贯流风叶自动动平衡装备开发
2016-11-21 02:51陈志黄禹丁斌
橡塑技术与装备 2016年20期
陈志,黄禹,丁斌
(1.华中科技大学制造装备数字化国家工程研究中心,湖北 武汉 430074;
2. 广东顺威精密塑料股份有限公司,广东 佛山 528300)
贯流风叶自动动平衡装备开发
陈志1,黄禹1,丁斌2
(1.华中科技大学制造装备数字化国家工程研究中心,湖北武汉430074;
2. 广东顺威精密塑料股份有限公司,广东佛山528300)
目前国内贯流风叶动平衡处理主要由人工粘贴金属平衡片完成,存在精度不高和易脱落的缺点。本次研究首先阐述了贯流风叶转动平衡理论;随后,引进端面钻削去重方法,分别建立单孔钻削去重和多孔钻削去重模型;然后,通过不平衡量的采集和处理,采用PLC集中控制系统,自主开发贯流风叶自动动平衡装备;最后在动平衡装备上进行小批量实验,实验结果表明,本次开发的贯流风叶自动动平衡装备的不平衡量减少率可达90%。
贯流风叶;动平衡;钻削;不平衡量
贯流风叶的材料一般为ABS、AS或其改性塑料而成,其主要优点包括:不受轴向长度限制;风量大;无紊流,送风平稳,噪声低。贯流风叶主要制造过程包括:注塑、焊接(一般为超声波)、动平衡处理[1]。动平衡处理过程主要在端面利用增重和去重的方法,补偿贯流风叶的质量不均匀分布。动平衡处理的精度对于贯流风叶的寿命、送风量和舒适度起到非常重要的作用。
关于动平衡处理,许多学者进行了大量的研究,刘健等针对电子转子的动平衡,开发基于R型和V型智能去重动平衡系统,不平衡减少率可达92%[2];康凤伟在前人的研究基础上,采用双层环氧树脂对铁道车轮进行配重动平衡处理,在实际生产过程中取得较好的效果[3];左军开发一种针对汽车法兰的半自动动平衡机,具有较高的重复率和生产效率,适合在中小企业推广应用[4];刘佳等采用双面动平衡钻削技术,对较长工件同时进行双面动平衡处理,取得较好的效果[5];徐庆仁等综述了激光打孔技术在动平衡处理过程中的应用,提出激光加工技术比传统铣削加工具有更高效率的观点。上述研究主要集中在金属转子的动平衡处理,并未涉及到塑料产品的动平衡过程,由于塑料产品的密度低,对于动平衡处理的精度要求更高。
本次研究首先阐述了贯流风叶不平衡量产生的原因;随后,引进端面钻削去重方法,分别建立单孔钻削去重和多孔钻削去重模型;
然后,通过不平衡量的采集和处理,采用PLC集中控制系统,自主开发贯流风叶自动动平衡装备;最后在动平衡装备上进行小批量实验。
1 贯流风叶转动不平衡理论
贯流风叶又名横流风叶,为壁挂式空调送风系统的重要组成部分。贯流风叶的结构为多叶片、长圆筒型,多节叶片呈交错的分布,当贯流风叶旋转时,气流从一面叶珊进去,经过复杂的涡流从另一面叶珊吹出来,其实物图如图1所示。在注塑和焊接过程中,由于塑料的不均匀收缩和焊接挤压、偏焊和溢出等原因,导致贯流风叶的质量不均匀分布,在旋转过程中将会对支撑部件产生不平衡力,从而导致其寿命降低、送风量减少和噪声。
如图2(a)所示,单个平面内质量为m的质点以ω的角速度绕O点旋转时,质点的相位为θ,根据牛顿力学定律,将会产生离心惯性力,如公式1所示:
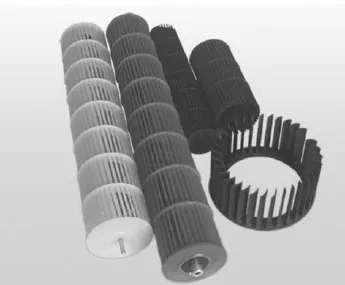
图1 贯流风叶实物图

