
高玻纤含量尼龙10T材料熔接线性能研究
2016-11-14 06:03龙杰明麦杰鸿姜苏俊
橡塑技术与装备 2016年2期
龙杰明,麦杰鸿,姜苏俊
(金发科技股份有限公司产品研发中心 塑料改性与加工国家工程实验室,广东 广州 510520)
高玻纤含量尼龙10T材料熔接线性能研究
龙杰明,麦杰鸿,姜苏俊
(金发科技股份有限公司产品研发中心 塑料改性与加工国家工程实验室,广东 广州 510520)
制备高含量玻纤增强的尼龙10T材料并对材料的熔接线性能进行研究。研究结果表明:尼龙基体树脂的结晶行为对熔接线性能有明显的影响,结晶温度低,结晶慢的材料熔接线强度会相对较高。成核剂、炭黑和尼龙黑色母对材料的结晶行为有影响,从而影响材料的熔接线强度。成型过程中熔体温度和模具温度对熔接线强度影响很大。
尼龙10T;熔接线;注塑成型;强度;成核剂;结晶
注塑成型是聚合物加工中最重要的手段之一,在注塑过程中,当采用多浇口或型腔中存在孔洞、嵌件以及制品厚度尺寸变化较大时,塑料熔体在模具内会发生两个方向以上的流动,当两股熔体相遇时,就会在制品中形成熔接线,熔接线的形态结构和力学性能完全不同于注塑制件的其他部位[1]。熔接线的存在,不仅影响制品的外观品质,而且对制品的力学性能影响很大,特别是对于纤维增强材料的影响更为明显。熔接线影响区的性质主要由熔体流动前沿的流变状态和分子聚集态结构所决定,凡影响分子链缠结、结晶取向和分子热作用的因素都会影响到熔接线强度。
半芳香族尼龙的优点是耐热温度高、吸水率低,能广泛用于航空、航天、军工、化工等有特殊要求的领域[2]。聚对苯二甲酰癸二胺(PA10T)是一种新型半芳香族尼龙,由金发股份有限公司研发成功[3]。PA10T是一种生物基材料,其单体之一癸二胺源自可再生资源蓖麻油;与其他尼龙材料(如PA6、PA66)相比,PA10T具有更低的低吸水率,因而具有更好的尺寸稳定性,有着非常广泛的应用。半芳香族尼龙10T具有优异的机械强度、耐热性、耐化学药品性、耐磨损性和自润滑性,且吸水率极低,能够克服传统尼龙材料(PA6、PA66)在使用过程中因吸水导致强度和刚性的大幅度降低,在长期使用过程中能保持高强度、高刚性和高的尺寸稳定性,是以塑代钢极佳材料。由于PA10T的结晶温度高而且结晶速度快,因此熔接线强度要比传统尼龙基材料低,特别在高玻纤含量的材料中,差别就更明显。在结构性的产品设计和应用上必须重点考虑熔接线强度的影响。
本文研究主要是配方组分和工艺对于高玻纤含量尼龙10T材料熔接线强度的影响,分析主要的影响因素,在此基础上优化配方,调节工艺,改善熔接线的强度。
1 实验部分
1.1 材料和仪器
半芳香族尼龙10T树脂:相对黏度2.3,金发科技股份有限公司。
脂肪族尼龙6树脂:相对黏度2.7,广东新会美达有限公司。
脂肪族尼龙66树脂:相对黏度2.7,河南平顶山神马集团。
短切玻璃纤维:纤维直径10 μm,重庆国际复合材料有限公司。
