
相同温度不同含水率条件下秸秆成型参数关系的试验研究
2016-11-09 07:14翁伟
农业与技术 2016年15期
翁伟
摘 要:秸秆含水率会对秸秆成型质量产生直接的影响,为提升秸秆成型的整体质量,笔者利用温度相同但含水率存在差异的秸秆样本展开秸秆成型的相关试验,得出了在相同温度下含水率与成型压力、生产率、单位产品能耗及成型效果的关系,并计算出含水率为13.8%时生产率最高;含水率为13.2%时的单位产品能耗最小;含水率为14.9%时有较好的成型效果,所需压力偏小;秸秆成型所需含水率最佳值为14%~15%。
关键词:秸秆;含水率;温度;试验
中图分类号:S210 文献标识码:A DOI:10.11974/nyyjs.20160832008
农作物秸秆能量密度低,结构疏松、分布分散,因此收集、运输、储存困难,使用很不方便。解决这一问题的措施之一是利用秸秆成型技术,将松散细碎的无定型秸秆挤压成质地致密、形状规则的成型燃料。原料挤压成型后,密度可达0.8~1.3g/cm3,能量密度与中值煤相当,成型后的秸秆成型燃料燃烧特性较成型前有明显改善,火力持久、黑烟小、炉膛温度高,且储存、运输、使用方便、干净卫生,可代替矿物能源用于生产和生活领域[1-3]。
影响秸秆成型的变量很多,总的分为2大类:工艺变量和物料特性变量[5]。工艺变量包括:成型部件的几何尺寸、保型筒的长度、成型加热温度、对物料施加的最高压力和压缩速度。物料特性[4]变量包括:秸秆的含水率、秸秆的形状和尺寸、尺寸分布、物料的生物化学特性和机械特性[6]。关于物料特性和部分工艺变量对成型的影响,国内外已经做了比较多的研究[4-8],但未见秸秆含水率对秸秆成型的影响的报道。为此,笔者设计本次试验,以研究相同温度下含水率对秸秆成型所需压力、生产率、单位产品能耗以及成型效果的影响。
1 材料与方法
1.1 材料
试验装置采用由河南农业大学农业部机电工程学院研制的HPB-Ⅲ型液压式生物质(秸秆)成型机(出口直径为130mm);其他配套装置:磅秤、粉碎机、干燥箱、温度计、喷雾器、天平、FD-G2稻麦草水分测定仪、噪音计、游标卡尺、30~100A电度表、秒表等。
1.2 不同含水率试验原料
笔者选择的玉米秸秆由新郑市郊区生产,在对其进行自然晒干和粉碎处理后,获得的玉米秸秆原料粒度在0~6cm之间,经随机抽取计算其平均力=粒度在3.1cm左右,对其进行检测发现其平均含水率在9.5%左右,为保证试验结果的准确性和有效性,笔者人工在空气流通非常小的相对封闭环境中对原料进行加湿处理,并在加湿的同时对原料进行充分搅拌,保证其湿度均匀,在此过程中共对此操作重复11次。加水量逐次加大。
1.3 方法
