熔体法同轴电纺PP/(PLA+PEG)核壳超细纤维*
2016-11-24 10:28何万林丁玉梅马小路秦永新杨卫民谭晶李好义
工程塑料应用 2016年11期
何万林,丁玉梅,马小路,秦永新,杨卫民,谭晶,李好义
(北京化工大学机电工程学院,北京 100029)
熔体法同轴电纺PP/(PLA+PEG)核壳超细纤维*
何万林,丁玉梅,马小路,秦永新,杨卫民,谭晶,李好义
(北京化工大学机电工程学院,北京 100029)
采用自制的熔体同轴静电纺丝装置,通过控制壳层聚丙烯(PP)与核层聚乳酸(PLA)+聚乙二醇(PEG)的流量大小,制备不同直径、不同结构和不同热焓的核壳结构纤维。研究结果表明,在总流量不变的情况下,核层PLA+PEG流量增加,获得的纤维直径增大,1 g/h时平均直径为2.4 μm,5 g/h时为6 μm;PLA+PEG与PP流量相差越大,纤维直径越不均匀,内外层结构也越不均匀;PLA+PEG流量增大,制备的纤维热焓增大。为获得直径均匀、结构均匀、热焓较大的核壳结构超细纤维,PLA+PEG与PP流量比值控制在1~2倍较佳。
同轴静电纺丝;核壳结构;超细纤维
随着经济的快速发展,核壳结构纤维的应用越来越广泛。核壳结构增加了纤维的功能性,其在医用敷料、药物缓释、电介质材料、相变材料等方面发挥了重要作用[1],尤其是在相变纤维领域,核壳结构的相变纤维能够很好地包裹相变材料,防止泄露,可循环使用[2–4]。核壳结构纤维的制备方法有化学涂覆、表面化学结合、静电纺丝。其中静电纺丝制备的核壳纤维在连续性和均匀性方面都优于其他方法,且制备过程简单,是应用最为广泛的方法[5]。
静电纺丝分为溶液静电纺丝和熔体静电纺丝,而熔体静电纺丝是高分子材料熔融后在静电场的作用下直接成丝,其制备纤维的过程中无溶剂,属于环境友好型的[6–7]。熔体静电纺丝法制备的纤维在海上浮油吸附、水过滤、空气过滤以及细胞培养支架等生物领域已有广泛的应用[8–10]。所以熔体静电纺丝法是一种制备核壳纤维的优良方法,但熔体静电纺丝一直以来都被广泛用于制备单一组分的纤维或复合纤维,而制备的复合纤维只是物料的共混,在结构上仍表现为单一纤维结构[11–12]。因此结合熔体静电纺丝装置,研究纺丝工艺,通过熔体静电纺丝法制备核壳结构纤维具有重要意义。笔者选用聚丙烯(PP)作为纺丝壳层,PP是最为常用的纺丝材料,具有良好的可纺性、疏水性,制备的纤维能循环使用[13];聚乳酸(PLA)+聚乙二醇(PEG)作为纺丝核层,PEG作相变材料,其相变焓高,热滞后性低,相变温度适宜[14–15]。Chen C等通过溶液静电纺丝法探究了PEG/PLA复合纤维的相变性能,但溶液纺丝容易造成二次污染,且制备的相变纤维可循环性受影响[16]。笔者采用自制的熔体同轴静电纺丝装置,通过改变纺丝过程中的流量,制备出直径均匀、结构可控的核壳结构纤维,并研究核壳结构纤维的性能。
1 实验部分
1.1原材料
PP:6520,熔体流动速率为2 000 g/min,熔融温度为160℃,上海伊士通新材料发展有限公司;
PEG:PEG1000,上海展云化工有限公司;
PLA:6525D,纺丝前放入真空干燥箱在80℃下干燥4 h,美国Nature Works LLC公司。
1.2仪器及设备
差示扫描量热(DSC)仪:DSC204F1型,德国Netzsch公司;
