
同心度测量仪在船舶检验中的应用
2017-02-08 01:05胡长太吉森林
江苏船舶 2017年6期
胡长太,吉森林
(南京金陵船厂有限公司,江苏南京210015)
0 引言
根据美国环保署VGP(2013)要求,从2013年12月19日起,进入美国水域船长大于等于24 m(约79 in)的所有商船,在其油水界面均需使用环保油。对于艉管密封,若采用油润滑系统,则艉管滑油必须采用环保油。船舶使用环保油后,多家船厂出现艉管轴承高温,甚至轴承烧伤的情况。
业界对于轴承高温原因尚未形成一致意见,轴系设计、安装工艺、校中工艺、精度控制以及油品特性等都有可能造成轴承高温。本文选取通过提高艉轴承同心度精度的方法来避免轴承高温现象的产生,在分析对比拉线测量和激光同心度测量仪特点后,认为选用激光同心度测量仪可以提高艉轴承同心度精度以避免出现轴承高温现象。经散货船、集装箱船、货滚船使用后验证,均未发生轴承高温现象。
1 传统拉线测量法
1.1 传统拉线测量法的特点
拉线法是艉管同心度传统的测量方法,它的优点如下:
(1)测量工装简单,只需提供靶架、靶心、钢丝、内径千分尺等工具便可测量。
(2)测量方法比较直观、容易理解。
(3)测量范围适用各种尺寸的艉管。
(4)测量精度受钢丝扰度和人为因素影响较大,因此对测量者的操作水平要求较高,同时还需测量者通过计算公式算出测量位置钢丝线的下垂量。
1.2 计算方法
在测量时,竖直方向的同轴度受到下垂量的影响,水平方向的同轴度不受下垂量影响。
(1)竖直方向的同轴度=(上方数据-下方数据)/2-下垂量。
下垂量用A表示,其计算公式如下:
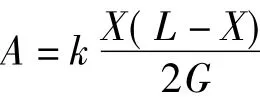
式中:A为下垂量,mm;K为修正系数,mm·kg/m;X为测量点距离零点的距离,m;L为2个零点的距离,m;G为挂重的质量,kg。(2)水平同轴度=(左舷数据-右舷数据)/2。将艉管每个测量位置的数据填入汇总表内,从而得到整个艉管的同心度情况。
某船艉轴管前、后轴承镗孔后数据测量示意图如图1所示。
1.3 拉线测量法造成的误差
(1)钢丝有绕度,具体的绕度值因钢丝材质、钢丝直径、铅垂力等因素不同而不同。特别是在货滚船长轴系测量过程中,绕度的误差更加明显。
(2)螺旋测微器的手感因不同的操作人员手感差距较大。
(3)钢丝必须拉在柴油机输出端和铸钢件外端的中心,这本身就有误差,而且也很费时间。
因此,使用拉线测量方法难免会出现上述误差,最终导致一些轴承产生高温甚至烧损的情况。
2 激光同心度测量仪的特点
为了避免上述误差,引进了瑞典生产的激光同心度测量仪。它的特点是:测量方法比拉线法更简单,标准操作流程,每个点只需测量3个数据就可得出圆心实际位置;测量精度高,可达0.001 mm,且测量距离最大能达40 m,并不受绕度和人为因素的影响;测量结果不需计算,直接在显示器里自动生成;数据的提取非常容易。
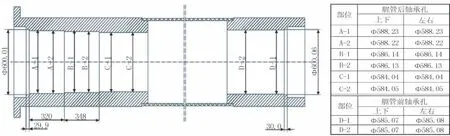
图1 某船艉轴管前、后轴承镗孔后数据测量示意图(单位:mm)
3 同心度测量仪在船舶建造时的应用
根据测量程序及精度控制要求,特制定测量实施流程。实施流程如图2所示。

图2 测量的实施流程
3.1 测量前的要求及准备
为了确保测量数据的准确性,首先要避免在温差变化较大的情况下开展测量工作,应尽量选择在夜间或阴天进行;其次由于此设备精度达到0.001 mm,所以还需清洁测量位置;最后在架设设备测量前还需对发射器、接收器、显示器等测量附件进行检查。
3.2 测量表的制作
测量表的制作相当于测量前的策划方案,需要根据轴系布置和设计的形式确认测量多少个点以及每一个测量点距发射器的距离。
(1)后轴承加工前,以艉轴承的首部和尾部为首尾靶心进行测量。其首、尾靶心的确定见图3。
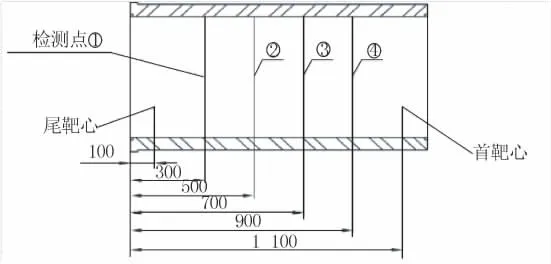
图3 加工前艉轴承首、尾靶心的确定(单位:mm)
(2)后轴承加工完毕且应力消除后,再次以艉轴承的首部和尾部为首、尾靶心进行测量。
(3)镗孔结束和轴承压装后,分别以前艉管座首部为首靶心,后轴承尾部位置为尾靶心进行测量。其同心度测量如图4所示。

