
CCS水电站球阀安装
2016-11-18 09:38贾栋林
水电站机电技术 2016年9期
贾栋林
(中国水利水电第十四工程局有限公司机电安装分公司,云南昆明650041)
CCS水电站球阀安装
贾栋林
(中国水利水电第十四工程局有限公司机电安装分公司,云南昆明650041)
厄瓜多尔辛科雷水电站(简称CCS水电站)地下厂房装有8台进水球阀,分别由哈电和安德里茨公司设计制造,型号为QF678.7-WY2200,本文将详细介绍该电站进水管节焊接、球阀安装流程及安装中的重点和难点,供同类型球阀安装时进行借鉴。
进水球阀;进水管节焊接;安装流程;介绍
1 工程概况
CCS水电站地下厂房装有8台双面密封卧式油压操作球阀,型号为QF750-WY2200,电站额定水头678.7 m,水轮机为立轴6喷嘴冲击式机组,压力钢管为1管4岔管,每个岔管在机组进水口安装有一套进水球阀,球阀流通直径2 200 mm,接力器活塞直径500 mm,接力器行程1 440 mm,工作油压6.3 MPa,最大瞬间水锤压力6.83 m。球阀安装主要分以下几个部分:进水管节、球阀本体、伸缩节、接力器、管路及阀门等,其中球阀本体自重102 t,阀体及活门材料为ASTMA148Cr80-50,阀轴材料为20SiMn。
CCS电站球阀安装于水轮机配水环管上游,主要由阀体、活门、工作密封、检修密封、轴承、操作机构等组成。阀体底部带有整体安装底脚,可将全部垂直荷载传递到混凝土基础上。球阀系液压操作,卧轴双面密封球阀,上游为检修密封,下游为工作密封。上游设有进水接管,下游设有伸缩节以及旁通管路、油水管路。水平位置布置有不锈钢压力测孔,在球阀的下游侧设有伸缩节(其伸缩量为30 mm,伸缩节为松套法兰式结构)。在伸缩节顶部有自动空气阀法兰接口;在伸缩节的右侧设有外开式进人门等。
2 施工流程简图
施工流程图见图1。
3 安装准备
对到货设备进行清点,检查及清洗进水管节、球阀密封、伸缩节、配水环管的各个密封面。

图1 施工流程简图
球阀安装前,检查测量配水环管及引支压力钢管的实际中心,确定球阀高程、X轴线和Y轴线,同时检查压力钢管与配水环管轴线的同轴度。球阀安装基准测量如图2所示:

图2 球阀安装基准测量示意图
4 球阀和接力器基础安装
1)由于接力器的基础板较大,需在土建绑扎接力器基础结构钢筋前将接力器基础墩摆放在预留坑内,并根据设计图纸初步调整接力器基础支墩的高程和中心,待土建二期混凝土浇筑完成后进行球阀基础和接力器基础的安装。
2)首先安装球阀基础板及其预埋螺栓,先测量配水环管中心线到球阀基础板顶面的距离,根据图纸尺寸采用调整螺栓调整基础板水平及顶板高程,使其满足设计图纸要求,根据已确定的球阀高程、X轴线和Y轴线,完成球阀基础板的中心和高程调整,完成后进行加固,待球阀预装完成后,再浇筑球阀基础板处的三期混凝土,球阀和接力器基础安装示意图如图3所示。

图3 球阀和接力器基础安装示意图
接力器的安装位置在球阀装配完成后才能精确定位,为此,球阀接力器及其基础的安装将在球阀安装完成后进行。
5 球阀吊装
球阀基础板安装完成后,首先复核球阀本体、进水管、伸缩节的加工尺寸,对压力钢管锥管段的支管段进行配割,配割完成后,进行球阀进水管的吊装,进水管节中心、高程调整、里程、法兰垂直度以及焊接环缝错牙调整完成后,在环缝内分段点焊固定,完成后在压力钢管与球阀基础之间搭设型钢支撑平台,将进水管节支撑在型钢平台上。进水管吊装示意图如图4所示。
球阀伸缩节吊装前,应先进行清洗,并在接近球阀侧法兰附近底部搭设型钢支撑平台,防止伸缩节安装时发生倾斜及变形,安装时采用桥机和千斤顶将下游侧伸缩节吊装就位。就位后,调整伸缩节中心、高程、里程及法兰垂直度,并检查与配水环管法兰面的错牙情况,合格后,将球阀伸缩节支撑在型钢平台上。吊装示意图如图5所示。

