
考虑PCBA翘曲失效的回流焊工艺制程分析
2017-02-09 01:52孙志礼马小英刘明贺
兵器装备工程学报 2017年1期
郭 瑜,孙志礼,马小英,刘明贺
(1.东北大学 机械工程与自动化学院,沈阳 110819; 2.沈阳建筑大学 机械工程学院,沈阳 110168)
【机械制造与检测技术】
考虑PCBA翘曲失效的回流焊工艺制程分析
郭 瑜1,孙志礼1,马小英1,刘明贺2
(1.东北大学 机械工程与自动化学院,沈阳 110819; 2.沈阳建筑大学 机械工程学院,沈阳 110168)
针对印制电路板组件(PCBA)在回流焊工艺中的主要失效形式翘曲失效,应用虚拟实验技术进行PCBA回流焊工艺仿真,研究PCBA翘曲失效及其影响因素;基于ANSYS软件建立了回流焊虚拟实验平台,模拟PCBA的回流焊工艺流程,并对其温度场与位移场进行分析,确定PCBA在回流焊工艺中的受热变化规律,进而计算PCBA翘曲度,并分析各影响因素的对翘曲度的影响程度;研究结果表明:PCBA翘曲量随PCBA热膨胀系数、温区7温度的增大而增大,随印制电路板(PCB)厚度、传输带速的增加而减小。
PCBA;回流焊;虚拟实验;位移场;翘曲
随着电子产品向高密度,微型化的方向发展,印制电路板组件(Printed Circuit Board Assemblies,PCBA)的设计及制造工艺也呈现出高复杂度和多样化,这对保证PCBA品质及可靠性提出了挑战。表面贴装技术(Surface Mount Technology,SMT)是目前电子产品的主要生产方式。作为SMT的关键步骤,回流焊工艺决定着PCBA的最终品质及可靠性,因此对回流焊工艺及产品品质控制的研究具有较强的工程实用价值[1-3]。回流焊工艺对PCBA品质影响主要体现在对焊膏温度曲线的控制及PCBA翘曲失效等方面。回流焊温度曲线受焊膏特性、回流焊参数设定值、产品组态与回焊方法等的综合影响,具有多样性与高度复杂性[4],因此生产前需预先设定PCBA回流焊温度曲线[5]。