图4 镗孔和轴承压装后同心度测量
3.3 测量时的设备安装及数据采集
(1)测量时需要两人配合,一人操作。首先对激光发射器进行架设和调整;然后将激光发射器通过三爪盘吸附在圆外孔上,通过位移按钮和角度按钮将激光大致调整在圆中心即可,这样可以保证在测量每个孔时接收器能完全接收到激光。同心度测量仪的安装示意图如图5所示。
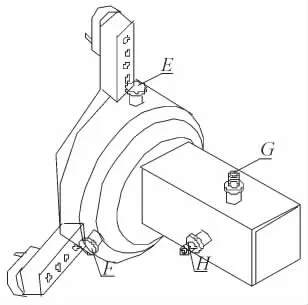
图5 同心度测量仪的安装
(2)测量时只需将接收器在每个测量位置采集用于确定1个圆的3个数据,如图6中的A,B,C 3点,即可得出圆心O位置。依次测完每个孔的圆心位置,通常以首尾2个点为基准点,即可得出其他点相对于首尾2个圆心连成的基准线偏差值。具体测量的数据和分析如图7所示。

图6 每个测量位置采集3个数据
图7中的数据可以清晰看出每个测量位置的高低方向、左右方向的偏差量和偏差方向。从图形可以看出轴孔变化趋势,同时显示出它的直观性强,消除了传统内径千分尺的手感误差。测量艉管时,只需把激光调整为理论中心线(即激光穿过首基点和尾基点),每个点测量的圆心位置即是实际该轴承孔圆心相对于理论中心线高低和左右的偏差。
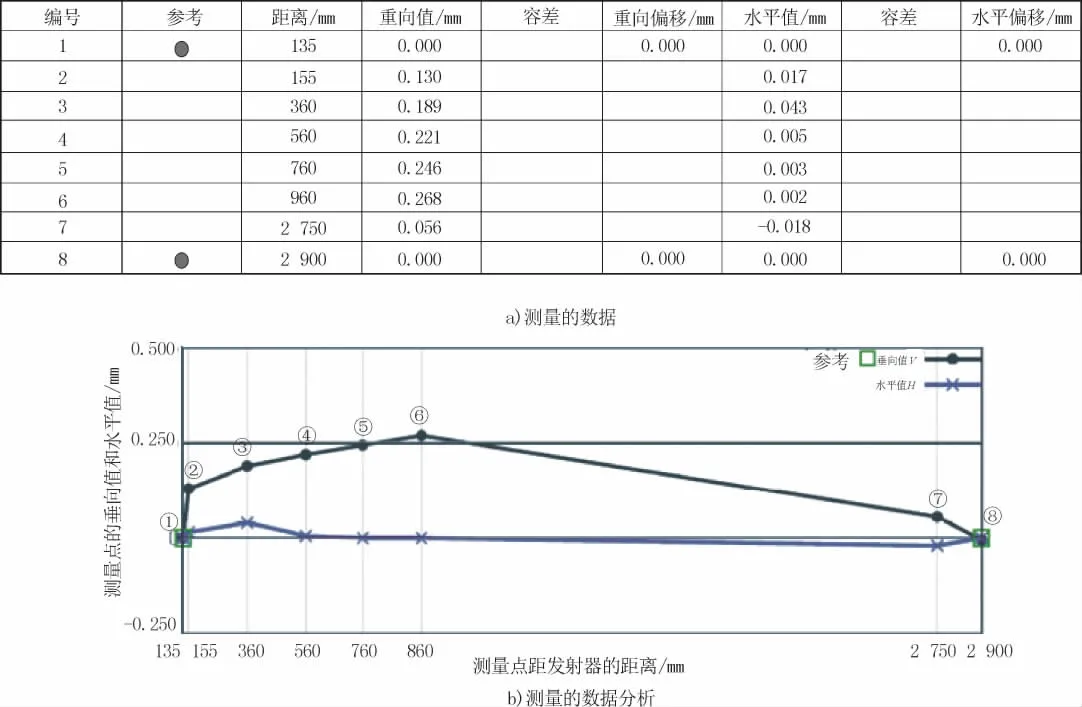
图7 测量的数据和分析图
3.4 测量数据应用
测量完毕后可以自动生成报表,根据报表里的数据进行分析并及时进行相应的调整和处理。
(1)根据测量艉管前、后轴承位置的同心度结果,可以完善施工工艺,确保施工精度。
(2)根据测量结果,可以确定是否需要对轴承的斜度进行补偿。
(3)根据测量结果,可以优化轴系校中工艺,尽量降低艉管后轴承上的负荷。
4 结语
从上文分析可知,避免轴承高温,必须提高轴系安装精度。通过前期的测量制定出详细的工艺以及在安装过程中的严格控制精度等工作,最终可使轴系的安装精度达到设计的要求,从而避免轴承高温。在散货船、集装箱船及长轴系的货滚船等实船建造时使用同心度测量仪监控艉轴管同心度4年期间证明,所造的船从未发生轴承高温的问题,降低了船舶建造企业生产成本,提高了生产效率,更为后期船舶建造积累了宝贵的经验。
[1] 吴道娟,张云军.浅析轴系校中过程中的几个关键点[J].江苏船舶,2017,34(2):19-21.
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
防爆电机(2022年4期)2022-08-17
阅读(高年级)(2022年6期)2022-06-17
防爆电机(2022年3期)2022-06-17
建材发展导向(2021年13期)2021-07-28
初中生世界·七年级(2021年2期)2021-03-12
新世纪智能(高一语文)(2020年11期)2021-01-04
中国航海(2019年2期)2019-07-24
船舶标准化工程师(2019年4期)2019-07-24
电子制作(2019年9期)2019-05-30
