电石法乙炔技术改进总结
2016-11-16 03:07鲁丽敏
中国氯碱 2016年9期
鲁丽敏,刘 晶
(内蒙古亿利化学工业有限公司,内蒙古 鄂尔多斯 014300)
电石法乙炔技术改进总结
鲁丽敏,刘晶
(内蒙古亿利化学工业有限公司,内蒙古 鄂尔多斯 014300)
介绍了内蒙古亿利化学工业有限公司乙炔装置主要技术改进工作,阐述了各类固相、气相回收的工艺原理及工艺流程,分析了经济效益。
乙炔装置;回收;改进
内蒙古亿利化学工业有限公司,主要产品为烧碱和聚氯乙烯(PVC),其中,聚氯乙烯产能为50万t/a。采用湿法电石工艺,并采用次氯酸钠清净,通过对乙炔气回收及废水回用的改造,乙炔法生产对乙炔装置进行了多次改造,减少乙炔电石消耗及能耗,取得了一定经济效益。
1 电石灰回收
1.1电石灰制球改造
电石破碎、输送、贮存过程中产生大量电石灰,经分析发气量在80 L/kg左右,若可回用,可降低电石消耗,同时避免电石灰运输、处理过程中产生的额外费用。
按亿利化学目前的50万t/a PVC产能,产生的电石灰约为20 t/d,如将电石粉直接投入发生器中回用,电石粉尘与水反应剧烈,并放出大量的热和乙炔气,不利于生产安全,因此,采用电石灰压制成球改造,利用高压成型技术,将电石灰制成粒度大小为50 mm左右的球体(电石破碎后粒度为50~80 mm),投入发生器中,反应速度均匀,满足乙炔反应器的生产要求,具体流程见图1。
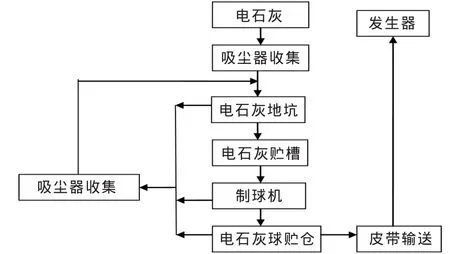
图1 电石灰制球回收工艺流程图
该公司乙炔装置电石灰制球项目自2014年12月投产以来,运行平稳,2015年全年共计回收电石灰5 858.75 t,全年电石单耗下降0.002 t电石/t PVC,共计节约电石采购费用约264万元见表1。
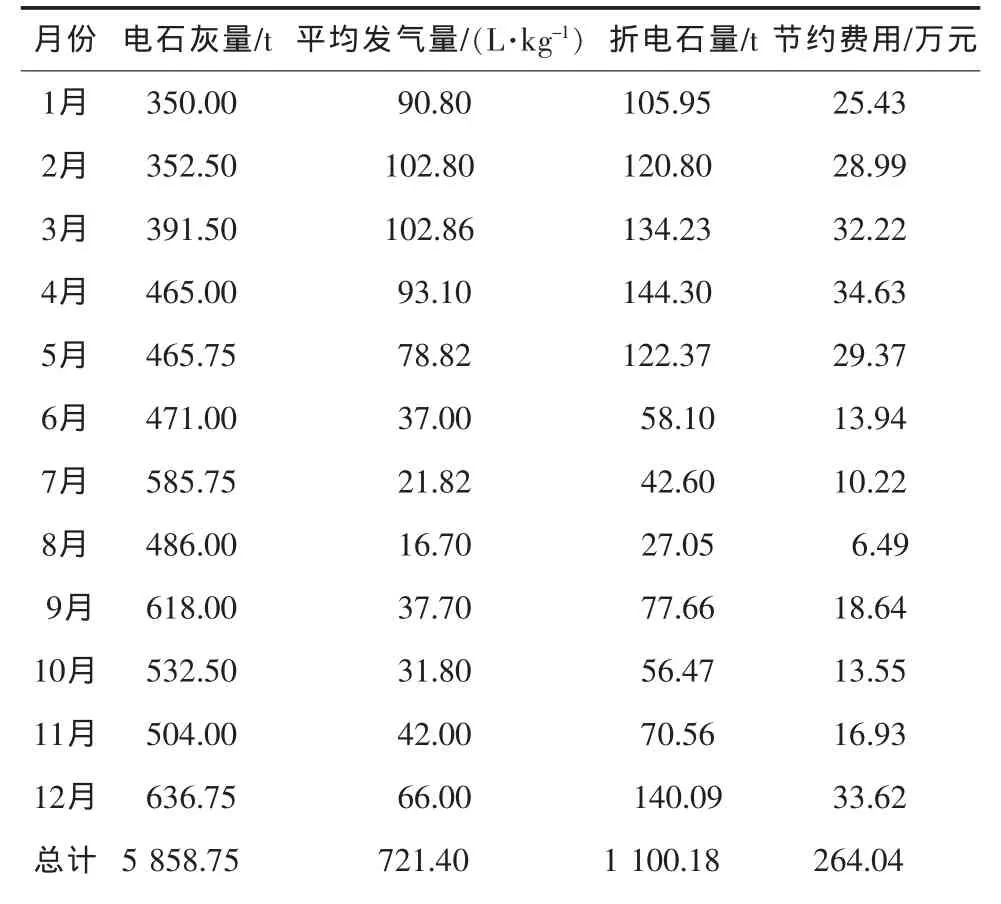
表1 2015年电石灰制球回收数据及经济效益
1.2破碎电石直供发生器改造
原乙炔装置及电石输送流程为:

输送线路较长,且电石贮存量较大,产生较多电石灰,造成电石损耗高,因此在确保电石供应后,将电石输送流程改造为:

