
注塑机射嘴溢料原因分析及解决
2016-11-30 02:03袁乃平
中国设备工程 2016年4期
袁乃平
(一汽解放青岛汽车有限公司,山东 青岛 266217)
·监测与诊断·
注塑机射嘴溢料原因分析及解决
袁乃平
(一汽解放青岛汽车有限公司,山东 青岛 266217)
针对某公司内饰件车间注塑生产中注塑机射嘴溢料问题进行研究,在分析注射系统的基本结构和工作原理的基础上,建立射嘴溢料的故障树,逐项分析排除,最终找到故障原因,制定对策,给企业带来良好的经济效益。
射嘴;溢料;解决
注塑机是某公司的关键设备,如果出现故障维修不及时,会影响到整个生产过程。在注塑生产中,溢料是常常碰到的问题,归纳起来主要有模具分型面溢料、射嘴头与射嘴身之间的溢料、流涎溢料、射嘴头与模具之间的溢料。而射嘴头与模具之间溢料,也就是通常所说的射嘴溢料,是最常见,影响因素最多,解决起来也最复杂的一种溢料。所以探讨射嘴溢料产生的原因及相应的解决方法,具有实际意义。
一、注射系统结构
注射系统是注塑机的重要组成部分,具有以下功能:接受粒状原料、加热和塑化原料、将熔体注入模腔并使模腔中的熔体处在保压状态下。注射系统由加料斗、热电偶、往复螺杆、料筒、射嘴等组成,注射系统结构如图1所示。注射系统在射嘴和浇口套之间产生接触压力,建立保压压力。

图1 注射系统结构图
射嘴是注射系统重要的组成部分,连接料筒和模具的浇口套,在注射前被用力紧压在模具的浇口套上。它在料筒和模具当中起到密封连接的功用。射嘴头部的大半径应满足施加在射嘴上的力的要求而不会造成磨损。射嘴通常有一个朝头部锥形收缩的通道,用来连接射嘴身和模具浇口套。因此射嘴的结构形式、加工精度、工作时承受的推力大小将影响注塑件的产品质量。
二、注塑机溢料问题
1.现象描述
公司格兰WG-760注塑机在生产中射嘴和模具浇口套贴合处频繁溢料,溢出的熔融塑料包裹住加热圈和热电偶,造成加热圈和热电偶的损坏,进而影响到生产的正常进行。射嘴溢料还会导致注塑件缺料产生废品,给企业造成经济损失。溢料故障现象如图2所示。

图2 射嘴溢料故障现象图
2.原因分析
为了判别故障的性质、查找故障真正原因,在深入分析射嘴结构和工作原理的基础上,结合现场实际溢料情况,综合分析。为了提高分析效率,根据该注塑机历次维修记录和积累的经验,并查找文献资料,建立注塑机射嘴溢料的故障树,如图3所示。

图3 射嘴溢料故障树
在参数设置方面,首先是射嘴段温度设置方面,如果温度设置过高,会导致射嘴流涎的产生;其次,在射台动作设置方面,如果使用了射台退功能,会出现射胶时射嘴脱离模具浇口套;最后是射台进压力设置方面,在射胶过程中,为了防止射嘴和模具浇口套贴合面溢料,射台会有一个持续前进的动作,如果射台前进压力设置过低,溢料现象也会出现。
在模具原因方面,模具安装不好,对嘴不正,会造成射嘴头和模具浇口套的损坏,导致射嘴头和模具间溢料,也可能导致射嘴安装松动而溢料;模具浇口套进料口直径和射嘴头出料口直径不符,模具浇口套进料口始端直径d2小于射嘴头出料口直径d1,射胶时熔融塑料易积存而出现溢料,模具浇口套和射嘴头尺寸如图4所示。