(1)去重:采用钻削等方式,在相位为θ方向距离旋转中心r′减少质量为m′的物料,满足m′ r′=mr即可。
(2)增重:采用粘贴等方式,在相位为θ+180°方向距离旋转中心r″增加质量为m″的物料,满足m″r″=mr即可。
如图2(b)所示,两个平面内分别有质量为m1和m2的质点以ω的角速度绕O点旋转时,质点的分别为相位为θ1和θ2。首先分析质点m1,牛顿力学定律,将会产生离心惯性力,如公式2所示:

消去m1产生的不平衡,以去重为例,在A端面相位为θ1方向距离旋转中心r′A1减少质量为m′A1的物料;在B端面相位为θ1方向距离旋转中心r′B2减少质量为m′B2的物料,满足公式3和公式4:

同理,采用去重的方法可以消去m2产生的不平衡。
根据上述原理,把贯流风叶看成n个厚度为△h的圆盘,则在 A端面和B端面需要钻削的物料质量分别为MA和MB,旋转中心到钻削点的向量为和,满足公式5和公式6:


图2 转子不平衡原理
2 精密钻削去重建模
根据贯流风叶转动不平衡理论可知,只需满足钻削物料质量和钻削点离圆心的距离相等即可,为了实现的方便,将钻削点离圆心点距离固定在最大值R,调节钻削物理质量,也能实现贯流风叶的动平衡。
具体实现方法:本次项目采用直接为d的平面铣刀,根据钻削的深度来实现贯流风叶的动平衡。已知贯流风叶密度为ρ。
(1)单孔钻削去重建模。采用单孔钻削的方法,单次可以消除不平衡量如公式7所示:

(2)两孔分量钻削去重建模。当单孔钻削不能完全消除不平衡量时,则采用两孔或多孔钻削,每次钻削的深度相同,设旋转中心到两个钻削点的矢量夹角为α。如公式8所示:

(3)多孔风叶钻削去重建模。当两孔钻削不足以消除不平衡量,则采用多孔钻削,多孔钻削模型为单孔钻削和两孔钻削的一次或多次叠加。
3 贯流风叶自动动平衡机装备
在前文中的理论分析基础上,自主开发贯流风叶自动动平衡机装备,图3和图4分别为贯流风叶动平衡装备的系统组成示意图和实物图。
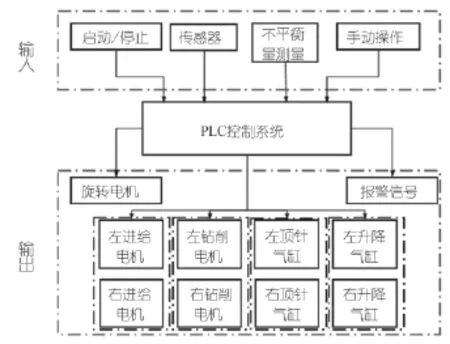
图3 贯流风叶动平衡装备系统组成示意图
贯流风叶动平衡装备系统组织主要包括以下三个部分:
(1)输入信号:包括启动/停止、传感器信号、不平衡量测量和手动操作。其中不平衡量测量主要通过两个端面的X和Y方向压力传感器测量每个支撑端面受力的振动信号;
(2)PLC控制系统:完成整个装备的集中控制,接收输入信号,经过处理运算,实现相应的逻辑、运动等控制。其中PLC控制系统接收压力传感器的信号,经过信号处理,换算成不平衡量,给出相应的去重策略。
(3)输出信号:包括旋转电机、进给电机、钻削电机、顶针气缸、升降气缸和报警信号等。
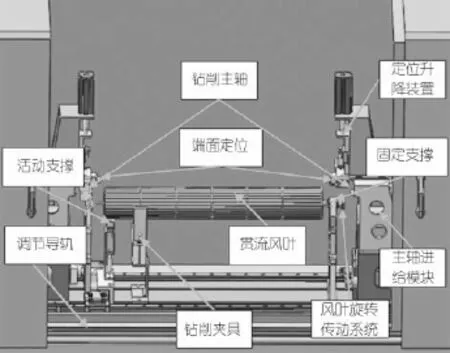
图4 贯流风叶动平衡装备实物图
4 实验研究
在自主开发的贯流风叶动平衡装备的实验平台上,进行小批量实验,测量其不平衡量,分别进行手动和自动动平衡处理,实验条件如表1所示,实验结果如表2所示。
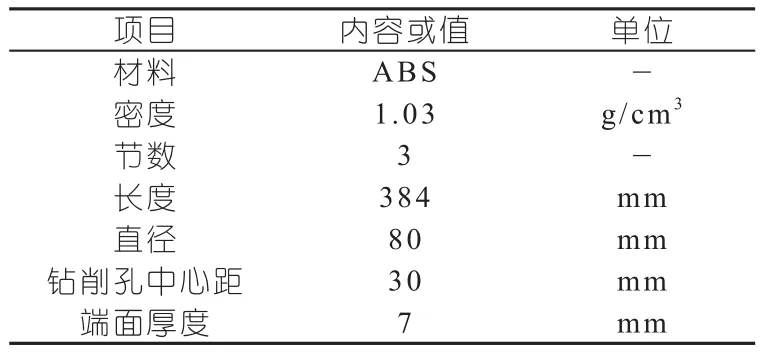
表1 贯流风叶动平衡实验条件

