,充分利用制造技术、数控技术、信息技术以及自动化技术等领域的成果,对存在某些缺陷的机床进行技术和性能的改进.它不仅可以提高机床的性能、精度与效率,还能提升其环保功能.本研究采用数控化再改造技术,对C5225立式车床实施数控化再改造处理,并对其可行性进行分析,旨在推动机床再改造技术的进一步发展.
1 C5225立式车床结构
如图所示,C5225立式车床属于双柱立式车床,主要由刀架、滑座、横梁、立柱以及圆形工作台等结构部件组成.C5225立式车床主要功能参数为:工作直径2 500 mm,工作台直径2 250 mm,工件高度1 600 mm,工作台转速范围 2~63 r/min,工件重量10 t,刀架垂直行程1 000 mm,刀架水平行程1 400 mm,工作台最大扭转速16级,交流主电机功率55 kW.此机床能够车削圆柱、圆锥、平面、圆锥孔等工件,同时也能够进行金属及有色金属零件的粗精加工处理[1-2].近几年,随着产品进一步发展,原来的C5225立式车床功能远远不能满足新产品的市场要求.它已无法完成复杂曲面零件的加工,其产品适应性低,生产效率不高,实际加工成本高,滞后于市场发展要求.因而,必须对原有的C5225立式车床进行技术改造,以提高其使用性能和生产效率.
2 C5225立式车床数控化再改造技术的可行性
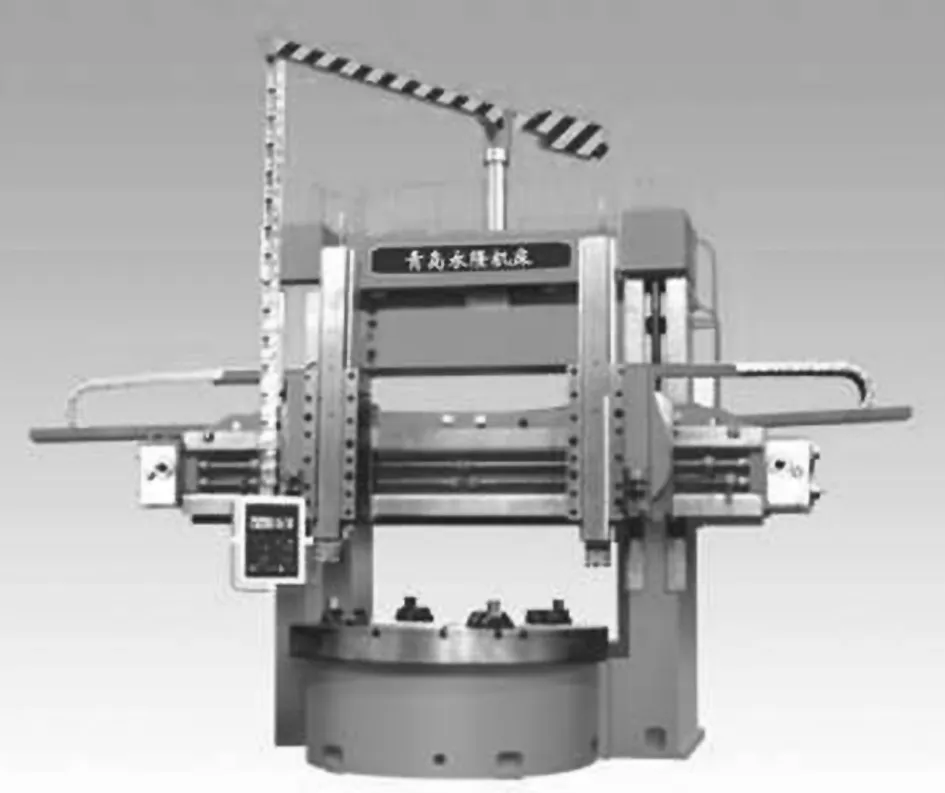
图1 C5225立式车床结构图
C5225立式车床是20世纪80年代的制造设备,优点是机床刚性比较好、精度高;缺点是液压变速为6级,工作方式采用手工变挡和交流电机形式,工作时间比较长,费时费力,不仅影响到加工精度,而且其X轴和Z轴不能实施联动,无法满足一些比较复杂的曲面零件的加工需求,产品功能范围小,运行成本高,工作效率低,很难满足新市场要求[3-4].因此,对其进行数控化改造,以有效解决上述问题,提高原有设备功能.
