
冲击式机组喷嘴加工垫板数据的测量
2016-11-18 09:38董博
水电站机电技术 2016年9期
董博
(中国水利水电第十四工程局有限公司机电安装分公司,陕西西安713206)
冲击式机组喷嘴加工垫板数据的测量
董博
(中国水利水电第十四工程局有限公司机电安装分公司,陕西西安713206)
冲击式机组打破了常规机组的安装方式,其重点核心与特殊性在于喷嘴的安装控制,喷嘴安装的优劣直接关系到机组的有效功率。一般冲击式机组常见于六喷嘴型式,因前期配水环管的安装焊接及混凝土浇筑,对喷嘴的连接法兰面造成不可受控的变化,因此厂家提出,根据法兰面的变化情况通过加工调整法兰对法兰面进行补偿,因此喷嘴的调整法兰加工数据测量成为喷嘴安装的一大难点。文章介绍了在现场利用厂家提供的配套专用测量工具对喷嘴调整法兰加工数据的测量,达到安装要求的方式。
模拟转轮;单面止口;调整法兰;数据测量;配割方法
1 工程概况
科卡科多-辛克雷水电站总装机容量150万kW,共8台机组,单机容量为18.75万kW,是厄瓜多尔目前最大的水电站,年发电量88亿kW·h,额定水头604.1 m、额定转速300 r/min的冲击立轴水轮发电机组,本电站具有额定水头高、六喷嘴、转轮水斗数量多等特点。
转轮外径为Φ4190.5mm,转轮切圆为Φ3349mm,喷嘴折向器与转轮处径最小距离为65 mm,厂内提供的测量工具为测量法兰和测量管。测量法兰厚度30mm,直径1 330 mm,测量管与测量法兰总长度1 604 mm,模拟转轮节圆半径1 674.5 mm。
2 测量方法的理念
刻意性的调整测量工具中的模拟射流中心线,与模拟转轮内节圆(Φ3 329)相切(90°),使6个喷嘴的射流中心相切点在转轮内节圆形成统一平面,再调整模拟射流中心线的中心,使模拟射流线绝对性的居中;次模拟状态为喷嘴安装的标准,然后测量调整法兰与配水环管法兰面所产生的间隙,通过计算就可以获得所需要加工的数据。
3 配套测量工具测量特点
3.1直观性
这套测量工具直接体现了喷嘴安装所需控制的射流中心与转轮相切,直接性的测量计算出相切点与配水环管法兰面的距离(3 994 mm)。
3.2精确性
测量工具中的调整法兰自带单面止口与配水环管把合,保证了测量垫板与配水环管法兰面同心。
测量过程中的相切点校核:针对性的取点,利用三角形勾股定理来判定节圆必须相切。
测量垫板间隙的测量:百分表在同一节圆上读间隙值,保证计算斜率的准确性。
3.3关联性
模拟转轮的高程偏差,测量工具的变形,钢琴线的打折、弯曲,测量垫板的毛刺等因素误差累计都会直接影响到测量结果。
4 配套测量工具的数据测量
4.1喷嘴挡水板必须焊接验收完成
数据测量前必须排除所有对法兰面的影响因素,不然所测量数据无法体现其准确性,挡水板的焊接潜在的存在配水环管法兰变形,因此必须确保挡水板焊接工作结束,配水环管法兰为最终状态,无干扰因素。
4.2中心轴线及高程确定
冲击式机组不存在常规机组的座环,基础环,而是以上部机壳为整个机组的安装基准,以上部机壳精加工面N面为整个机组的安装高程基准点,利用水准仪从上部机壳N面返高程点在尾水里衬侧板上,做好保护,此基准点即为以后的转轮安装、喷嘴安装的高程控制基准点,确保喷嘴中心线与上部机壳N面保证图纸要求的开档尺寸(2110±0.5 mm)。见图1:

图1 喷嘴中心线与上部机壳N面开档尺寸示意图