由于各原材料间热膨胀系数不匹配、材料的拉伸与剪切以及生产过程中形成的残留热应力和机械应力,经过回流焊工艺后的PCBA会发生不同程度的翘曲[6]。PCBA的翘曲不仅容易造成连接元器件与电路板之间的焊点失效,同时也易使芯片内产生而开裂损坏[7]。因此,对PCBA的翘曲进行有效的控制是提高产品品质及可靠性的重要途径[8-9]。鉴于无铅焊膏在PCBA上的应用已成为电子产业发展的一个必然趋势[10],而相对于传统的铅锡合金回流焊,无铅回流焊工艺有着更为严格的温度控制要求,在此以PCBA作为研究对象,基于有限元仿真技术建立回流焊传热温度场数学模型,对PCBA加热过程中温度曲线及其翘曲度进行研究,揭示影响翘曲度的关键因素。为进一步的产品可靠性分析提供研究基础。
1 回流焊温度场数学模型
目前常用的回流炉为6~12个加热炉区和1~2个冷却炉区组成,本文以昆山市某企业生产线所应用的10炉区(8个加热区与2个冷却区)红外热风回流焊机为例进行建模及分析。通过对每个温区设置不同的温度,使焊膏充分融化再重新黏结,实现元件与基板的连接。回流炉加热过程如图1所示。
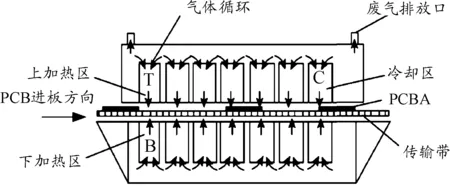
图1 SMT回流炉示意图
1.1 导热微分方程及边界条件的确定
回流焊过程可以认为是一个材料热物性随着温度剧烈变化的非线性瞬态问题,物体内的温度场由其通用方程及导热微分方程一般形式描述[11]:
(1)
1.2 温度场数学模型建立
回流焊工艺的导热方式通常有3种,分别为热传导、热对流和热辐射。红外热风回流焊机进行回流焊加工的传热方式主要是对流和辐射。因此,首先考虑对流传热对PCBA的影响,根据牛顿冷却公式可知,流体被加热时,有
qconv=hc(tw-tf)
(2)
式(2)中,qconv为单位面积的对流传导热量(J/m2);hc为对流传热系数[J/(m2K)];tw为膛炉内的绝对温度;tf为PCBA上某一点的绝对温度(K)。
回流焊工艺的边界条件为辐射时,根据热辐射传热公式得到单位面积上的传热方程。为了便于工程计算,把辐射传热换算为对流传热,写成牛顿冷却公式的形式为
qrad=hr(tw-tf)
(3)
式(3)中,hr为经过辐射转换的对流传热系数[J/(m2·K)]。
将总的对流换热系数h表示为
h=hc+hr
(4)
这样,边界所施加到单位体积上的总热量为
q=h(tw-tf)
(5)
