
气箱式脉冲袋除尘器技术在海南昆仑水泥中的改造应用
2016-12-05 11:04李奕芳谭渊广西百色矿山机械厂有限公司广西百色533000
低碳世界 2016年22期
李奕芳,谭渊(广西百色矿山机械厂有限公司,广西 百色533000)
气箱式脉冲袋除尘器技术在海南昆仑水泥中的改造应用
李奕芳,谭渊(广西百色矿山机械厂有限公司,广西 百色533000)
气箱式脉冲袋除尘器;改造应用;分室脉冲喷吹清灰;全自动控制
1 概述
海南昆仑水泥公司为日资企业,该公司对生产线设备的技术指标要求高,因此,其大多选用了进口设备,其中用于包装机、熟料库以及调配站所用的收尘设备使用了德国进口的机械振打清灰式袋除尘器,但由于其技术较为落后,清灰效果差,设备使用一年后,滤袋严重堵塞,导致设备阻力增大、风量明显减少,以至于整个车间灰尘弥漫,环境污染严重,这不但影响了工人的身体健康,而且造成了有用粉尘的巨大浪费,而且滤袋更换或设备维修频繁,既增加维护成本又影响企业生产。对此,该公司决定对其进行技术改造。该公司在经过多方考察对比,并在使用了我公司生产的用在水泥磨机收尘的气箱式脉冲袋除尘器之后,决定让我公司负责对其包装机、熟料库以及调配站所用的收尘设备进行技术改造。
2 技术改造
2.1 改造原则
需满足排放要求;切合工厂实际(原有收尘状况、操作习惯、空压机气源等)适应工艺要求:风量、阻力、浓度、温度、湿度沾度等方面;投资相对合理;便于现场施工(外形尺寸适应场地空间,设备接口满足工艺要求)。
2.2改造内容
原用于两台包装机收尘的除尘器以及用于调配站收尘的一台除尘器均为机械振打清灰式袋除尘器,用于熟料库顶收尘的一台除尘器为回转式反吹风扁袋除尘器,由于其机械振打清灰和回转式反吹风清灰效果差,经常造成滤袋堵塞现象,导致设备阻力增大,处理风量明显减少,烟气明显抽不干净,造成整个系统灰尘弥漫,环境污染严重,而且机械振打清灰易造成滤袋经常损坏,烟气排放超标。对此,经过对现场进行考察,认真分析研究后,决定将上述旧的除尘器改造成气箱式脉冲袋除尘器。
2.3 气箱式脉冲袋除尘器技术优势