试验于2005年11月,在河南省新郑市秸秆成型机推广试点进行。试验进行时环境温度为16~19℃,环境湿度为26%。
笔者将成型机指示温度设定为250℃,并将原料的种类、粒度、喂入频率等可能影响成型机组运行状态和试验连续性、可操作性的因素设定为相对稳定或固定的定值。
测试方法为:读出电表的初始值,成型机组运行稳定后,笔者在相同的环境中,将含水率存在差异的原料分别加入,并保持持续生产30min,每次分别记录电表的初始值和最后读数。每5min读1次压力表和噪音计的读数,同时利用成型棒料,在原料的温度达到常温的情况下,对直径进行测量,并计算其平均值;确定生产量。
2 测试结果与分析
测试结果如表1所示:
结合以上数据和信息得出以下结论:
由图1看出,生产率和含水率之间的关系可以通过抛物线曲线进行表示,其拟合曲线为:
y = -2.6908x2+74.169x-39.304、相关系数R = 0.9172
计算得出含水率为13.8%时生产率最高。
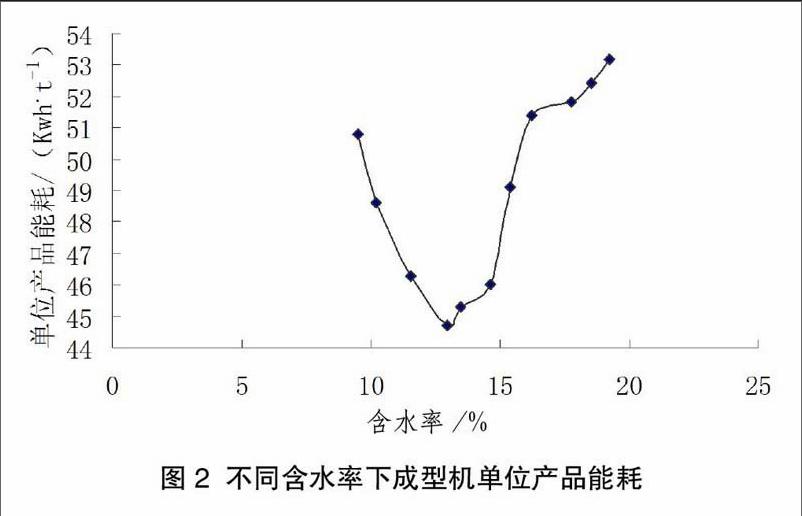
由图2得出,单位产品能耗与含水率的关系曲线接近抛物线,其拟合曲线为:
y = 0.225x2-5.9493x+85.763、相关系数R = 0.8821
在含水率为13.2%的情况下,单位产品能耗也将达到最低程度。
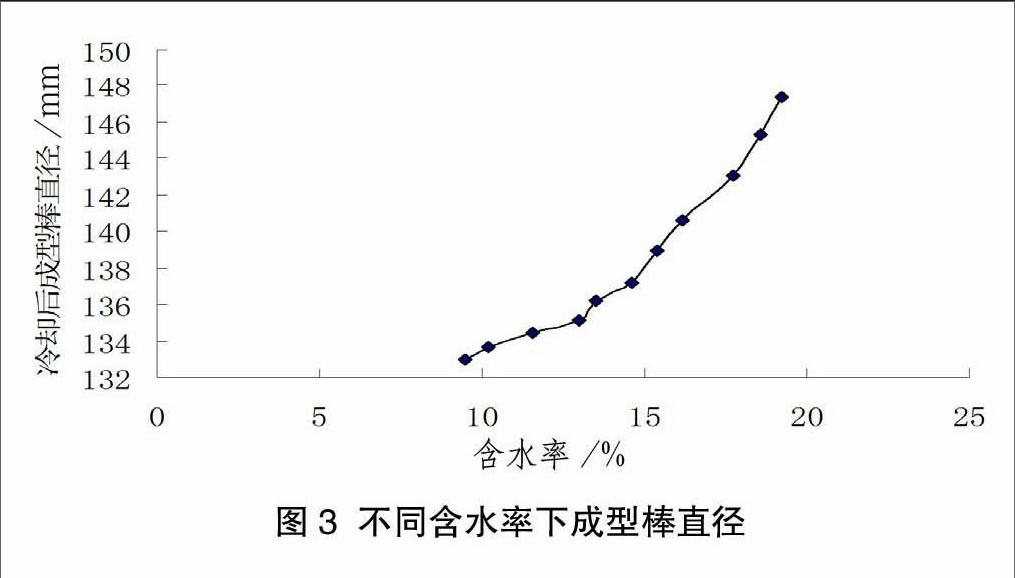
由图3看出,含水率变化同时对应的成型棒直径变化趋势可以通过近似直线表示,其拟合曲线为:
y =1.4407x+117.75、相关系数R = 0.9672
在含水率为9.5%的情况下的成型棒直径虽然达到最低程度,但密度却上升到最大值,原料含水率与秸秆成型棒的出模直径之间表现出显著的正相关性。
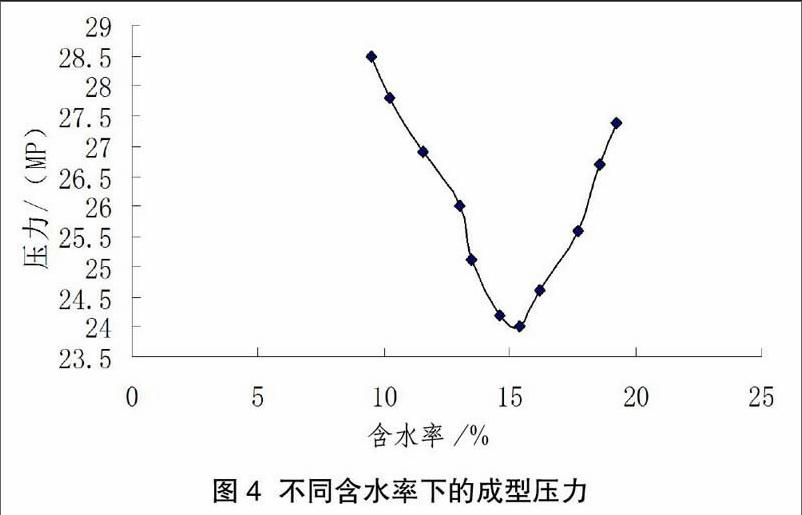
通过测试试验结果分析如图4,压力与含水率的关系曲线呈抛物线,其拟合曲线为:
y = 0.1442x2-4.3182x+56.946、相关系数R = 0.9547
计算得出有较好的成型效果的原料含水率为14.9%,此时对成型压力的依赖性较低。通过试验可以发现,在含水率过低的情况下,成型机工作压力会表现出较高的水平,而且产生的噪音也非常大,加剧了设备的损耗和烘干生物质的能量消耗,在经济性和环境性等方面均不理想;而在含水率过高的情况下,如果成型温度条件不发生改变,秸秆的传热速度会相对降低,蒸发多余的水分过程中能量被消耗,使成型套内易出现一定的高压蒸汽,为“放炮”现象的发生提供了条件,此时秸秆正常成型也会受到严重的影响,膨胀较大的成型块数量明显增多[8]。
3 小结