图4 进水管吊装示意图
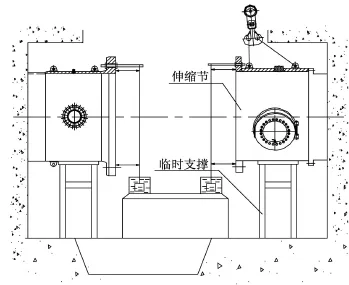
图5 伸缩节吊装示意图
最后进行球阀本体的吊装,吊装前检查球阀本体,将活门置于全关位置,投入检修密封锁定来固定阀体与活门的相对位置,防止在安装过程中发生转动。球阀吊装前应对200 t桥机及轨道进行全面检查,吊装应缓慢进行,在球阀就位前在阀体底脚面和球阀底板上平面涂抹二硫化钼润滑脂或黄油,涂装时避免粘有杂物。吊装就位后通过调节螺栓调整球阀中心、水平和高程,使其基本就位。球阀本体吊装示意图如下页图6所示。
6 球阀装配
精确调整进水管节、球阀本体及伸缩节,使其中心线与压力钢管及配水环管在同一中心线上,预紧球阀本体与进水管节、伸缩节法兰的连接螺栓,将伸缩节法兰与配水环管法兰面间隙控制在25~27 mm、整圈间隙偏差≤1 mm范围内。
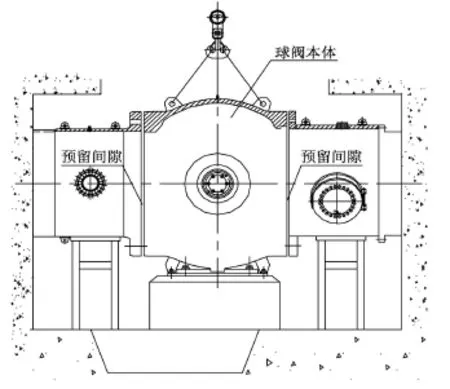
图6 球阀本体吊装示意图
球阀本体预装时考虑进水管节环焊缝焊接完成后,球阀阀体会向上游平移2~3 mm,因此在预装阶段阀体底脚孔与套管之间的间隙按差值4~6 mm考虑。球阀本体预装合格后,浇筑球阀基础板三期混凝土。经养护达到强度要求后,预紧地脚螺栓。
球阀装配示意图见图7。

图7 球阀装配示意图
7 进水管节焊接
球阀预装合格后,在配水环管法兰面与伸缩节法兰面连接处分别架设径向和轴向各4块监测百分表,用游标卡尺检查配水环管和伸缩节法兰面轴线四点的间隙偏差≤1 mm,过流面错牙≤2 mm,且配水环管法兰面与伸缩节法兰面距离为25~27 mm。检查伸缩节法兰与配水环管连接螺栓置中,所有螺栓穿入时无卡阻。
为减小焊接变形引起的轴线偏移,焊接焊条全部采用Φ3.2的E9016-G。焊条按规范经过350~380℃烘焙,在使用过程中焊条保存在通电的保温桶内,焊条随用随取。
点焊、定位焊及正式焊均对焊接区域先进行预热,预热温度在85~120℃之间,达到预热温度后由2名经过压力容器考试合格的焊工采用分段、对称、多层多道、退步焊接,焊接时控制层间温度不大于220℃,首层打底焊与盖面焊不用锤击消应外,其余环缝焊接利用风铲均匀的进行锤击消应。
首先焊接大坡口侧,焊接至1/3~1/2厚度,进行背缝清根,打磨。清根时对该部位的定位焊进行清除,背缝经VT检查合格后,焊接小坡口侧至2/3,然后依次进行大坡口侧满焊、小坡口侧满焊、大坡口侧盖面、小坡口侧盖面。在整个过程中由技术人员全程进行径向和轴向百分表的变化情况的监测,当焊接实施过程中发现数据超差时,及时通过调整焊接位置的方式进行反变形控制。焊接示意图见图8。
盖面焊接完成后应立即进行2 h消氢,温度控制在200~220℃之间。自然冷却24 h后进行100% VT、100%MT、100%UT及TOFD无损检测,合格后进行焊接区域防腐涂刷。

图8 进水管节焊接示意图
8 球阀接力器安装
球阀安装合格后,进行球阀接力器的安装,安装前对接力器进行密封检查。并确认球阀处在全关位置,全关手动锁定在投入状态。使用桥机和手拉葫芦对接力器进行辅助吊装,将接力器安装在基础板上,

图9 接力器安装示意图。
接力器上下耳柄销装入,调整接力器底座高度和位置,检查基础销钉至拐臂销中心距离。球阀接力器行程符合要求后,浇筑接力器基础三期混凝土,经养护达到强度要求后,预紧地脚螺栓。接力器安装示意图如图9所示。
9 密封压环及附件安装
密封压环在安装时调整周边间隙,螺栓拉伸时采取对称预紧,预紧完成后,复测压紧盘根处的周边间隙均匀,偏差≤0.5 mm。
球阀附属设备管路下料采用等离子切割机或砂轮切割机进行切割。用等离子切割机切割管口时用磨光机打磨切割面的渗碳层,砂轮机切割管口时,用锉刀去除管口内外壁毛刺。管路的焊接实施按现场制定的焊接工艺执行,焊接完成后进行管路耐压试验及冲洗,旁通管路的焊缝根据图纸进行100%射线探伤及PT探伤,油管路在安装前进行酸洗(硝酸+氢氟酸),在接入设备前依据ASTM D-6439-05进行循环油冲洗及管路清洁度检验。
10 结束语
为确保CCS电站球阀安装质量,在施工阶段严格控制施工质量及施工工艺,为高水头,双面密封卧式油压操作球阀的安装提供了技术支持,希望此次安装实践为同类型机组的球阀安装提供借鉴。
TK730.4+7
B
1672-5387(2016)09-0028-04
10.13599/j.cnki.11-5130.2016.09.010
2016-04-15
贾栋林(1977-),男,工程师,从事水电站机电设备安装技术管理工作。
猜你喜欢
灌溉排水学报(2021年5期)2021-06-05
水电站机电技术(2020年1期)2020-02-28
化肥设计(2019年3期)2019-07-02
水电站机电技术(2018年12期)2018-12-21
西部探矿工程(2018年12期)2018-11-21
汽车与驾驶维修(维修版)(2018年9期)2018-11-15
家电科技(2018年7期)2018-08-06
橡塑技术与装备(2018年14期)2018-07-20
汽车与驾驶维修(维修版)(2017年12期)2018-01-15
汽车与驾驶维修(维修版)(2017年6期)2017-09-03