2 PCBA热-结构耦合仿真研究
2.1 PCBA有限元模型建立及加载
PCBA主要组成部分为基板(FR-4,即环氧玻璃布层压板)、各种封装形式的元器件(SOC、QFP、PLCC、BGA等)与焊膏等。在有限元建模过程中,由于PCBA结构复杂,将PCBA模型进行了部分简化。如PCBA实际的铜箔层经过蚀刻处理形成导线,布线的形状复杂且差异很大,因此建模过程中用覆盖在整个印制电路板(Printed Circuit Board,PCB)上的铜箔模拟布线。PCBA有限元模型及网格划分如图2所示。

图2 PCBA几何模型及网格划分
图2中1为PLCC,2为PBGA,3为PBGA。以10温区回流焊炉为例进行仿真,并按PCBA进入各个温区的时间加载对流换热系数。每个炉区的长度定为500 mm。每个温区温度设置如表1。传送带的传动速度为850 mm/min。

表1 回流焊炉区温度设置
根据回流焊工艺的特点,在仿真过程中,将热载荷(热流密度)加载在节点上,并分别对PCBA底面的4个顶点进行约束。由于ANSYS对辐射传热计算比较复杂,因此将辐射载荷换算为对流换热载荷并对PCBA进行加载求解。PCBA各部件的物理状态及性质均不同,因此,相应地其对流换热系数不同。
2.2 PCBA焊膏温度场仿真及分析
经PCBA回流焊温度场仿真,得到不同材料与尺寸元器件对应焊膏温度随时间变化曲线,如图3所示。由图3可知,不同元器件对应焊膏温度曲线虽存在一定差异,但温度变化趋势基本相同。即在预热阶段PCBA焊膏快速升温,在活性区阶段并未像有铅焊膏温度曲线一样升温缓慢,而是温升仍逐渐升高,这是由于无铅焊膏的材料特性。在第7温区,由于基板上有较大元件的存在,焊膏温度并未达到其回流温度,因此在第8温区依然保持高温,使没有达到回流温度的焊膏完成回流工艺,最高温度为238℃。在PCBA离开回流炉之前必须使焊膏冷却固化,因此在冷却阶段,焊膏温度迅速降低。
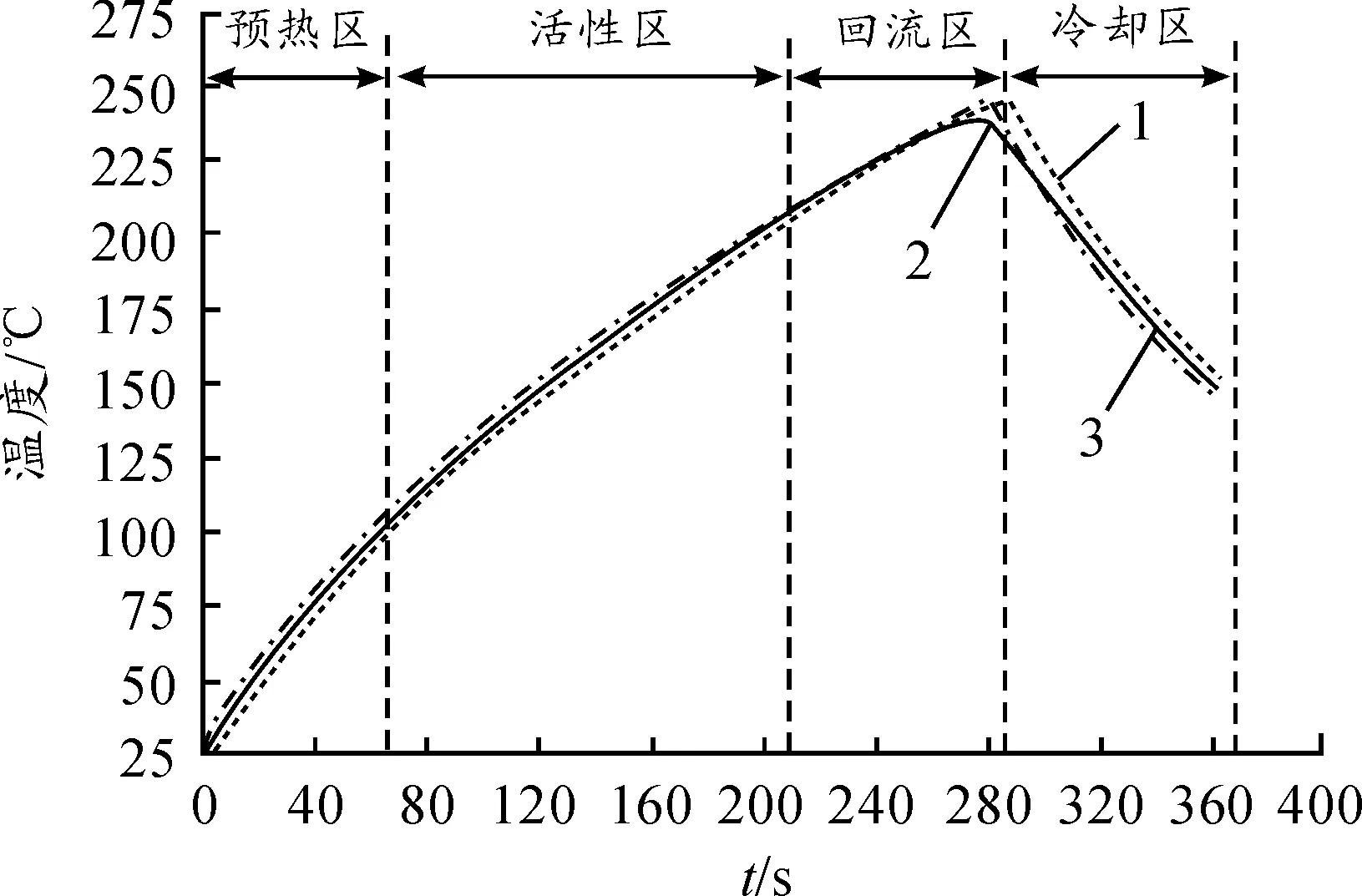
图3 焊膏随时间变化的温度曲线