电石破碎后,在发生器需要加料时,通过皮带直接加入发生器中,当发生器不需要加料时,电石进筒仓贮存,这样可减少筒仓存量,降低电石风化量,减少损耗,同时可缩短运输,减少运输过程中的损耗,按照公司50万t/a PVC的产能计算,每天约消耗电石2 000 t,改造后每天可有1 000 t电石直接投入发生器使用。根据以往监测筒仓电石风化程度数据所得,1吨电石储存一两天约有1‰的损耗,因此每日减少1 000 t电石进入筒仓储存,可节约电石1 t/d;将电石筒仓的储存量控制在2 000 t左右,减少储存损耗,可节约电石2 t/d,共计每月可节约电石90t。按照目前电石市场价2 400元/t计算,每月可减少电石风化费用为:3×30×2400=21.6(万元)。
2 乙炔气回收
2.1渣浆乙炔气回收
湿法电石生产乙炔气工艺,发生器中水与电石发生放热反应,发生器温度约在85℃,反应生成的部分乙炔气以饱和态溶解于电石渣浆液中,因乙炔气在渣浆中固相和液相内的分配比例不同,约占总量80%的乙炔与固体Ca(OH)2颗粒结合在一起,约20%溶解于水中,因此,乙炔在渣浆中的溶解度远大与水中的饱和溶解度。经试验研究证明,80℃下渣浆溶液中乙炔气含量为300~400 mg/kg[1]。
渣浆乙炔气回收原理是利用真空条件将出发生器的高温渣浆液进行汽提,采取真空闪蒸原理将渣浆中乙炔脱析并利用,具体流程见图2。
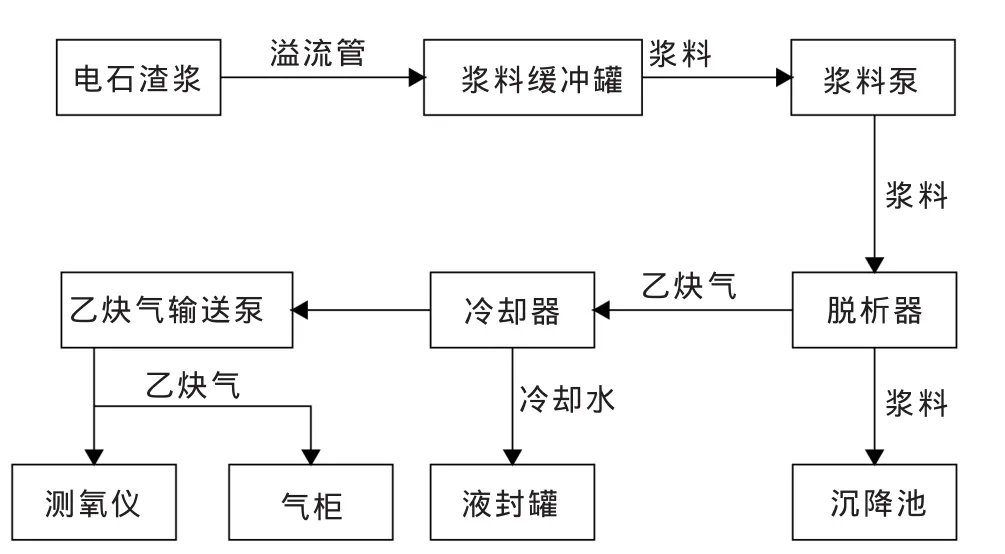
图2 乙炔气回收装置工艺流程图
2013年,该公司实际回收乙炔气2 710 t,平均回收乙炔气纯度为97.5%,回收率达90.52%,具体月产量见表2。

表2 2013年公司乙炔回收数据表
2013年公司折标电石单耗为1.368t电石/tPVC,较之回收系统投用前2011年折标电石单耗1.446 t电石/t PVC有较为明显下降。
2013年系统共计回收乙炔气2 710 t,折合节约折标电石=2 710×1 000/(1.171×300)=7 714(t),2013年全年电石发气量为291.6 L/kg,即可节约电石7 936 t,按照电石单价为2 700元/t计算,则全年可节约2143万元。
2.2废次钠乙炔气回收
乙炔工艺中,次氯酸钠清净工艺采用有效氯0.085%~0.12%的次氯酸钠溶液,与乙炔气接触去除乙炔气中的硫化氢、磷化氢等杂质气体,反应过程中,部分乙炔气溶解于反应后的废次氯酸钠溶液中带出系统,造成乙炔气的浪费。
美国对华制冷剂R-134a作出反倾销肯定性初裁
近日,美国商务部宣布对进口自中国的制冷剂1,1,1,2-四氟乙烷(R-134a))作出反倾销肯定性初裁。初步裁定的倾销幅度为137.23%~188.94%。
与此同时,美国商务部初步裁定中国全部涉案企业均存在为规避可能作出的肯定性初裁结果而大量出口涉案产品的紧急情况。因此临时反倾销措施将追溯执行前90天内出口至美国的涉案产品。