秸秆含水率是影响秸秆成型的主要因素之一,不同含水率的秸秆在成型过程中,其生产率、单位产品能耗、设备工作压力及成型效果差别很大。试验表明:含水率为13.8%时的生产率最高;含水率为13.2%时的单位产品能耗最小;含水率为14.9%时有较好的成型效果,所需压力偏小。并得出秸秆成型最佳的含水率范围为14%~15%,为秸秆成型机的改进和设计提供了一定的依据。
本次试验是对实验中的部分因素进行了强制性的统一,如原料的种类和粒度等方面,具有一定的局限性,因此在多因素的影响下含水率和压力、单位产品能耗等的关系还需进一步试验。
参考文献
[1]张百良,李保谦.HPB-I型生物质成型机的应用研究[J].太阳能学报,1999,20(3):234-238.
[2]张百良.HPB-I型生物质成型机的试验研究[J].农业工程学报,1999,15(3):133-136.
[3]李保谦,张百良,马孝琴.液压驱动式秸秆成型技术研究及其产业化[C].2000年国际可再生能源研讨会论文集,2000.
[4]马孝琴.生物质(秸秆)成型燃料燃烧动力学特性及液压秸秆成型机改进设计研究[D].河南农业大学博士学位论文, 2002(44).
[5]孟庆兰.生物质压块挤压部件结构参数的优化设计[J].农业工程学报,1994, 10 (4) :142-147.
[6]0Dogherty,M.J.Wheeler,J.A.The effect of die diameter,mode of loading and chopping on the compression of straw to high densities in closed cylindrical dies[J].Divisional note dn/1103, national institute of agriculture engineering,silsoe,1982.
[7]何元斌.生物质压缩成型燃料及成型技术(一)[J].农村能源,1995(5):12-14.
[8]康德孚,孟庆兰.生物质物料热压成型工艺参数的探讨[J].农业工程学报,1994,10(3):121-126.
猜你喜欢
林业机械与木工设备(2022年5期)2022-05-27
疯狂英语·新读写(2021年8期)2021-11-05
中国粉体技术(2021年1期)2021-01-04
中国化肥信息(2020年2期)2020-11-14
今日农业(2020年19期)2020-11-06
长江科学院院报(2018年12期)2018-12-19
小学生优秀作文(高年级)(2018年4期)2018-09-11
中国资源综合利用(2017年4期)2018-01-22
电子制作(2016年1期)2016-11-07
少儿科学周刊·儿童版(2016年1期)2016-03-14