扫描电子显微镜(SEM):S4700型,日本Hitachi公司;
熔体同轴静电纺丝装置:自制,结构见图1。
1.3实验过程
图1示出自制熔体同轴静电纺丝装置的结构。内、外层熔体分别由柱塞泵和挤出机实现流量控制,加热系统分别实现内、外层熔体的单独控温;同轴喷头分别连接着两层熔体供料装置。电极板水平固定在喷嘴下方90 mm处,纺丝电压设为稳定的43 kV。外层熔体纺丝温度设为260℃,内层熔体纺丝温度为240℃。
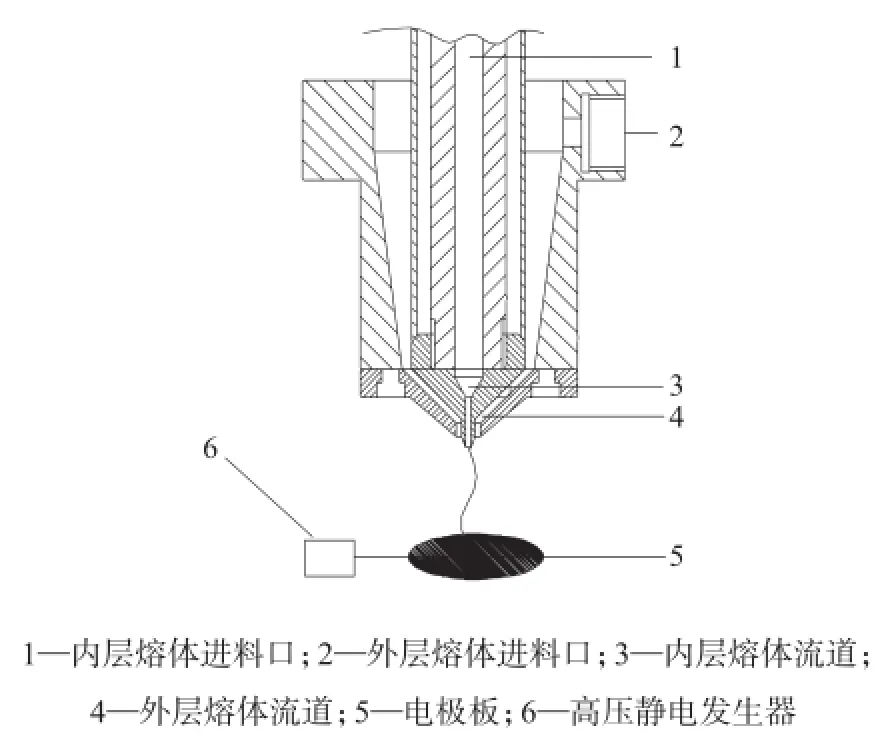
图1 自制熔体同轴静电纺丝装置
壳层熔体采用PP,核层熔体采用PLA+PEG (PLA与PEG质量比为4/1)。为方便观察纺丝过程,PLA与PEG在共混时加入了2%的色母粒,采用Haake转矩流变仪进行熔融共混,然后在微型高速粉碎机中打碎。
实验主要是探究不同壳层和核层熔体流量大小时在喷嘴处形成的流体状态,以及其对纤维结构与纤维直径的影响;并测试不同流量下纤维在0~ 70℃的热焓,计算纤维的组成。流量设置见表1。

表1 不同PP和PLA+PEG流量设置 g/h
1.4测试与表征
由于静电纺丝纤维细且容易变形,剪切会造成纤维的截面破坏,实验将纤维先用环氧树脂粘结,并待环氧树脂固化后固定成块,然后将被环氧树脂包裹的纤维浸泡在液氮中,淬断,最终获取自然截面。
采用SEM对收集的纤维直径以及整体形态进行表征与分析;用Image J 2X软件对纤维直径进行测算,测量至少50根纤维,取平均值;同时扫描纤维的截面,对纤维组分及断面结构分析。
测试制备的纤维的DSC熔融区间,以及纤维热焓⊿H1,计算出纤维中PEG的含量,进而推算出同轴纤维核层组分的含量W,计算方法见式(1)。

式中:⊿H0表示PEG的热焓,约为170 J/g。
2 结果与讨论
2.1核壳层流量大小对纤维直径的影响
图2为不同核壳层流量下纤维的SEM照片,采用Image J 2X软件计算SEM照片中50根纤维的平均直径和标准差,结果如图3所示。当核层PLA+PEG流量为1 g/h和5 g/h时,直径标准差较大,即直径分布不均匀,这是因为PLA+PEG流量过小时,会在喷嘴处形成不连续的熔滴,当熔滴出现时,纤维直径会急剧增大;而其流量过大时,PP不能有效包裹核层熔体,驱动熔体会在内外两层熔体之间转换,当驱动熔体为PP时,纤维直径较小,驱动熔体为PLA+PEG时,直径会变大。

图2 不同核壳层流量下纤维的SEM照片
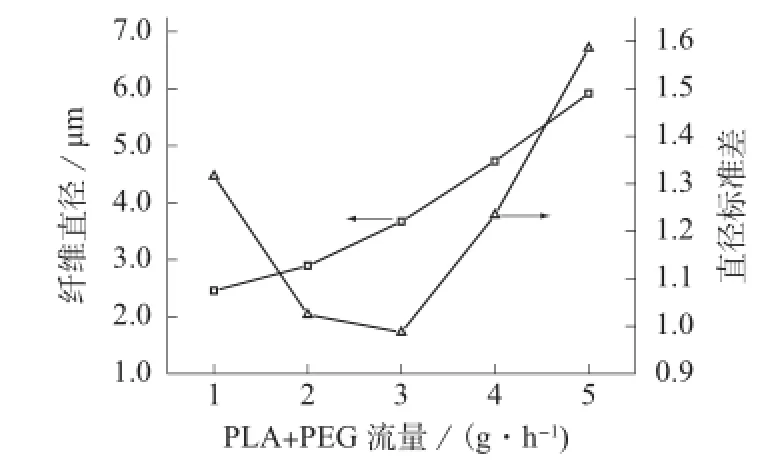
图3 不同核壳层流量下的纤维直径和标准差
从图3可以看出,纤维直径会随着PLA+PEG流量的增大而增加,当PLA+PEG流量为1 g/h时,纤维的直径为2.4 μm;当PLA+PEG流量为5 g/h时,纤维直径达到最大值6 μm。
PP具有较好的可纺性,流体黏度低,当PLA+PEG流量小时,对PP的摩擦力较小,在电场力作用力下能快速克服张力形成纤维;当PLA+PEG流量增加时,PLA+PEG熔体与PP熔体接触面有持续摩擦力,电场力克服张力与摩擦力,形成纤维就会较粗;而当PLA+PEG流量进一步增加,驱动熔体会是PLA,PLA黏度大,可纺性较PP差,所以形成的纤维直径增大。
2.2核壳层流量大小对纤维结构的影响