挤出设备:40D型双螺杆挤出机,南京瑞亚佛斯特高聚物装备有限公司;
注塑机:HTF86/TJ,宁波海天塑机集团有限公司;
万能材料试验机:型号BT2-FR020TEW-A50,德国ZWICK公司;
示差扫描量热仪: 型号 DSC 209F3,德国耐驰公司。
1.2 样品制备
1.2.1 尼龙6共混物的制备
将尼龙6树脂按比例和其他组分(不包括玻纤)预先混合均匀,玻璃纤维侧喂。再用特定螺杆组合的双螺杆挤出机在螺杆转速为300 r/min,真空度-0.08~-0.04 MPa,螺筒温度为220~250 ℃的条件下混合均匀。熔融聚合物离开挤出机后用水骤冷,然后造粒,得到玻纤增强尼龙6材料。
1.2.2 尼龙66共混物的制备
将尼龙66树脂按比例和其他组分(不包括玻纤)预先混合均匀,玻璃纤维侧喂。再用特定螺杆组合的双螺杆挤出机在螺杆转速为300 r/min,真空度-0.08~-0.04 MPa,螺筒温度为240~280 ℃的条件下混合均匀。熔融聚合物离开挤出机后用水骤冷,然后造粒,得到玻纤增强尼龙66材料。
1.2.3 尼龙10T共混物的制备
将尼龙6树脂按比例和其他组分(不包括玻纤)预先混合均匀,玻璃纤维侧喂。再用特定螺杆组合的双螺杆挤出机在螺杆转速为300 r/min,真空度-0.08~-0.04 MPa,螺筒温度为270~320 ℃的条件下混合均匀。熔融聚合物离开挤出机后用水骤冷,然后造粒,得到玻纤增强尼龙10T材料。
1.3 材料测试和标准
拉伸和熔接线强度测试:将材料在120 ℃下干燥6 h后按标准注塑成型进行测试。拉伸强度和熔接线拉伸强度按照ISO 527-1/-2标准测试,拉伸速率10 mm/min,各个材料测量10个数据取平均值。
DSC测试条件:保护气为高纯N2气;升温程序: 30 ℃恒温3 min,10 ℃/min升到340 ℃,恒温5 min,10 ℃/min降到30 ℃,恒温3 min,10 ℃/ min升到340 ℃。
2 结果与讨论
2.1 不同基体尼龙材料熔接线强度对比
由表1数据可以看出,不同尼龙基体材料的熔接线强度有较大的差异,在正常的加工温度下,脂肪族尼龙(PA6和PA66)的熔接线强度要明显高于半芳香族尼龙PA10T的熔接线强度。表1中尼龙材料的结晶温度从高到低排列为PA10T> PA66>PA6,相应的熔接线强度为PA6>PA66 > PA10T。熔接线强度的高低取决于界面处高分子链是否有足够时间和能量来进行扩散,以形成分子链之间的有效缠结。在相同的模具温度下,材料结晶温度越高,冷却速度就最快,熔接线位置的分子链无法进行有效的缠结,因而强度比较低。
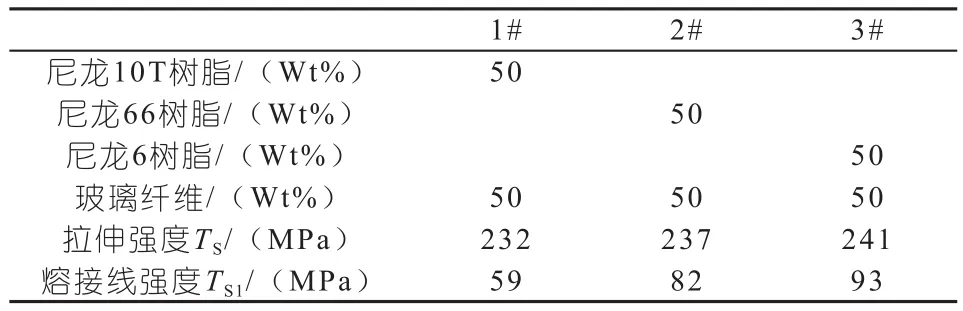
表1 不同尼龙材料的熔接线强度对比
2.2 成核剂和黑种对于熔接线强度的影响
成核剂和黑种对于熔接线强度的影响如表2所示。
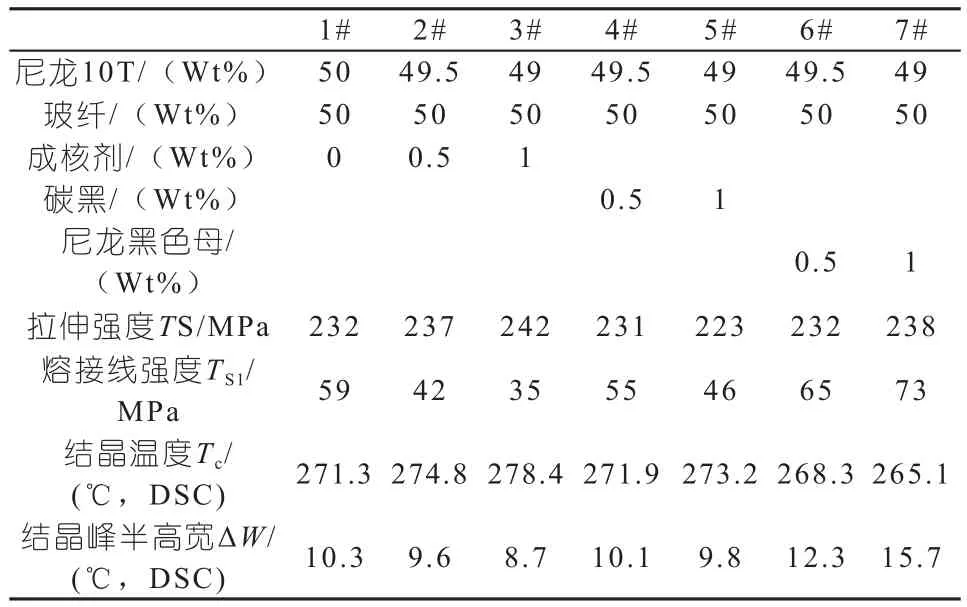
表2 成核剂和黑种对于材料熔接线强度的影响