对C5225立式车床数控化改造预计需要总投资40~50万元,而在国内购买一种类似的国产数控立式车床一般总花费为80~150万元,且购买新设备所花费的时间一般比较长,会影响到企业的生产经营.对原有机床设备实施数控改造,则可以依据企业实际经营情况,合理安排改造时间,能够最大限度地促进生产,提高企业工作效率[5].在改造车床之前,企业可以预先对其他形式的机床实施多次技术改造,比如对企业CQ5250立式机床的刀架和主轴实施数控改造,这样能够给企业机床改造提供宝贵的技术改造经验,减少C5225立式车床改造时问题的出现,缩短改造时间[6-7].显然,对C5225立式车床进行数控化改造,无论是从生产方面还是技术方面都是可行的,而且在经济方面也比较合理,能够有效提高C5225立式车床工作效率和生产性能,扩大其应用范围,同时减少企业成本投入,节约资金,提高企业的经济效益.
3 C5225立式车床数控化再改造技术
3.1数控系统构成分析
C5225立式车床数控系统一般由输入装置、输出装置、主轴单元、驱动装置、辅助装置、数控装置等组成.数控系统一般控制角度、速度以及位置、压力等,其控制方式可以分为时间逻辑控制和数据运算处理控制.其中主控制器内的零件依据一定模式的零件程序,在信息处理的基础上对刀具进行综合分析与预算,然后利用伺服系统的位置、速度、反馈信号等控制机床各个坐标轴位置.逻辑控制一般由PLC实施,而且此过程的实施不需要轨迹上的改变,仅仅需要接受控制代码M、S、T等顺序动作信息对相应的仪器实施译码处理即可,然后再将此信息转换为开关信息,实施开关动作处理,同时接受机床操作面板的制定,完成机床控制动作[8].伺服系统直接关系着机床性能的好坏,主要由电机系统、驱动系统以及位置检索系统组成;主转动系统是机床切削交工的主要部件之一,一般由主轴驱动控制系统机械转动以及主轴电动机组成.强电控制柜是机床改造过程中实施安装的主要工具,它的主要功能是为数控、伺服系统以及各种短路、欠压等电器提供保护作用[9].
3.2PLC程序改造设计
工作台PLC由主电机经变速箱直接控制和启动,正反向工作转动是为了实施工作找正处理,工作台的启动、控制、操作等需要在悬挂系统中实现.工作台的变速通过变速箱中的改动来推动滑轮龋齿完成,当工作台需要变换速度时,变速油缸的电磁阀根据档位实施通电处理,同时做好变档准备;与此同时,利用主电机低速或齿轮转动产生的动力来推动机床进行工作,以便能够较好地固定滑移齿,进而完成变档工作步骤.变档工作结束后将工作台正反操作箱上的电位器调整到合适位置,从而完成整个工作台的工作改造.为了简化PLC程序的设计工作,缩短PLC程序的设计调试周期,本次改造调用PLC初始化、急停控制、硬限位控制、手持单元控制及McP_NCK等子程序模块.操作方式的选择、手动进给以及回参考点等功能的实现则参考标准子程序模块,编写PLC控制程序.主程序结构见表1.