(1)集分室反吹和脉冲喷吹袋式除尘器的优点为一体[1],克服了分室反吹清灰强度不足、脉冲喷吹清灰与过滤同时进行所产生的粉尘返袋等缺陷,其清灰效果大大优于其他类型袋式除尘设备。
(2)能用于处理含尘浓度高达1000g/m3的烟气[2],可不设置旋风收尘器作为一级收尘,扩大了袋式除尘器应用范围,同时滤袋使用寿命大为延长。
(3)设备滤袋采自锁密封结构,密封性好,大大提高了设备除尘效率。
(4)设备改造费用较低。
(5)改造后的除尘器运行阻力低且稳定。
(6)脉冲袋除尘器可制作得很紧凑,外形尺寸可根据现场实际空间进行设计。
(7)设备所包括的机械活动部件少,不需要进行频繁维护或更换。
(8)可不停机机外更换滤袋,维护简便。
(9)采用全自动控制,管理简单,维护工作量小。
2.4 改造过程
我们在不影响厂家正常生产的情况下,对上述四台除尘器进行改造,通过半个多月的紧张工作,完成了上述除尘器的技术改造,并投入使用,至今运行正常。具体改造如下:
2.4.1 包装机收尘器的改造
首先拆除原用于包装机收尘的两台除尘器全部振打机构以及内部滤袋过滤装置,保留壳体、灰斗、排灰装置以及引风机。根据其原外壳实际结构尺寸,将其中一台除尘器改造为4个收尘室,并配置4个11/2″电磁脉冲阀及4个提升阀;另一台除尘器改造为6个收尘室,配置6个11/2″电磁脉冲阀及6个提升阀,并配置压缩管道,将该两台除尘器完全改造成气箱式脉冲袋除尘器结构,改造后的除尘器技术参数分别见表1~2。
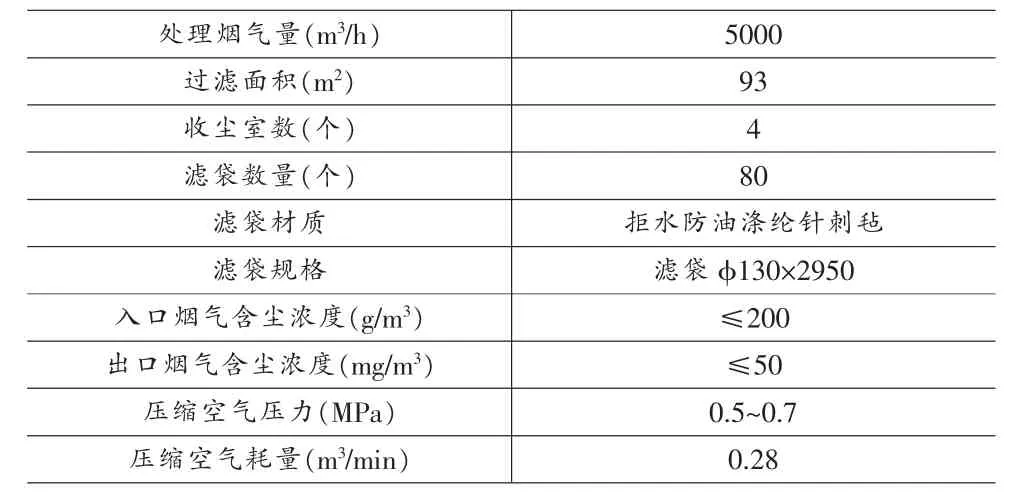
表1 包装机收尘器一改造后技术参数
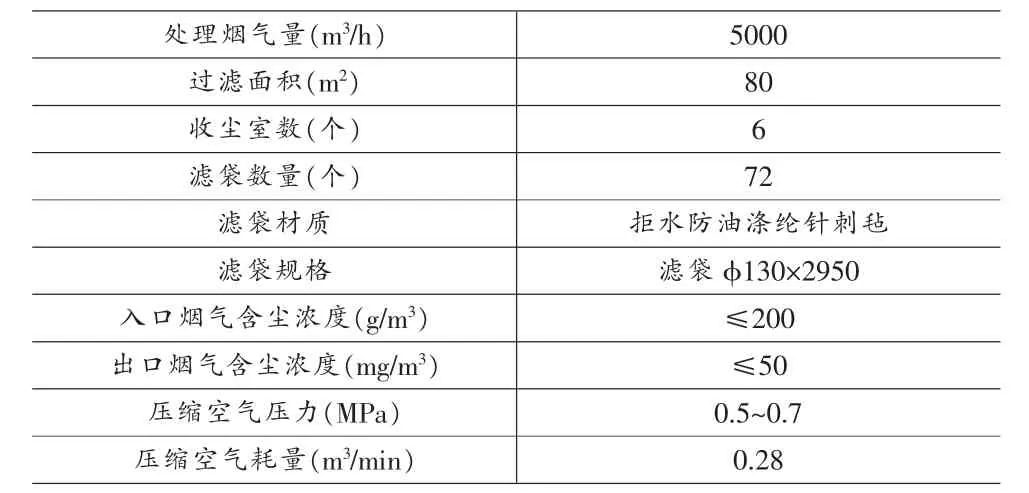
表2 包装机收尘器二改造后技术参数
2.4.2 调配站收尘器的改造
拆除原用于调配站收尘的除尘器,根据其现场工况,改用一台PPC32-3型气箱式脉冲袋除尘器进行收尘,其技术参数见表3。
2.4.3 熟料库顶收尘器的改造
拆除原用于熟料库顶收尘的除尘器顶盖、顶部回转反吹风机构、内部花板以及滤袋过滤装置,保留壳体、排灰装置以及引风机。根据其原外壳实际结构尺寸,将其改造为6个收尘室,配置6个11/2″电磁脉冲阀及6个提升阀,并配置压缩管道,将该台除尘器完全改造成气箱式脉冲袋除尘器结构,改造后的除尘器技术参数见表4。