图3中1为PLCC,2为PBGA,3为PBGA。由前文分析可知,PCBA无铅焊膏温度曲线是影响其品质及可靠性的重要因素。目前,JEDEC标准已对PCBA焊膏温度曲线进行了要求。由表2可知,回流焊温度特征值仿真结果均在JEDEC标准要求范围之内。通过与某企业生产实测值对比发现,仿真特征值与实测值之间虽略有偏差,但其误差在允许范围内,这主要是由元器件模型的简化及仿真过程与实际工况的差异引起的。由此可知,通过回流焊温度场仿真可对PCBA焊膏温度曲线进行预测,进而对产品的品质与可靠性进行评价。通过调整在线参数设置以保证温度曲线在误差允许范围,即使产品满足品质要求,这是控制PCBA品质及可靠性的有效方法。
2.3 PCBA位移场仿真及分析
由图4可以看出,PCBA通过预热区时,变形量由0增大到0.576 mm,这是由于预热区升温速率较快,并且PCBA各部分的导热系数不同,进入温区的时间也不同,因此造成温度不均匀,各部分温度差异大,导致翘曲变形产生。PCBA通过活性区时,变形量由0.576 mm增大到1.277 mm,在此区间虽然PCB、铜箔及各部件的热膨胀系数存在差异,但是由于保温时间长,升温速率小,PCBA的温度分布趋于均匀,变形速率有所降低。随着PCBA进入回流区,炉温到达最高温度,使得基板和铜箔的热膨胀系数的差异达到最大,从而导致PCBA的变形量达到最大,从1.277 mm增大到1.32 mm。最后PCBA经历的冷却区,此时由于炉温迅速下降,基板与铜箔的热膨胀系数差异逐渐减小,因此PCBA的变形量也变小,由最大值降至0.964 mm。

表2 回流焊特征值仿真结果与试验结果对比
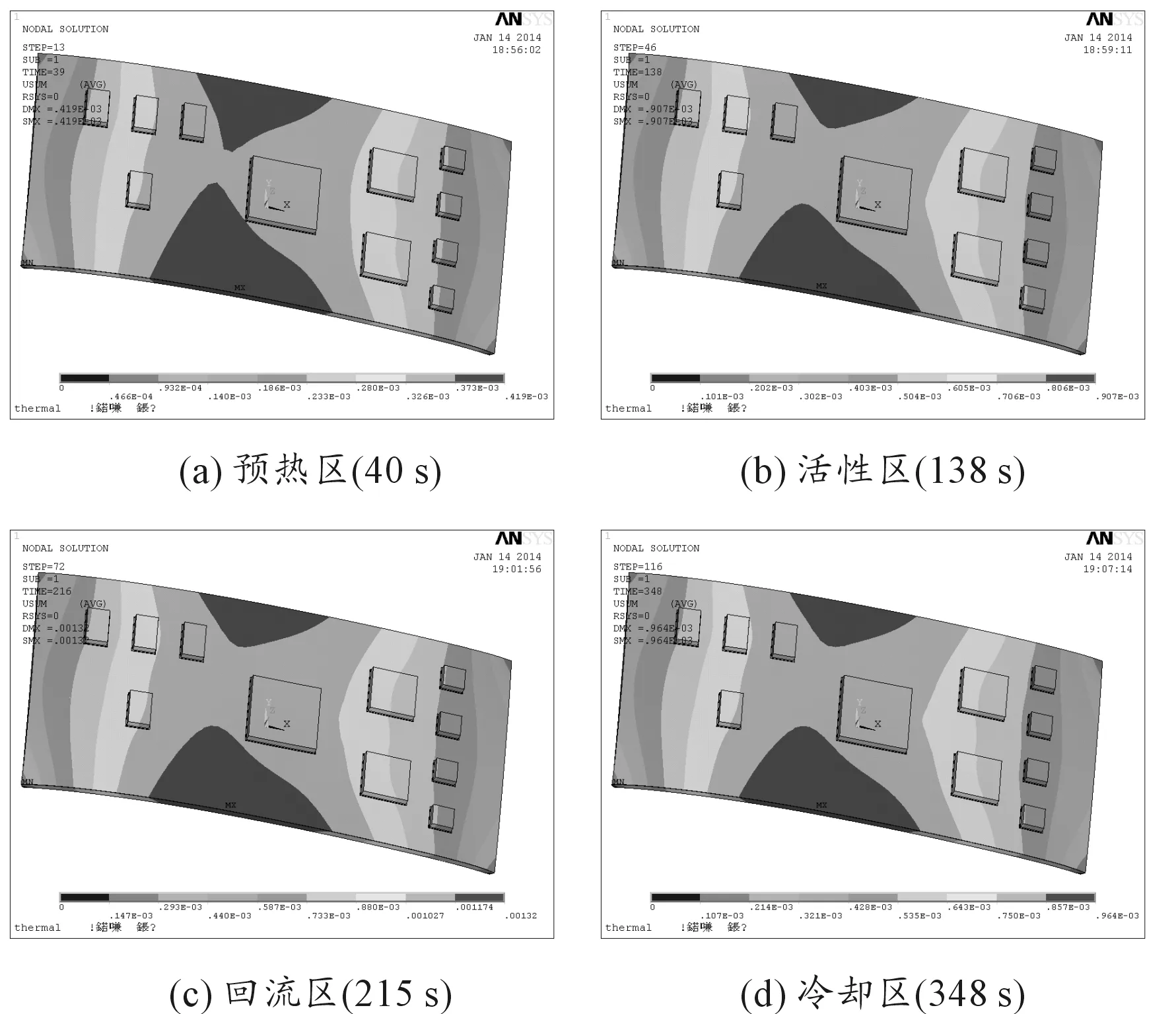
图4 PCBA随时间变化的位移场云图
PCBA发生翘曲变形的实质主要是由于PCB板中FR-4、铜箔与其他元件之间的热膨胀系数不同,以及PCBA在加热过程中温度分布不均匀,使得FR-4、铜箔等元件的膨胀和收缩受到约束,进而产生热应力,PCBA底面及表面的应力差导致其在回流焊过程中的翘曲变形。因此,合理选择热膨胀系数的材料是控制变形量的主要途径。结合温度场分析结果可以看出,PCBA的热变形与温度场具有相似的变化趋势,其变形量随着温度的升高呈非线性增加,当PCBA达到峰值温度时,变形最大。
3 PCBA翘曲量与翘曲度计算