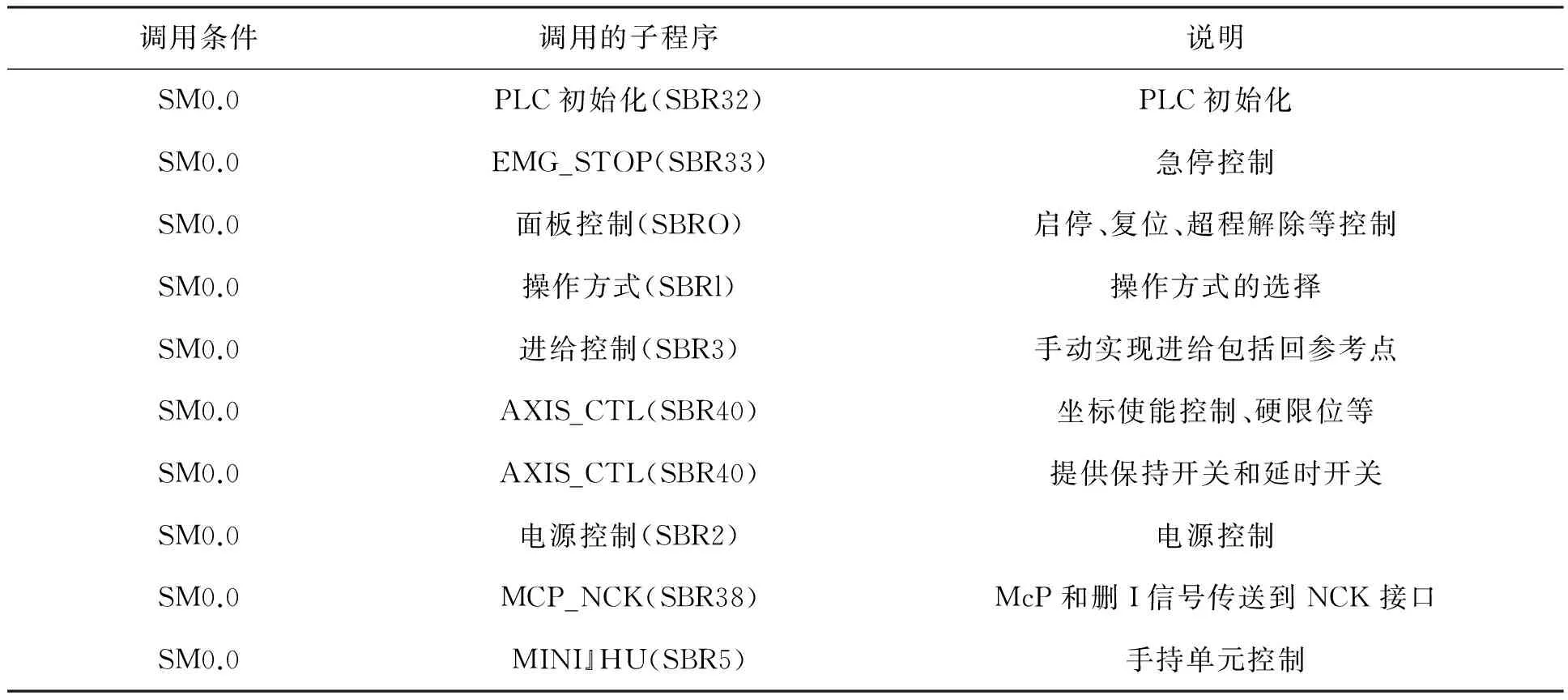
表1 主程序结构表
C5225立式车床操作过程比较复杂,PLC主要作用是控制整个工作台在数控化改造实施过程中的动作.首先,工作中必须解决控制电磁阀的问题,此问题解决的关键是在技术改造时保证机床滑移齿轮的转动,而只有滑移齿轮转动的情况下才能实施变速油箱的变档处理;其次,主电机正反转和正反点速度调节控制工作也应该受到重视.除此之外,还要解决工作台工作信号的控制问题.解决这些问题必须对PLC程序实施改造设计,保证工作台在实施操作的过程中做好操纵箱/操作台的控制.在工作的过程中,其信号灯指示输出18点,输入15点[10].
3.3主转动系统数控化技术改造

图2 机床主轴的功率或转矩特性图
C5225立式车床主转动系统改造首先要解决的问题就是机床主轴和转动机是否匹配.在通常情况下,设备的主轴恒功率变速范围比电动机恒功率变速范围要大很多,因此技术改造的过程中应注意机床的主轴和电动机间串联的变速箱,保证扩大机床工作过程中恒功率变速范围,进而满足机床对低速切削输出功率要求:车床直流电机转速为1 000 r/min,计算转速为4.73 r/min,主轴恒功率变速范围为63/4.73=13.3 r/min.利用机床主轴的功率或转矩特性进行分析,机床主轴所传递的功率或转矩与转速之间的关系,称为机床主轴的功率或转矩特性,如图2所示.需要注意的是实施的过程中必须配备分级变速箱.在对机械设备实施数控化改造时,对变速箱重新设计需要更换变速箱和液压系统两个设备,而这给改造技术带来一定的难度,延长了改造时间,提高了改造成本,不利于经济方面的技术改造要求.所以,在改造的过程中,保留原变速箱机构,将液压变速16级改造为液压变速4级.