2016年3月24日,美国商务部宣布对进口自中国的1,1,1,2-四氟乙烷启动反倾销立案调查。2016年6月6日,美国国际贸易委员会(USITC)对进口自中国的涉案产品作出反倾销产业损害肯定性初裁。
预计美国商务部将于2017年2月14日公布本案终裁结果,美国国际贸易委员会将于2017年3月作出本案产业损害终裁。
据美方统计,2015年美国自中国进口涉案产品的总量约1.4万t,进口总额约4 620万美元。
经分析,废次氯酸钠溶液有效氯含量<0.06%,乙炔气含量为500 mg/L左右,经真空闪蒸原理将废次氯酸钠溶液中乙炔气脱析并回用,脱析后的废次氯酸钠溶液亦可进行重复利用。废次钠乙炔气回收具体流程图见图3。

图3 废次钠乙炔气回收流程图
脱析出乙炔气纯度为96.8%,脱析后废次氯酸钠溶液含乙炔为200 mg/L左右。
按照目前50万t/a PVC产量,则废次钠产生量为60 t/h,按照上述分析数据,可回收乙炔气155 t,折合为折标电石441 t,按照电石单价为2 700元/t计算,则全年可节约119万元。
除此之外,脱析后废次钠溶液,因乙炔含量降低,可进行回用,但为确保系统中氯离子含量不对下游水泥生产造成影响,仍需定期进行废次钠溶液排放,以减少氯离子富集。
2.3其他改造
乙炔系统在皮带及进料处设置除尘系统,在回收电石贮运过程中产生的电石灰的同时,亦可减少粉尘污染。除此之外,还可考虑对发生器底部排渣系统进行技改,对排出电石进行再次搅拌,回收生成乙炔气及液相中乙炔气。
上述改造工作,为公司降低电石单耗起到了较大作用,2013年起,公司电石单耗逐步下降见表3。
3 乙炔系统运行中存在问题
3.1渣浆乙炔气回收系统真空问题
乙炔气回收,均采用负压脱析工艺,因此,系统负压大小决定脱析出乙炔气的多少,而系统负压的大小除决定于设计能力外,主要受进真空泵乙炔气温度即冷却器冷却效果影响。因发生器反应温度为80℃左右,因此,脱析后乙炔气温度较高,若冷却效果不好,进入真空泵乙炔气温度较高,会造成真空度下降,回收气量降低,且回收气体中水蒸气含量较大。尤其夏季环境温度较高,换热效果下降,对回收系统运行效果影响较为明显。目前,该公司渣浆乙炔气回收系统冬季真空度约为-46 kPa,冬季真空度约为-50 kPa。

表3 公司逐年电石单耗表
3.2乙炔系统结垢问题