不同核壳层流量时喷嘴处流体分布形态如图4所示。随着PLA+PEG流量增加,流线颜色越来越深,但都被透明的PP包裹,即核层熔体流量增大,使得喷嘴处核层熔体所占比例增大,但均能形成良好的双层包覆效果。喷嘴处流线左端PP层比右端PP层略厚,这是因为PP由一端进料,远离进料端的一侧熔体流量略小于靠近进料端一侧的熔体流量。

图4 不同核壳层流量下喷嘴处熔体分布
通过SEM对制备的纤维截面进行观察(纤维太细缠绕在一起,不容易淬断,所以观察的截面为较粗的纤维),不同核壳层流量下同轴纤维的截面如图5所示。当PLA+PEG流量从1 g/h增加到5 g/h时,纤维中PLA+PEG层的厚度增大,PP层厚度减小;即可以通过控制纤维的壳层和核层的流量比值,控制同轴纤维的结构

图5 核壳层流量对纤维截面的影响
2.3核壳层流量大小对纤维相变性及组成的影响
将制备的不同纤维进行DSC测试,温度范围为10~70℃,在此范围内PEG将会熔化,可算出纤维的热焓。图6为不同核壳层流量时纤维的DSC曲线。从图6可以看出,当PLA+PEG流量增大时,纤维的热焓增加,其流量为3 g/h时,纤维的热焓为17 J/g;流量为4 g/h时,热焓为24 J/g。即通过同熔体同轴纺丝可以实现相变纤维的制备,同时通过控制壳层和核层流量,可以控制纤维的热焓大小。

图6 不同核壳层流量时同轴纤维的DSC曲线
由式(1)计算出纤维中PLA+PEG的含量比例,与加入的PLA+PEG含量的比值做比较,结果见图7。由图7可发现,纤维中PLA+PEG所占比值略有减小,原因是纺丝过程中会有少量的PEG发生分解;而当PLA+PEG流量为1 g/h和5 g/h时,纤维中PLA+PEG所占比例与加入PLA+PEG比例相差略大,因为当内外两层流量相差较大时,小流量层容易形成断层,不能获得连续的同轴纤维,DSC测试时取重不超过5 mg,容易形成误差。即说明通过控制两层流量大小,可以控制获得不同的纤维的核壳结构比值,同时说明为获得核壳比例均匀的同轴纤维,核、壳层流量不能相差太大,核层与壳层的熔体流量控制在1~2倍较好。

图7 核层PLA+PEG在纺丝前后所占的百分比值
3 结论
通过自制的熔体同轴静电纺丝装置,控制壳层PP与核层PLA+PEG的流量大小,可以制备不同直径、不同结构和不同热焓的同轴纤维。PLA+PEG流量越大,获得的同轴纤维直径越大,1 g/h时平均直径为2.4 μm,5 g/h时为6 μm;PLA+PEG与PP流量相差越大,同轴纤维直径越不均匀,内外层结构也越不均匀;同时控制核、壳层流量大小可以控制同轴纤维的热焓大小,PLA+PEG流量越大,热焓越大。为获得直径均匀、结构均匀、热焓较大的同轴超细纤维,PLA+PEG与PP流量比值控制在1~2倍较好。
[1]Tang Y,Chen L,Zhao K,et al. Fabrication of PLGA/HA(core)-collagen/amoxicillin(shell) nanofiber membranes through coaxial electrospinning for guided tissue regeneration[J]. Composites Science and Technology,2016,125:100–107.