上部机壳的中心为整个机组安装的基准中心,预存水导轴承体在上部机壳上,调整水导轴承体与上部机壳内镗口同心,打紧把合螺栓、配钻销钉孔、定位水导轴承。借助厂家提供的主轴支撑工具将主轴吊装至水导轴承上,调整与轴承体同心对称差值≤0.05 mm,主轴上下法兰面水平度控制在0.02 mm/m,主轴垂直度控制在0.02 mm/m,因主轴与转轮连接为止口紧配合方式,因此调整好的主轴中心即为转轮的安装中心。
4.3测量工具的安装与调整
轴向架设百分表在模拟转轮上,指针向上指向主轴下精加工面,圆周匀速转动转轮,检查转轮与主轴的圆周相对水平度,如不满足要求可通过模拟支座加垫的方式针对性的调整。模拟转轮高程调整,以尾水里衬侧板上的基准点为基准,用水准仪测量调整模拟转轮的设计高程。中心与水平的调整要反复进行,要综合性分析考虑调整,具体两者的调整先后顺序以现场施工人员自行判断,无绝对性要求。模拟转轮贯穿于6个喷嘴测量工作的开始至结束一成不变,因此可以在模拟装轮的安装调整上多下工夫,将其调整至最佳状态。
全面清理配水环管法兰面、螺孔、调整法兰的组合面、螺孔及止口,用刀口尺对各法兰面进行仔细检查,绝对不允许有任何高点、毛刺存在,检查合格后开始安装调整法兰,利用现场手拉葫芦将调整法兰吊装到位,用把合螺栓与配水环管法兰把紧,然后用0.02 mm塞尺检查把合缝是否有间隙存在,除非调整法兰自身变形,否则必须拆开再次检查,直到间隙消除。检查法兰与配水环管法兰是否同心,用塞尺检查调整法兰与配水环管的4个对称方向的止口间隙,必须确保两法兰同心。然后安装测量法兰,同样要求保证两法兰充分接触,两法兰同心,因调整法兰与测量法兰存在轴承配合,因此在现场测量法兰一般是满足同心要求的,无需刻意调整,但两法兰面把合时上部盖好白布,小心杂物吊入而影响测量精度。安装测量管、顶丝、百分表、穿模拟射流钢丝线,检查确保钢丝线无弯曲打折现象,模拟钢丝线与调整好的模拟转轮连接,用1T手拉葫芦在射流线相反位置对模拟转轮形成外力牵制,所有测量工具安装完成,整套测量系统完成。
4.4数据测量
4.4.1高程值测量
用水准仪测量校核模拟转轮的绝对高程,以上部机壳返下来的基准点为基准,悬挂卷尺测量3个点:左、中、右三点。中点为射流钢丝线与模拟转轮的相切点,左右测量主要是防止模拟转轮在葫芦牵制过程中,模拟转轮发生扭变形。要求是以切点测量值为准,但3点测量值也必须相等,对个别微小差异的调整,可以通过厂家提供的模拟转轮顶丝来微量调整。
4.4.2射流线相切点90°的调整
现场在模拟转轮上分出中心线,用角尺校核转轮中心线与射流钢丝线是否直角,这种方法直观,但误差较大,因此可以采用数学里的勾股定理来找出直角关系,即相切点。从模拟转轮的中心线边缘起点,在钢丝线上找出1 674.5 mm做好标记,然后测量模拟转轮中心线末端到此点的距离,是否满足等腰直角三角形的斜边数据(2 368 mm),如果不满足对模拟转轮做出针对性的前后调整,找出绝对的直角关系(即相切点),再用角尺校核,两种方法反复交叉进行,减少调整误差(见图2)。
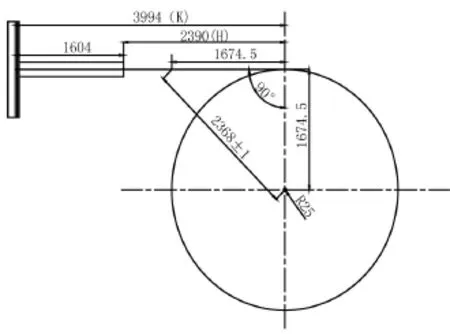
图2 射流线相切点90°示意图
4.4.3垫板间隙值测量
凿出的这朵牡丹花,规模决不会比石佛小。可开凿石佛,是在光天化日之下,在群山之间,举嘉州全州之力,预备好的百年功业,哪怕是日后西巡成都的皇帝,也不敢奢望自己能有放舟岷江青衣江大渡河三江,得窥佛祖真容的一天,好在大唐千秋万代,子孙中总有一个陛下会有去揭幕剪彩的运气。工圣僧一行他老人家,带领着他的弟子们,凿空山腹,由实在的石头里,凿出子虚乌有的山洞,山洞里危危欲绽的牡丹花,牡丹花惟妙惟肖,好像在等待一只巨大的彩蝶,在火光里振翼飞来一般,这是如何做到的?