目前,制约乙炔系统运行的主要问题即为系统亦结垢问题,需定期清理问题,且此问题随着公司生产负荷逐步提高日益凸显。导致问题主要原因为发生器乙炔气气速较大,且温度交道,夹带电石泥较多,亦导致冷却、清净、压缩系统结垢。针对此问题,公司在加强冷却塔冷却效果控制的同时,计划进行洗泥器技改。扩大洗泥器容积,增加洗泥器进水流量,强化粗乙炔气脱泥、降温冷却效果,缓解结垢问题;同时,仍可考虑采用增加空塔等手段,降低乙炔气流速,减少电石泥夹带量。
3.3乙炔系统废水排放问题
湿法乙炔工艺用水量较大,因此,面临着较为严重的废水排放问题,为减缓后系统污水处理压力,降低生产水用量,乙炔系统同样进行了清液降温、废次氯酸钠回用等一系列废水回用技改工作,技改实施后,生产水用量、废水排放量下降较为明显,但仍存在回用废水导致冷却、清净系统结垢问题,需进一步考虑解决。
[1]严福英.聚氯乙烯工艺学.化学工业出版社,1996:15-17.
Technical improvement of acetylene by calcium carbide method
LU Li-min,LIU Jing
(Inner Mongolia Elion Chemical Industry Co.,Ltd.,Ordos 014300,China)
This paper introduced the main technical improvement of the acetylene plant,which affiliated of Inner Mongolia Elion Chemical Industry Company,expounded the principle and process of the recycling technology from the solids and gases,analyzed the recovery economic benefit.
acetylene plant;recovery;improvement
TQ221.24+2
B
1009-1785(2016)09-0022-03
2016-07-21
猜你喜欢
化工管理(2022年14期)2022-12-02
商品与质量(2021年31期)2021-11-23
企业改革与管理(2021年2期)2021-04-02
上海节能(2020年3期)2020-04-13
世界有色金属(2019年18期)2019-12-26
科普创作(2018年1期)2018-11-30
中国盐业(2018年12期)2018-09-21
中国环保产业(2014年4期)2014-03-10
自动化博览(2014年8期)2014-02-28
中国氯碱(2014年10期)2014-02-28