[2]Rezaei B,Ghani M,Askari M,et al. Fabrication of thermal intelligent core/shell nanofibers by the solution coaxial electrospinning process[J]. Advances in Polymer Technology,2016,35(1),DOI:10.1002/adv.21534.
[3]程凤,高晶,王璐,等.创面敷料用静电纺核–壳结构纳米纤维[J].国际纺织导报,2014(9):7–10. Cheng Feng,Gao Jing,Wang Lu,et al. Electrospun core-shell nanofibers potential for wound dressing[J]. Melliand China,2014(9):7–10.
[4]刘晓妍,朱李飞,杜丽娜,等.载积雪草总苷同轴和混纺纳米纤维膜的制备和缓释性能评价[J].国际药学研究杂志,2016,43(2):330–335. Liu Xiaoyan,Zhu Lifei,Du Lina,et al. Preparation of asiaticosideloaded coaxial and composite nanofibers and their sustained-release effects[J]. J Int Pharm Res,2016,43(2):330–335.
[5]肖红伟,张红萍,应黎君,等.核、壳结构复合纳米纤维的制备[J].丝绸,2010(8):19–25. Xiao Hongwei,Zhang Hongping,Ying Lijun,et al. Preparation and application of core-shell structured composite nanofibers[J]. Silik Monthly,2010(8):19–25.
[6]杨卫民,李好义,陈宏波,等.超细纤维熔体微分静电纺丝原理及设备[J].橡塑技术与装备,2014,40(2):47–49. Yang Weimin,Li Haoyi,Chen Hongbo,et al. Microfiber melt differential electrospinning principle and equipment[J]. China Rubber/Plastics Technology and Equipment,2014,40(2):47–49.
[7]杨卫民,李好义,吴卫逢,等.熔体静电纺丝技术研究进展[J].北京化工大学学报,2014,41(4):1–13. Yang Weimin,Li Haoyi,Wu Weifeng,et al. Recent advances in melt electrospinning[J]. Journal of Beijing University of Chemical Technology:Natural Science Edition,2014,41(4):1–13.
[8]Li H,Wu W,Bubakir M M,et al. Polypropylene fibers fabricated via a needleless melt–electrospinning device for marine oil–spill cleanup[J]. Journal of Applied Polymer Science,2014,131(7),DOI:10.1002/app.40080.
[9]Li X,Yang W,Li H,et al. Water filtration properties of novel composite membranes combining solution electrospinning and needleless melt electrospinning methods[J]. Journal of Applied Polymer Science,2015,132(10),DOI:10.1002/app.41601.
[10]Yarin A L. Coaxial electrospinning and emulsion electrospinning of core–shell fibers[J]. Polymers for Advanced Technologies,2011,22(3):310–317.
[11]吴佳林,郑少琼,刘森,等.静电纺丝制备复合纳米纤维方法的研究进展[J].合成纤维,2009,2(9):9–12. Wu Jialin,Zheng Shaoqiong,Liu Sen,et al. Research and developments of composite nanofibers prepared by electrospinning[J]. Synthetic Fiber In China,2009,2(9):9–12.
[12]杨连,黎阳,洪流,等.功能化碳化硅纤维研究进展[J].人工晶体学报,2016,45(5):1 398–1 403. Yang Lian,Li Yang,Hong Liu,et al. Research progress on functional silicon carbide fibers[J]. Journal of Synthetic Crystals,2016,45(5):1 398–1 403.