首先检查测量法兰圆周上分布的4块百分表是否0位,然后以测量管管口圆度为基准,借助300mm钢板尺,针对性的用顶丝顶开测量法兰,调整射流中心线在管口中心,上下,左右反反复复测量,确保射流中心绝对的中心,然后读取百分表数据变化值,即产生的间隙值,也可以用塞尺检查校核,在与百分表同一节圆上用塞尺测量这4点,做相应的对比,做好记录。
4.4.4最大值、最小值测量
用塞尺在同一节圆上测量最大间隙值,并测量最大间隙的弧长值,做好记录,相应的检查测量最小间隙值,一般情况下通过圆心在最大值对面,并且0.02 mm塞尺无法划过。
4.4.5测量管口至相切点的距离
理论配水环管的标准铅垂面到转轮的内切圆距离为3 994 mm,因焊接及混凝土浇筑干扰因素产生的法兰面变形,因此测量每个喷嘴的管口至切点距离都是不同的,测量管长度1 604 mm,跟据厂家提供的加工法兰厚度40mm,加工余量10mm,因此测量管口至切点的理论长度为:3994-1604=2390 mm。如图2所示。
4.5调节法兰配割量计算
现以厄瓜多尔水电站3号机喷嘴实测数据为例:
正向法兰(正对喷嘴),上为+Y,右为+X;
下面数据分别对应+Y、+X、-Y、-X:
1号喷嘴间隙测量:0.07、0、0.05、0.65
2号喷嘴间隙测量:0.92、0、0.30、2.60
3号喷嘴间隙测量:0.45、1.15、0.23、0
4号喷嘴间隙测量:0、1.35、0.30、0
5号喷嘴间隙测量:0、1.50、0.88、0
6号喷嘴间隙测量:0、0.80、0.85、0
管口至转轮内切圆切点的距离:2 390.5 mm。
以下就3号机3号喷嘴测量值为例进行配割量计算;
管口至转轮内切圆切点的距离:2 390.5 mm,测量最大点间隙1.28 mm,最大点弧长1 002 mm,最小点为对称点间隙为0 mm。
(1)喷嘴垫板加工后最大厚度计算公式
最大点厚度=(30+测量最大点间隙)+(管口至转轮切点距离2390)
最小点厚度=(30+测量最小点间隙)+(管口至转轮切点距离2390)
(2)最大厚度点的弧长必须测量准确,而且在加工法兰上标记明确,最大的位置取点直接影响加工垫板的斜率,从而导致喷嘴射流中心的偏差,因此要认真仔细测量。
5 结语
该测量方法实用于模型转轮与测量管相配合的测量方式,该方法简单、操作灵活、更实用、更具有技术经济价值,是一种更简便、更直观的测量方法,可予以推广。
以往调节法兰的测量都采用传统的实际预装方式进行测量,具有反复测量且工作量较大、运输成本高、工期时间长、投入人力资源大等特点,本文根据厂家提供的配套测量工具、现场实际情况及施工经验所提出的调整法兰加工计算公式,直观准确的计算出所需加工的余量,改变了以往一成不变的传统理念,避免了喷嘴配割后的往复安装、拆卸,使得安装喷嘴工作一步到位,节约时间。
厄瓜多尔电站共计8台水轮机,共计48个调节法兰,其所有调节法兰均按此方法进行测量、计算、配割,配割后的所有调节法兰与喷嘴安装后测量数据一次性达到设备控制精度要求,一次合格率达到100%。
TK735
B
1672-5387(2016)09-0034-03
10.13599/j.cnki.11-5130.2016.09.012
2016-04-15
董博(1985-),男,助理工程师,从事水电站水轮机组安装工作。
猜你喜欢
化工设备与管道(2022年2期)2022-08-02
橡塑技术与装备(2021年23期)2021-12-13
电动工具(2021年5期)2021-11-08
大电机技术(2021年5期)2021-11-04
化工管理(2021年10期)2021-04-25
装备制造技术(2019年12期)2019-12-25
学生导报·东方少年(2019年16期)2019-07-02
科技资讯(2019年3期)2019-04-25
小猕猴智力画刊(2018年6期)2018-07-08
奥秘(创新大赛)(2018年3期)2018-07-03