3.4车床进给系统技术改造
进给系统的改造应在用户的要求下实施,改造过程中要保留刀架体、左滑座体等零部件,并在此基础上对车床的刀架实施简单的数控化技术改造.改造中先拆除原机床的T型丝杠、进给箱,然后将车床的减速齿轮箱正确安装在原机床设备的末尾处;实施减速处理的过程中采用一级齿轮,而后将原T型丝杠改造为滚珠丝杠;承载方式采用“单推-单推”式,如图3所示.这种支撑方式不仅能够对丝杠进行预拉伸安装,以减少丝杠因自重引起的弯曲,同时还能够有效提高丝杠拉压刚度.

图3 单推-单推
4 结语
对C5225立式车床数控化的改造是一个复杂、繁琐的过程,改造的过程中必须充分考虑各个方面的问题,比如经济、性能、效率等方面,以便能够综合提高C5225立式车床数控化技术.本研究对C5225立式车床进行的数控化改造,能够有效提高此型号车床的工作性能、效率,扩大其工作范围,同时减少经营成本,提高产品质量.改造后的机床不仅提高了机床的可维修性与机床技术性能,同时还提高了加工精度和工作效率,降低了成本.本改造应用于实际工作中能够大大提高企业经济效益.
[1]庄晓龙.C5225立式车床进给系统的数控化改造[J].煤矿机械,2007,28(7):137-138.
[2]庄晓龙.C5225立式车床的数控化改造[D].杭州:浙江工业大学,2006.
[3]庄晓龙.C5225立式车床刀架系统的数控化改造[J].装备制造技术,2007(4):99-100,111.
[4]苏纯,陈志伟,崔鹏飞,等.旧机床数控化再制造案例研究[J].机械设计与制造工程,2014(1):46-49.
[5]蔡泽华,于潜洋,马景新,等.PLC可编程控制器在数控立式车床中的应用研究[J].黑龙江科技信息,2015(18):110.
[6]任建生,王周.cQ5250立车之数控化改造[J].机电新产品导报,2005(11):92-95.
[7]刘志峰,许永华,刘学平.绿色产品评价方法研究[J].中国机械工程,2009,12(9):968-971.
[8]PRITSCHOW G,DANIEL CJUNGHANS G,SPERLING W.Open system controllers-A Chanllenge for the future of the machine toll industry[J].CIRP Annals-Manufacturing Technology,1993,42(1):89-93.
[9]章尽莹,王隆太.铲齿车床改造为内旋包络式数控螺杆铣床的技术研究[J].徐州工程学院学报,2006(9):63-66.
[10]邓利红,周建华.数控机床伺服系统故障分析[J].西安文理学院学报(自然科学版),2006,9(2):88-90.
[责任编辑王新奇]
Discussion on the Feasibility of Numerical ControlRemanufacture Technology of C5225 Vertical Lathe
HUANG Ming
(Chengyi College, Jimei University, Xiamen 361021, China)
In order to further improve the function of C5225 vertical lathe, and make it meet the processing requirements of curved surface parts, the numerical control remanufacture processing is implemented and analysis on its feasibility is carried out for C5225 vertical lathe. The research results show that the processing scope of the machine tool of C5225 vertical lathe can be expanded, and the production efficiency and the processing precision are improved through the numerical control remanufacture. The numerical control remanufacture technology can be used for the actual production.
C5225 vertical lathe; numerical control; remanufacture technology
1008-5564(2016)03-0053-04
2015-10-20
黄鸣(1981—),男,台湾淡水人,集美大学诚毅学院讲师,硕士,主要从事机械原理、机械设计等机械基础学科的研究.
TG515
A
猜你喜欢
山东冶金(2022年2期)2022-08-08
内燃机与配件(2022年2期)2022-01-17
设备管理与维修(2020年23期)2021-01-04
装备制造技术(2020年12期)2020-05-22
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
