液体农药配料线自动控制系统研究
2017-01-20 09:58冯平王毓顺徐世许
软件 2016年4期
冯平+王毓顺+徐世许

摘要:针对液体农药在配料过程中存在安全与配置精度低问题,设计了一种液体农药配料线自动控制系统。本系统由上位机、PLC、称重仪表和触摸屏构成,其中用Visual Basic 6.0开发设计上位机监控软件,具有数据采集、保存和历史数据查询的功能;CP1LPLC作为主控制器,用于接收称重仪表采集的数据,并通过控制电磁阀和搅拌机等设备控制农药原料精确摄入,上位机与PLC之间采用Ethernet通信实时进行数据交互。系统经调试已成功应用于某液体农药生产厂。该控制系统具备了安全生产、精确高效的优点,且造价成本低,结构简单,具有较大的市场推广价值。
关键词:Ethernet通信;触摸屏;CPIL PLC;称重仪表;Visual Basic 6.O
中图分类号:TP274+.5 文献标识码:A DOI:10.3969/j.issn.1003-6970.2016.04.022
0 引言
我国是一个有着13.6亿人口的农业大国,人均耕地面积仅为0.1公顷。要解决众多人口的粮食问题,并提高人们的生活水平,我们就必须大力发展农业提高单位面积产量来满足人们对粮食的需求。在提高单位面积粮食产量的诸多措施中,化学农药的使用占有举足轻重的地位。目前,我国有相当部分的液体农药企业是小型工厂,设备简陋,缺乏必要的配料控制系统,安全与配置精度问题显得尤为突出。因此,文中以PLC作为控制器,采用visualBasic 6.0开发配套的监控软件,并结合称重仪表、Ethernet通信、计算机控制等多种技术,设计开发了液体农药配料线自动控制系统。该系统可以较为准确的控制液体农药配置精度,同时实现了安全生产与智能管理。
1 系统结构及控制方式
1.1 系统结构
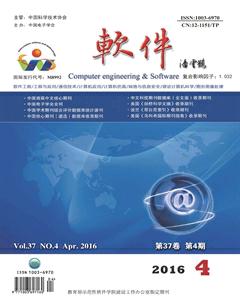
文中所设计的系统包括上位机和下位机两部分,上位机由计算机和昆仑通态TPC1062K触摸屏组成,计算机和触摸屏都可以实时显示和设置液体农药配方的预设参数,实现对液体农药配料的实时监控。下位机为欧姆CP1L PLC,其通过称重仪表实时采集配料过程中各添加物料的实际质量,然后将其处理后与预设值进行比较,根据比较结果实时调节电磁阀和搅拌器,从而实现配料过程自动控制。该系统结构框图如图l所示。
1.2 系统控制方式
根据液体农药厂的需求,我们采用手动和自动两种控制方式。
1)自动控制方式。在上位机监控软件或触摸屏上设置配方的详细预设参数,PLC将称重仪采集的数据经处理后显示在触摸屏与上位机监控软件中,PLC将处理后的数据与配方预设参数进行比较,由比较结果自动进行下一步可行性判断。自动模式下只需设定各物料的预设参数,其余配料过程均可自动完成。
2)手动控制方式。根据上位机远程监控软件或触摸屏上显示的各物料的预设参数,通过控制柜上的不同按钮发送不同的指令到PLC,从而控制不同的设备进行配料。手动模式下需要管理人员根据所观察到的数据,手动控制其他设备进行配料。手动模式可中断自动控制模式,实现操作人员对现场突发状况的及时处理。
2 下位机系统设计
2.1 硬件结构
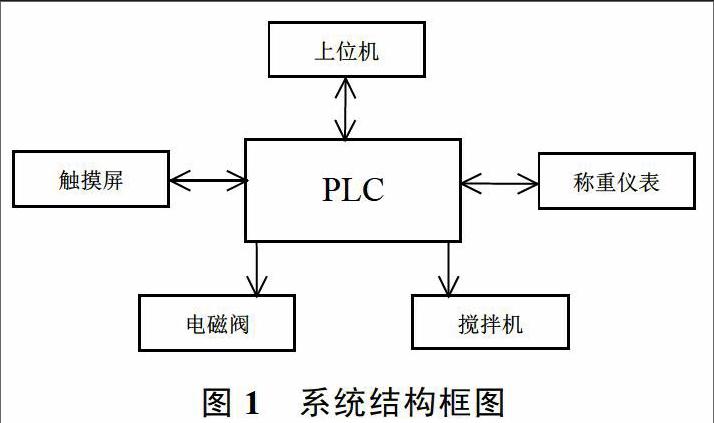
文中硬件结构框图如图2所示。系统硬件包括PLC、触摸屏、称重仪表、电磁阀、搅拌机等。PLC选用OMRON CP1L,该PLC通信功能较好的解决了系统设计中的数据转换和通信问题。PLC添加2个RS232扩展板,分别与触摸屏TPC7062KX和称重仪表ICS241进行RS232串行通信。上位计算机与PLC之间采用Ethernet通信实时进行数据交互。
2.2 数据处理模式