[13]马帅,李好义,陈宏波,等.熔体微分静电纺丝制备PP微孔纤维及亲水实验[J].工程塑料应用,2014,42(3):17–21. Ma Shuai,Li Haoyi,Chen Hongbo,et al. Microporous PP fibers produced by melt differential electrospinning and hydrophilic experiment[J]. Engineering Plastics Application,2014,42(3):17–21.
[14]杨树,叶莹.聚乙二醇/聚丙烯定形相变材料的制备及表征[J].纺织学报,2013,34(7):10–14. Yang Shu,Ye Ying. Preparation and characterization of polyethylene glycol/PP form-stable phase change materials[J].Journal of Textile Research,2013,34(7):10–14.
[15]方玉堂,康慧英,张正国,等.聚乙二醇相变储能材料研究进展
[J].化工进展,2007,26(8):1 063–1 067. Fang Yutang,Kang Huiying,Zhang Zhengguo,et al. Review of polyethylene glycol for energy storage[J]. Chemical Industry and Engineering Progress,2007,26(8):1 063–1 067.
[16]Chen C,Liu K,Wang H,et al. Morphology and performances of electrospun polyethylene glycol/poly(dl-lactide) phase change ultrafine fibers for thermal energy storage[J]. Solar Energy Materials and Solar Cells,2013,117:372–381.
科研创新驱动企业升级转型,CHINAPLAS 2017助力橡塑行业危中寻机
在全球经济不明朗的大背景下,中国深入推进的供给侧改革继续提速。面对危机与机遇的并存,橡塑行业的供应商与下游应用行业都在积极寻求升级转型,倚靠精密科技、先进材料、环保技术等,进一步提升产品性能,打造高质产品,共同开拓市场无限新商机。
CHINAPLAS 2017国际橡塑展将携全球领先橡塑机械、材料及最新的解决方案,聚焦“智能制造·高新材料·环保科技”三大行业热点,以此为主线,贯穿电子、汽车、包装、建筑、医疗等不同应用行业及产品生命周期的每一个环节,打造高科技含量、高价值、高水准的技术及商贸交流平台。
自动化科技专区,打开智能制造之门
当前最炙手可热的话题,都绕不开智能制造。各国的国家战略,如德国的“工业4.0”计划、美国的“工业互联网”、日本的“机器人新战略”、中国的“中国制造2025”等,均主张工业转型提速,核心无不聚焦在“智能制造”上。
CHINAPLAS国际橡塑展主办方为应市场需求,再度安排“自动化科技专区”回归广州,并透露展商阵容已和两年前首次在广州设立时大有不同,专区面积继续扩大。众多海外知名展商将会在展会出现,包括:ABB、西门子、三菱电机、博世力士乐、优傲、史陶比尔、中达电通、光宝等,并将迎来台湾区电子电机工业同业工会首次组织自动化展团。
不仅如此,专区展示的题材亦极具创新性。顺应着人机协作、人工智能技术的发展趋势,众多协作型机器人将粉墨登场。同时上演的还有智慧工厂的领先解决方案,以满足中国制造业在转型升级过程中对智能制造的殷切需求:提高工厂生产的自动化程度,提升产量、效率与品质,实现精益化生产,同时控制成本和降低人力需求。
“自动化科技专区”内不局限于单机展示,而将涌现出更多整套解决方案,观众可在同一时间同一空间内体验到智能制造或全自动化的整条生产线。展会同期还将再度配套举办“工业4.0论坛”,带领观众走入工业4.0的浩瀚大海。
高“研”值材料大有可为,应对下游行业高精尖需求
在“低碳经济”风劲吹,以及全球市场对高精尖不断增长的需求下,高新材料大有可为。随着人工智能的商业化步伐不断加快,新能源汽车、无人机等新科技不断涌现,再加上轨道交通、航空航天等高端科技的迅猛发展,未来对于橡塑材料的要求将越来越高,材料性能的提升变得尤为重要。
CHINAPLAS 2017国际橡塑展将汇聚全球顶尖塑料材料供应商,特设“化工及原材料专区”、“复合及特种材料专区”和“生物塑料专区”等,重点展示高端、创新性材料:高阻隔、高透明度、耐蒸煮、抗紫外线、抗菌、超高强度、免喷涂、生物降解等材料应有尽有,充分迎合其下游应用行业的多元化需求,如汽车轻量化、电子轻薄化、食品安全、绿色包装、低碳建筑等。
医用塑料是另一个潜力巨大市场,近年来的表现尤为抢眼。故此,展会主办方徇众要求,顺应医用塑料高端需求,于展会同期举行“第三届医用塑料论坛”,分享医用塑料最新技术,并探讨塑料在医疗行业各种创新可能性。
环保科技实践高效回收利用
资源高效利用和生态环保技术,是全球各国谋求循环经济的必经之路。