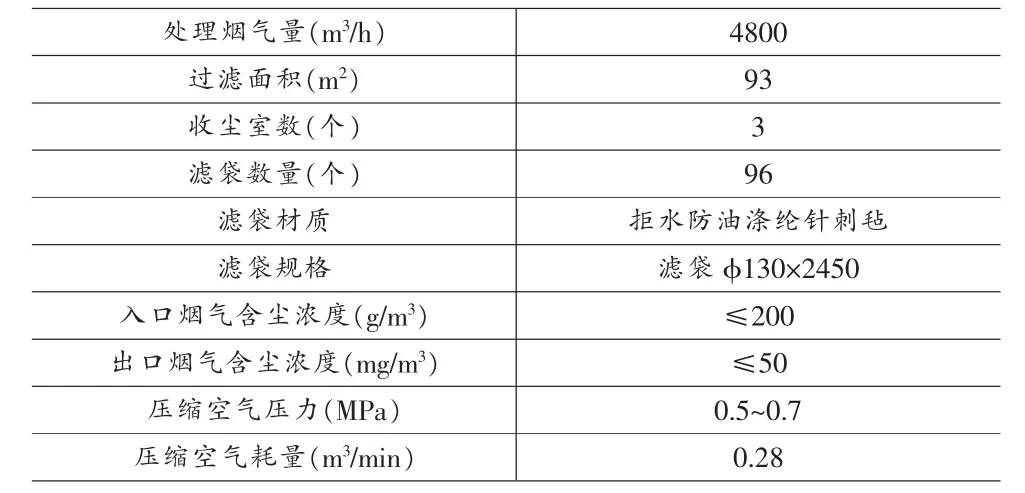
表3 PPC32-3型气箱式脉冲袋除尘器技术参数
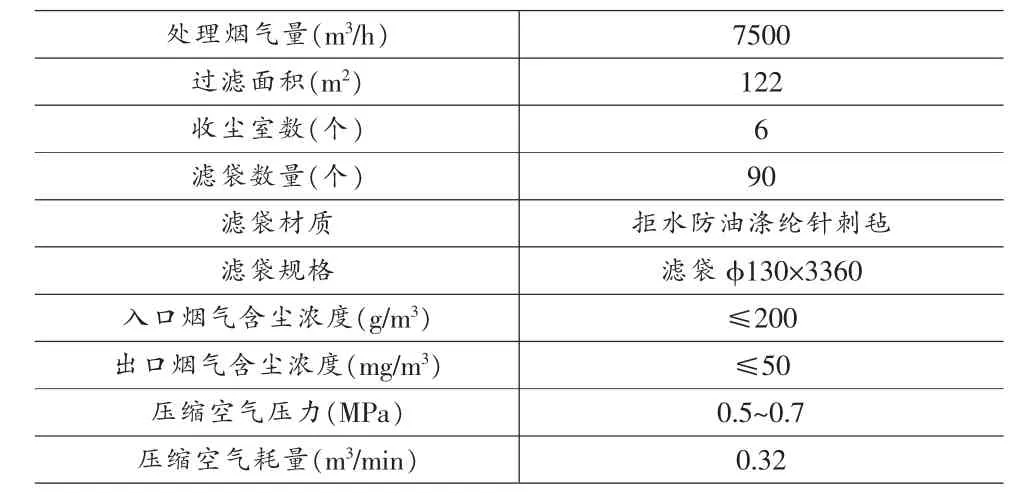
表4 熟料库顶收尘器改造后技术参数
2.5 改造技术特点
(1)现有的除尘器地基不动。外壳、出风管以及输灰装置不作改动,即可改造为气箱式脉冲袋除尘器,利用原外壳以节省投资,而且缩短改造工期。
(2)改造后设备外形尺寸基本不变,过滤面积比以前大为增加。
(3)改造后保证设备收尘排放稳定达标。
(4)收尘系统采用全自动控制,管理简单,维护工作量小。
3 改造后的效果
(1)设备改造后收尘系统的处理风量比以前增加40%以上,而且其排放烟气含尘浓度均小于50mg/m3,现场环境大大改善,日减少向大气排放31t左右,达到了清洁生产和经济效益显著的双目标。用户非常满意。
(2)改造工期的缩短,有力地保证了该公司生产旺季的产品销售量,保证了企业的经济效益。
(3)改造后的脉冲袋除尘器控制系统采用先进PLC可编程控制技术,实现了全自动控制,管理维护简便。
[1]王 纯,张殿印.除尘设备设计手册.化学工业出版社,2009,6.
[2]春 雨.最新袋式除尘器及配套装置自动化控制系统设计与性能分析运行管理实务全书.中国科技文化出版社,2009,6.
TQ114.15
A
2095-2066(2016)22-0054-02
2016-7-10
猜你喜欢
水泵技术(2022年4期)2022-10-24
山西冶金(2022年3期)2022-08-03
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
科学家(2021年24期)2021-04-25
河北农机(2020年10期)2020-12-14
物流技术与应用(2020年8期)2020-08-28
中国新技术新产品(2018年13期)2018-09-21
自动化博览(2017年2期)2017-06-05
新世纪水泥导报(2016年1期)2016-07-01