OMRON系列PLC与各种串行通信设备进行数据交换可采用无协议通信模式。无协议通信时,CP1L PLC通信端口除CPU单元外设口、内置RS-232或RS-422A/485口,可以使用串行通信单元板上的端口。称重仪表ICS241自带标准RS-232串口,此处给CP1L PLC选件板配置CP1W-CIF01,即将串口配置成RS232口。因此PLC与上称重仪表ICS241是采用RS-232C串行通信。
称重仪表ICS241设置为连续输出模式,连续输出模式下可以启用或禁用校验和,数据含有17或18个字节。表1显示了标准连续输出的格式。
连续输出格式说明
1.ASCII文本开始字符(0x02),始终发送。
2.显示的重量,可以是毛重或净重。六位,没有小数点或符号。不足六位前补空格。
3.皮重。六位皮重数据。字段中没有小数点。
4.ASCII回车
5.校验和启用时才发送校检位。校验和用于检测数据发送中的错误。
2.3 PLC程序设计
下位机PLC控制程序主要包括自动档、手动档程序和数据处理3部分。数据处理程序主要是将称重仪表ICS241采集的数据储存到DM区;自动档程序主要是将采集处理后的数据与预设参数进行比较,通过比较结果控制相应设备的通断,实现对配料线自动控制。例如,当药品物料1真实值高于预设值时,触摸屏报警灯亮,电磁阀关闭,运动停止;当低于预设值时,运动正常进行,直到达到之前的预设值。手动工作模式可以实现对配料过程的开环控制,自动模式则不需要操作人员控制相应设备的通断。自动档程序流程图如图3所示。
3 上位机系统设计
3.1 监控软件
上位机的监控软件采用Visual Basic6.0开发设计,主要包括用户管理、实时监控、历史数据查询、配方参数修改和报警管理五部分。监控软件要实现数据的存储及查询功能,因此需开发设计数据库,由于系统中数据存储量较小,因此采用了数据库Access。监控软件结构体系。图4所示主界面,软件的“用户管理”主要用于添加、删除用户及用户信息的修改和用户权限的设置。“实时监控”用于显示农药配料过程中各物料的称重数据。“历史数据”主要用于将历史数据生成表格,方便随时查询;管理员具有对所有历史数据查询、编辑、删除的所有权限,普通操作员只能对历史数据进行查询。“配方参数修改”可以实现配方的添加、删除,设置配方中各物料的预设参数,对PLC发送控制指令。
3.1 上位机与下位机的通信设置
在实际生产中,由于控制室与农药配料车间距离较远,并需要保持网络稳定可靠,因此上位计算机与PLc采用Ethernet通信进行实时数据交互,0MRON CPIL PLC内置以太网口,它可以通过HNs协议,实现对PLC DM区的读/写。计算机与PLC通信设置示意图如图5所示。
通过Emernet通信,上位机与PLc组成综合控制系统,实现监控与管理的一体化。在Visual Ba-sic6.0中,上位机通过向PLC发送FINs指令读取DMl00(DM区储存PLC从称重仪表实时读取的数据)开始的150个字数据的功能,实现上位计算机与PLc的通信。
4 结束语
液体农药配料线自动控制系统采用上位计算机与下位机相结合的方法,实现对配料过程的监控与控制。该系统经调试后运行稳定,监控数据准确可靠。在实际应用后实现了对人工配料作业环节的监管,规范了操作人员按照生产配方准确配料;上位机对配料操作记录进行保存,管理人员可实现追溯历史数据,实现了生产的智能管理。文中所设计的控制系统具备了安全生产、精确高效的优点,且造价成本低,结构简单,具有较大的市场推广价值。
猜你喜欢
小学生作文(低年级适用)(2022年9期)2022-09-28
快乐语文(2021年33期)2021-12-21
装备制造技术(2019年12期)2019-12-25
车迷(2018年12期)2018-07-26
中国老区建设(2016年3期)2017-01-15
山东工业技术(2016年15期)2016-12-01
学习月刊(2015年3期)2015-07-09
机电信息(2015年12期)2015-02-27
机电信息(2014年27期)2014-02-27
河南科技(2014年12期)2014-02-27