刚过去的一届展会上首次在上海设立“回收再生科技专区”。专区初次登场便获得了积极的反馈,展商及专业买家集中于此观摩及交流贯穿回收链的每个环节的最新技术,如分选、撕碎、清洗、脱水、干燥和造粒等。由于反应热烈,主办方将首次在广州展会设立“回收再生科技专区”,与回收相关的挤出机械及辅机专区共同设于3.2馆,方便观众参观采购,邻近4.2馆的“自动化科技专区”亦响应智能制造的市场趋势,两大热点专区将聚集更多目光。
据悉,“回收再生科技专区”展商阵容继续壮大,预计参展企业包括:陶朗分选、美国国家回收、泰尔富德史密斯、江苏方圣、张家港联冠环保、浙江宝绿特、苏州中塑等。主办方透露当中有不少展商是首次入驻“回收再生科技专区”。
全球展商反响热烈,踊跃参与回馈市场
得益于塑料加工技术的飞速发展,各个下游行业呈现出强劲增长态势。主办方表示,不少展商将在CHINAPLAS 2017国际橡塑展上进一步扩大展示面积,展示王牌产品,及与合作伙伴共同参展,期望深入挖掘市场机会,当中不少展商透露将展示完整的生产线。多个国家展商看好中国及全球市场的预期,例如来自日本的知名企业已于早前预留展位,包括:沙迪克、三菱重工、松井、浅野研究所等。
国内展商方面,CHINAPLAS 2017国际橡塑展将云集行业龙头企业,包括:陕西北人、广州达意隆、海天、伊之密、杭州中亚、上海洲泰、德清泰德、江苏新美星、温州海升、柳州精业、全冠、苏州金纬、大同、广州一道、大连三垒、新乐华宝、东方州强、广东金明、广州联冠、永明、铸信、哈希斯、无锡阳明、南京科亚、达诚、金发、蓝星、重庆国际复合等。
CHINAPLAS 2017国际 橡 塑展 将 于2017年5月16~19日在广州·琶洲·中国进出口商品交易会展馆举办。展会将携手来自全球40个国家及地区的逾3 300家参展商,预计迎接超过140 000的海内外专业观众,引领橡塑行业继续腾飞。 (工程塑料网)
Preparation of PP/(PLA+PEG) Core-Shell Ultrafine Fiber by Melt Electrospinning
He Wanlin, Ding Yumei, Ma Xiaolu, Qin Yongxin, Yang Weimin, Tan Jing, Li Haoyi
(College of Mechanical and Electrical Engineering, Beijing University of Chemical Technology, Beijing 100029, China)
Based on self-made coaxial melt electrospinning device,the coaxial fiber with different diameters,different structures and different enthalpy was prepared by controlling the flow rate of PP and PLA+PEG. The results show that the increase of PLA+PEG flow can increase the fiber diameter. When PLA+PEG flow is 1 g/h,the average diameter of core-shell fiber is 2.4 μm,and when PLA+PEG flow is 5 g/h,the average diameter is 6 μm. The increase of the difference between PLA+PEG and PP flow will lead to uniform fibers. When the PLA+PEG flow increases,the enthalpy of fiber increases. Therefore,in order to prepare coaxial fibers with uniform diameter,good structure and high enthapy,the ratio of the PLA+PEG and the PP flow should be controlled in 1–2 times.
coaxial electrospinning;core-shell structure;ultrafine fiber
TQ342.94
A
1001-3539(2016)11-0048-05
10.3969/j.issn.1001-3539.2016.11.011
*国家科技支撑计划项目(2015BAE01B00),北京市自然科学基金项目(2141002)
联系人:李好义,讲师,主要从事静电纺丝研究
2016-08-11
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
发光学报(2021年7期)2021-07-23
家庭影院技术(2021年3期)2021-05-21
冶金设备(2019年6期)2019-12-25
制造技术与机床(2018年8期)2018-10-09
组织工程与重建外科杂志(2018年6期)2018-01-12
西安工程大学学报(2016年6期)2017-01-15
发光学报(2016年10期)2016-11-19
燕山大学学报(2015年4期)2015-12-25
蚕桑通报(2015年1期)2015-12-23