尼龙改性材料中通常会用到成核剂和黑种,而这两种添加剂对于材料的性能都有影响。成核剂对于材料拉伸强度和熔接线强度都有影响,随着成核剂量的增加,材料拉伸强度会有一定的提高,但熔接线强度却明显降低。加入1%的成核剂,熔接线强度由59 MPa降低至35 MPa,下降幅度超过40%。材料的结晶温度由原来的271.3 ℃升高到278.4 ℃,并且结晶峰半高宽由原来的10.3 ℃降低到8.7 ℃。成核剂在玻纤增强尼龙体系中能明显提高结晶温度和加快结晶速率。和没有成核剂的材料相比,材料冷却的速度会更快,熔接线位置的分子链有效缠结的效果会变差,因而材料的熔接线强度会有明显降低。另外,成核剂在PA10T材料的加工温度下会有部分分解产生小分子的瓦斯气,瓦斯气的存在会使熔接线位置的分子链扩散缠结受阻从而使熔接线强度降低。成核剂的含量越高,瓦斯气的含量也就相对增加,熔接线强度就越低。
表2数据表明:炭黑对于材料熔接线强度也有明显的影响,炭黑含量越高,熔接线强度越低。对于50%玻纤增强的PA10T材料,添加1%的炭黑,熔接线强度降低22%。炭黑在玻纤增强尼龙体系中有对材料结晶行为也有影响,有点类似成核剂的作用,使材料结晶温度提高,并且结晶速度加快,但影响的效果都不是很明显。但实际上炭黑的添加会使材料熔接线强度有明显的降低,跟炭黑在材料中分散效果有关。炭黑的比表面积大,在材料中容易团聚,团聚态的炭黑附在分子链上,会使分子链的缠结效果减弱,因而使得熔接线强度明显降低。尼龙黑色母和碳黑的作用完全相反,加入1%的尼龙黑色母,材料结晶温度降低6.2 ℃,并且结晶峰半高宽也由原来的10.3 ℃增加至15.7 ℃。尼龙黑色母能明显降低材料的结晶温度,并且材料结晶速度也明显变慢,因而熔接线位置的分子链能有更多的时间来扩散进行有效缠结,材料熔接线强度不会降低反而会有明显的提高。
2.3 注塑工艺对于材料熔接线强度的影响
能对熔接线强度影响的工艺参数包括:熔体温度,模具温度,注塑速度,注塑压力和保压压力等。高分子链活动非常依赖温度,升高温度可以加速分子链的扩散和缠结,同时可以降低材料的熔体黏度,使得分子链有更好的缠结,因而能提高熔接线强度。由于温度是工艺中影响最大的因素,所以重点考察了成型温度和模具温度对于50%玻纤增强PA10T材料熔接线强度的影响。

表3 熔体温度和模具温度对于材料熔接线强度的影响
由图1可以看出,熔体温度对熔接线强度有明显影响,熔接线强度随着注塑温度的提高先明显增加而后趋于平缓。当熔体温度由310 ℃升高到350 ℃,熔接线强度可以提高大约20%。提高熔体温度是有利于改善熔接线强度,但这种改善是有一定限度的,当熔体温度升高到一定程度,再提高成型温度对于熔接线强度的影响不大。模具温度对于熔接线强度的影响最为明显(图2),在实验温度范围内,熔接线强度随着模具问题升高而增加。模具温度由50 ℃升高至160 ℃,熔接线强度由59 MPa升高到90 MPa,提高53%。