根据IPC6012标准和一般电子产品生产企业规定,翘曲度的允许范围通常为0.70%~0.75%。因此,本文取PCBA许用翘曲度[Q]为0.75%。同时,考虑FR-4材料的强度,取材料许用应力[σ]为340 MPa[7]。
PCBA在温度载荷作用下的翘曲度和应力需满足如下刚度和强度的要求:
Q≤[Q], σ≤[σ]
以Mises准则为屈服准则,翘曲度计算公式为
(6)
其中,Q为翘曲度;w为翘曲值;L为PCBA结构表面对角线长度。
通过仿真得出PCBA在回流焊工艺中的Z方向总翘曲量,并计算翘曲度,如表3所示。
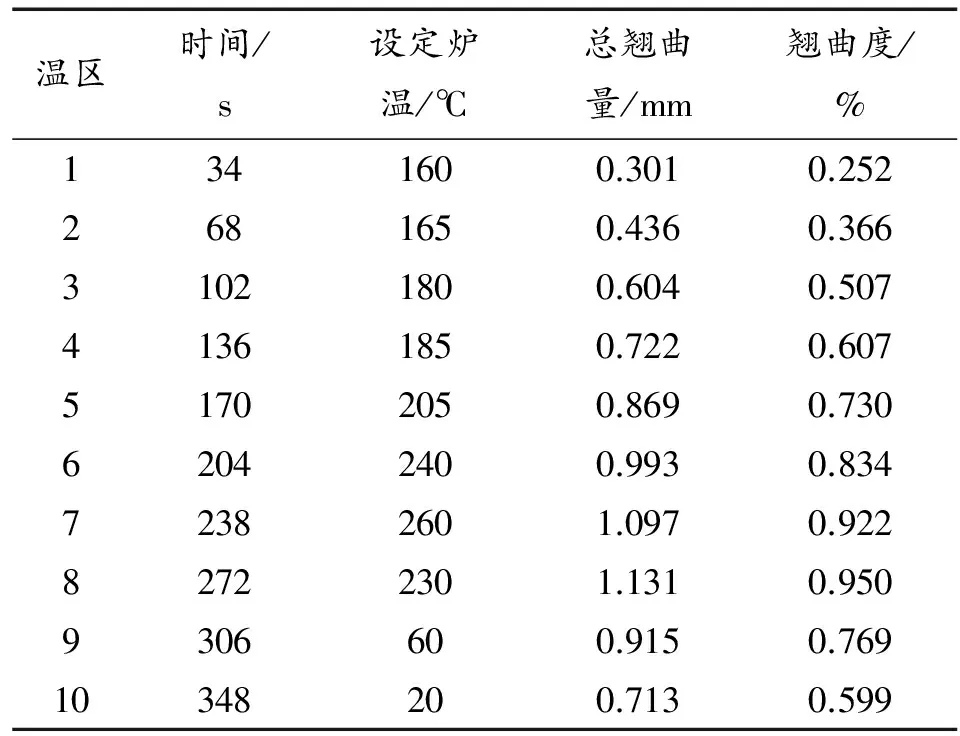
表3 PCBA在Z方向最大翘曲量及翘曲度
由表3可以看出,在回流焊工艺中,PCBA变形是随着温区温度增加而增加的,这与位移云图趋势相符。但PCBA翘曲度最高值并未出现在温区7中,这主要是因为当PCBA进入该温区中,由于PCBA中不同材料的元件存在及回流时间较短,导致温度并未达到最高。当进入温区8时,由于回流时间充分及PCBA受热均匀,使温度达到最高,进而导致了翘曲度最高值在该温区出现。当PCBA经过回流区时,过大的变形可能会导致PCBA中元器件开裂等导致PCBA失效,由此可以认为合理控制峰值温度所在温区的温度,是降低翘曲失效的必要措施。
4 PCBA翘曲量影响因素分析
由以上分析可知,材料热膨胀系数和回流炉最高温度是产品翘曲的重要原因,此外,传输带速控制着PCBA在各温区停留的时间,而基板厚度对翘曲量也有一定影响。由此可以确定影响PCBA变形的主要因素有:传输带速v、温区7温度T7、PCB厚度D及PCB热膨胀系数b。利用有限元模型计算每个影响因素不同值的PCBA变形量,结果如图5所示。通过计算回流焊工艺中不同参数设置下的翘曲量可以对影响PCBA翘曲的因素进行分析。
由图5可知,PCBA翘曲量随PCB厚度D、传输带速v的增加而减小,随PCB热膨胀系数b、温区7温度T7的增大而增大。这是因为当PCB厚度增加时,其散热效果更加良好,由表3可知,PCBA翘曲量在回流焊冷却阶段是逐渐减小的,因此在良好的冷却条件下,PCBA的翘曲量变小。