图4 模具浇口套和射嘴头尺寸图
在机械原因方面,射嘴头损坏,造成射嘴头与模具浇口套的接触面不佳;射嘴与模具R不符,射嘴头球面半径R1要比模具浇口套始端凹坑的球面半径R2小,如图4所示,如果两个圆弧不匹配,就会导致接触不好而溢料;射嘴中心不正,射嘴孔和模具浇口套孔没有对中;射嘴不够长,射嘴头与模具浇口套贴合面存在间隙;贴合面不清洁,射嘴头或模具浇口套上有残料没及时清理干净,使射嘴头和浇口套不能紧密配合;射台进压力不够,会导致溢料现象的产生,由于设备使用年限久,油泵、射台油缸、射台电磁阀老化,导致压力泄漏,射胶时射台会缓慢后移造成溢料。
根据上述故障进行深入分析,结合故障树,对注塑机参数设置,射嘴温度、射台进功能和射台进压力设置进行确认,设置
均合理;进一步检测模具安装、进料口,经过检查和测量都处于正常状态;射嘴头也无开裂或崩边现象;模具浇口套按照R2=R1+1mm和d2=d1+1mm关系在数控车床上重新修正加工,经过生产验证,模具原因排除;注塑机定模板中心模具定位圈尺寸符合标准尺寸,射嘴口中心位置和模具定位圈中心位置用游标卡尺进行测量和校正,偏心在0.02mm,不会导致溢料;射嘴不够长、贴合面不清洁的可能性也逐步被排除掉,射嘴可伸出长度如图5所示。在完成上述检测都正常后,检测重心放在了设备原件老化上,在对油泵额定工作压力测定后,油泵也被排除;进而检测射台油缸,在油缸保压的情况下,检测油缸出油口,无泄漏,排除;最后重点放置在射台电磁阀上,只要射台电磁阀阀芯磨损,液压油泄漏,注塑机射胶时射台就会缓慢后移造成溢料。
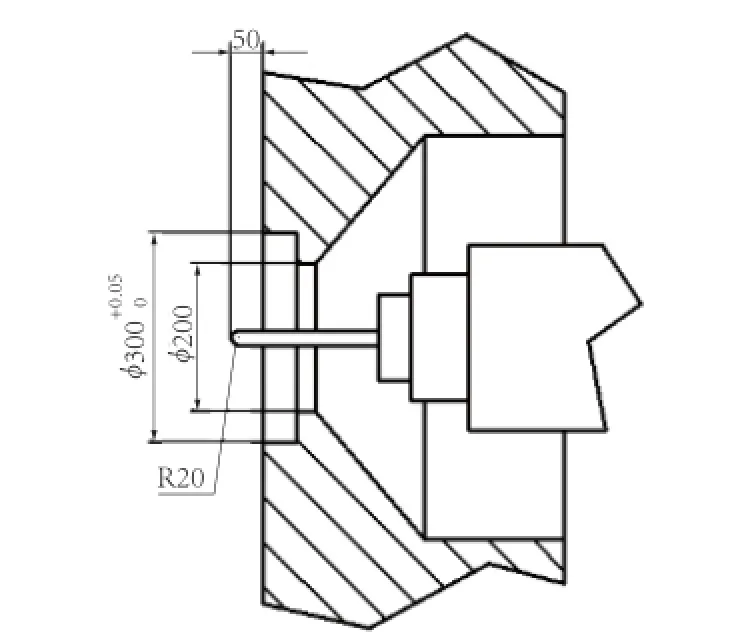
图5 定位圈尺寸和射嘴伸出尺寸图
3.故障排除
针对电磁阀泄漏故障,首先对电磁阀内的杂质进行清理,用煤油清洗主阀体和阀芯,故障同样存在;
(下转P57页)
TQ 320.5
B
1671-0711(2016)04-0063-03
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
模具制造(2021年10期)2021-11-20
装备制造技术(2020年3期)2020-12-25
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年6期)2019-06-25
模具制造(2019年4期)2019-06-24
汽车与驾驶维修(维修版)(2019年3期)2019-05-08
中国塑料(2015年3期)2015-11-27