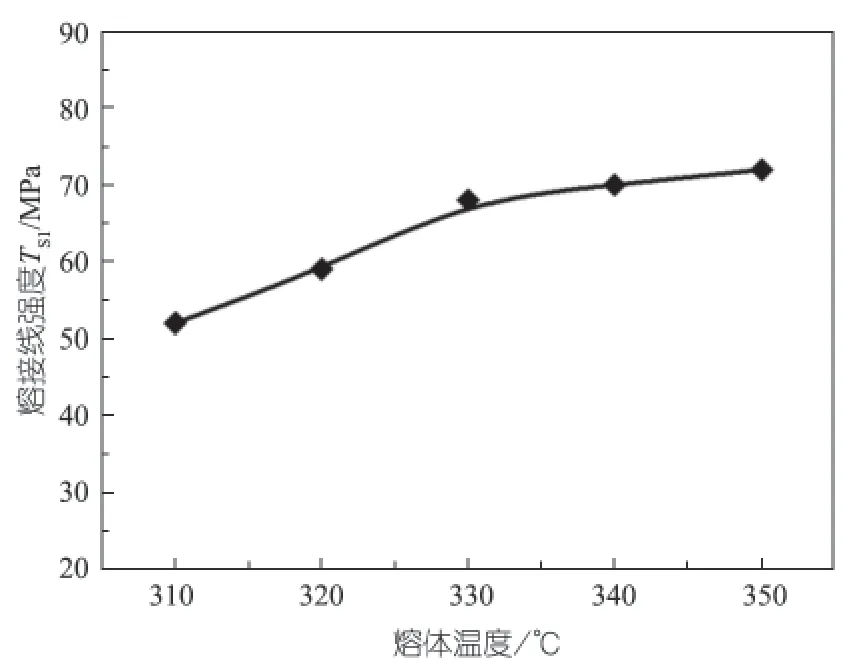
图1 熔体温度对熔接线强度的影响
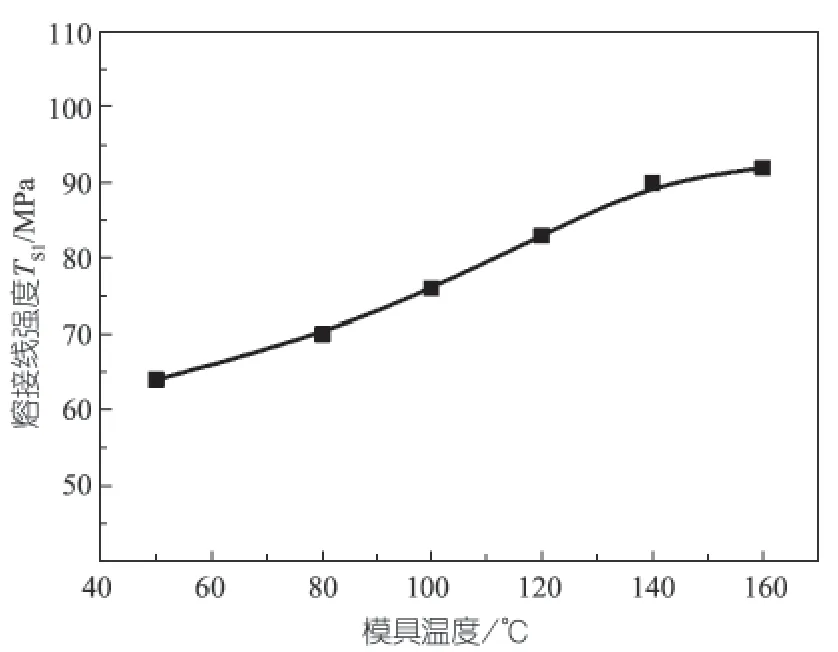
图2 模具温度对熔接线强度的影响
对于纤维增强注射成型制件,在非熔接线区域,纤维取向是典型的“表层—中心”结构,表层纤维取向平行于流动方向,而在中心纤维取向垂直于流动方向,中心层的比例随制件的厚度增加而增加。而在熔接线区域,在整个厚度方向上部分纤维取向平行于熔接线方向,熔体温度和模具温度的升高,将加速高分子和纤维的运动、松弛、扩散和缠结,从而使分子链有较好的缠结,增加了纤维在熔接界面的穿越密度,从而提高了熔接处的强度。同时随着温度的提高,会增加表层沿流动方向取向程度的增加,进而增加熔接线的强度。
有文献报道[5,6],在玻纤增强PA66材料中,在影响材料熔接线强度的因素中熔体温度的贡献最大,熔体温度的影响因子可以达到70%。由于高温尼龙PA10T成型温度比较高,加工窗口相对较窄,因此熔体温度对熔接线强度的贡献没有PA66材料大,模具温度的贡献相对要大一些。在实际的应用中,用适当高的成型温度和高的模具温度,能够非常有效的提高材料的熔接线强度。
3 结果与讨论
(1)不同尼龙基体材料的熔接线强度有明显差异,结晶温度低,结晶速度慢的材料熔接线强度相对要高;
(2)成核剂和炭黑会让材料的结晶温度提高,结晶加快,从而导致熔接线强度降低,尼龙黑色母使得材料结晶温度降低,结晶变慢,可以提高材料的熔接线强度;
(3)熔体温度和模具温度对于材料的熔接线强度影响很大,特别是模具温度。在材料不分解的条件下,升高成型温度和模具温度能明显改善材料的熔接线强度。
[1]邓如生. 共混改性工程塑料[M]. 北京:化学工业出版社,2003:68.
[2]马建民,宋诗文,郭健. 新型耐热尼龙[J]. 现代塑料加工应用,2003,15(2):41~44.
[3]曹民,章明秋,黄险波等.聚对苯二甲酸酰癸二胺的合成与表征[J]. 石油化工,2008,37(7):714~717.
[4]杨扬,董斌斌,刘春太. 成型温度对纤维增强注塑熔接线拉伸性能的影响. 郑州大学学报(工学版),2004,25(1):102~104.
[5]刘春太,赵延军,黄霞,等. 纤维增强PA66注塑熔接线拉伸性能的研究. 中国塑料,2004,18(1):55~58.
(R-01)
Performance of high glass content nylon 10T material weld lines
Research on the weld line performance of high content glass fi ber reinforced Nylon 10T material
Long Jie-ming,Mai Jie-hong,Jiang Su-jun