表2 贯流风叶动平衡实验结果
从表2中可以看出,本次研究自主开发的贯流风叶动平衡装备在3节直径为80 mm的动平衡处理,不平衡量减少率可达90%,明显高于手动动平衡处理。
5 结论
本次研究首先阐述了贯流风叶转动平衡理论,分析了两端面钻削动平衡原理在贯流风叶动平衡处理中的应用;随后,分别建立单孔钻削去重和多孔钻削去重模型;然后,采用PLC集中控制系统,自主开发贯流风叶自动动平衡装备;最后在动平衡装备上进行小批量实验,实验结果表明,本次开发的贯流风叶自动动平衡装备的不平衡量减少率可达90%。因此本次研究自主开发的贯流风叶动平衡装备在贯流风叶制造行业具有较大的工程推广价值。
[1]王一辉. 贯流风扇叶全自动超声波焊接生产线控制系统研发[D]. 武汉:华中科技大学,2015.
[2]刘健, 潘双夏, 杨克己. 全自动动平衡机去重建模与智能规划[J]. 组合机床与自动化加工技术,2005(7):1~4.
[3]康凤伟. 铁道车辆轮对动平衡新工艺研究[D]. 西南交通大学,2004.
[4]左军. 汽车法兰自动化动平衡机的研制[D]. 华中科技大学,2006.
[5]刘佳,蔡萍,赵鼎鼎. 两工位自动钻削动平衡机及其去重策略[J]. 组合机床与自动化加工技术,2009(5):29~32.
[6]徐庆仁,刘淑敏. 激光去重动平衡的现状[J]. 激光与光电子学进展,1988(2).
(R-03)
茂金属催化剂淤浆聚合制备高密度聚乙烯
中国石化北京化工研究院采用负载型茂金属催化剂催化乙烯聚合制备高密度聚乙烯,考察了氢气加入量、氢气加入方式及共聚单体等对聚合活性、聚合物性能及聚合动力学的影响。实验结果表明,采用氢气/乙烯混合进料方法得到聚合物的相对分子质量分布Mw/Mn均小于4.31;采用氢气一次性加入的方法得到聚合物的相对分子质量分布Mw/Mn均大于5.14。少量1-己烯单体加入能显著提高聚合活性,但随1-己烯加入量的增加,聚合活性降低,所得聚合物的结晶度和密度均下降。
燕丰 供稿
Development of automatic dynamic balancing equipment for cross fl ow wind blade
TH16
1009-797X(2016)20-0009-03
A
10.13520/j.cnki.rpte.2016.20.003
陈志(1990-),硕士,主要研究方向为机电一体化和数字制造。
2016-09-06
猜你喜欢
一重技术(2021年5期)2022-01-18
考试与评价·高二版(2021年4期)2021-09-10
艺术品鉴(2020年3期)2020-07-25
学生天地(2020年22期)2020-06-09
东坡赤壁诗词(2019年5期)2019-11-14
制造技术与机床(2017年5期)2018-01-19
腹腔镜外科杂志(2016年12期)2016-06-01
腹腔镜外科杂志(2016年9期)2016-06-01
中国继续医学教育(2015年2期)2016-01-06
中国当代医药(2015年21期)2015-03-01