Research and Development Center,National Engineering Laboratory for Plastic Modifi cation and Processing,Kingfa Science and Technology Co.,Ltd.,Guangzhou 510520,Guangdong, China
The weld line performance of high content glass fiber reinforced nylon 10T materials was studied. The results of research show that the crystallization behaviors of nylon resin have signifi cant effect on the performance of weld line; the material with lower crystallization temperature and slower crystallization rate will have higher weld line strength. Nucleating agent,carbon black and nylon black female have infl uence on the crystallization behavior of material,which affect the weld line strength. In the process of forming the melt temperature and mold temperature have a great infl uence on the weld line strength.
nylon 10T; weld line; injection molding; strength; nucleating agent; crystallization
TQ327.1
1009-797X(2016)02-0020-04
B
10.13520/j.cnki.rpte.2016.02.007
龙杰明(1978-),男,博士,从事特种工程塑料合成及共混改性研究。
2015-08-04
猜你喜欢
小学科学(学生版)(2019年7期)2019-08-01
橡胶科技(2018年4期)2018-02-17
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15
舰船科学技术(2016年1期)2016-02-27
橡胶科技(2016年8期)2016-02-24
中国塑料(2015年10期)2015-10-14
科学启蒙(2015年9期)2015-09-25
橡胶工业(2015年8期)2015-07-29
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01