当PCB热膨胀系数增加时,将使得其与铜箔之间的热膨胀系数之间的不匹配更加突出,造成PCBA翘曲量变大。当传输带速增加时,PCBA在回流区的时间变短,PCB处于玻璃转化温度以上的时间较短,因此减少PCBA由于自身属性导致的翘曲变形。当温区7温度增加时,回流焊温度曲线的峰值温度提高,将会使基板热膨胀系数与铜箔热膨胀系数的差异进一步加大,从而造成PCBA翘曲量增大。
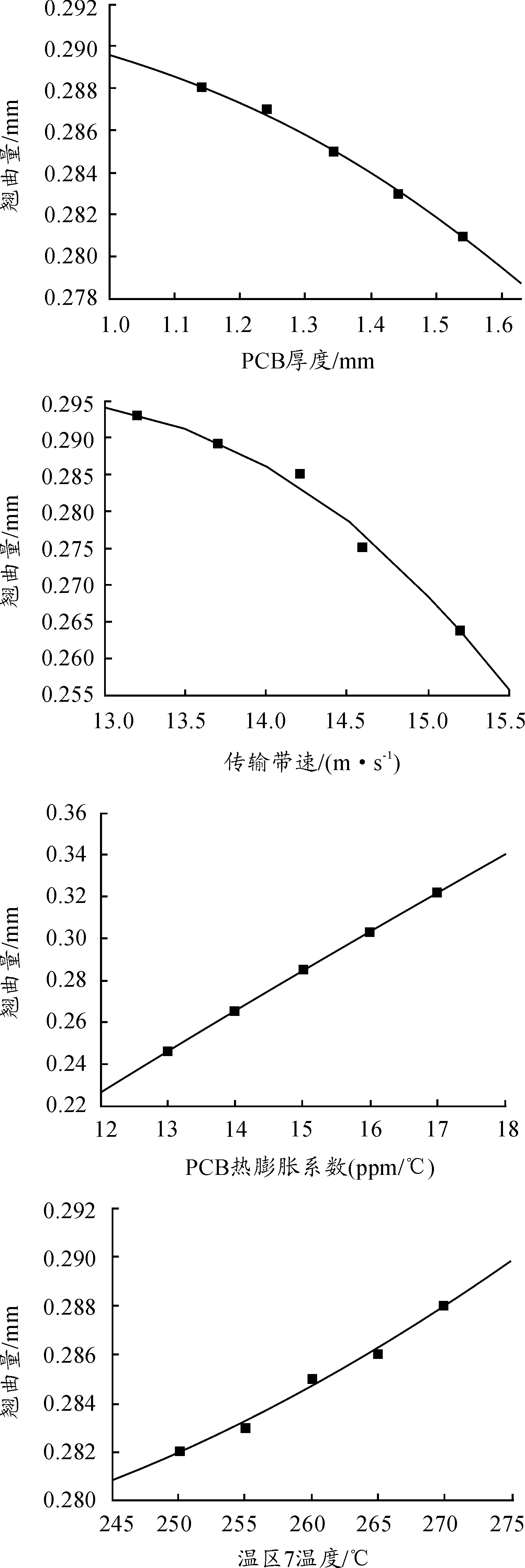
图5 翘曲量影响因素分析
5 结论
对PCBA回流焊工艺温度场进行分析,预测无铅焊膏温度曲线,与PCBA焊膏温度曲线要求规范及实测值进行对比,结果表明:回流焊温度场仿真是预测PCBA焊膏温度曲线的可行方法。
对回流焊过程中PCBA位移场研究发现,控制PCBA峰值温度及材料热膨胀系数的合理选择是抑制其翘曲失效的有效途径。PCBA翘曲量随PCB厚度D、传输带速v的增加而减小,随PCB热膨胀系数b、温区7温度T7的增大而增大。
[1] TSAI M Y,CHEN Y C,LEE S W.Comparison between experimental measurement and numerical analysis of warpage in PBGA package and assembly with the consideration of residual strain in the molding compound[C].International Conference on Electronic Materials and Packaging,2006:1-8.
[2] TSAI T N.Development of a soldering quality classifier system using a hybrid data mining approach[J].Expert Systems with Applications,2012,39(11):5727-5738.
[3] TSAI T N..A hybrid intelligent approach for optimizing the fine-pitch copper wire bonding process with multiple quality characteristics in IC assembly [J].Journal of International Manufacture,2014(5):177-192.
[4] TONG J,TSUNG F,YEN B.A DMAIC approach to printed circuit board quality improvement [J].International Journal of Advanced Manufacturing Technology,2004,23(7/8):523-531.
[5] GAO J G,WU Y P,DING H.Thermal profiling:a reflow process based on the heating factor [J].Soldering & Surface Mount Technology,2008(4):20-27.
[6] 陶仁君,孙忠新,董丽玲.印制板翘曲度分析及其测试方法[J].印制电路信息,2012(1):56-60.
[7] 吴许杰,牛忠荣,刘凯.印刷电路板设计参数对其翘曲影响的分析[J].合肥工业大学学报,2013,36(8):954-958.
[8] HUERTAS L,CONWAY P,WHALLEY D,et al.Deployment of a reflow process model to support quality and reliability in PCA manufacturing [C].12th Electronics Packaging Technology Conference,Singapore,2010:315-320.
[9] LAU C S,ABDULLAH M Z.Three-dimensional thermal investigations at board level in a reflow oven using thermal-coupling method [J].Soldering & Surface Mount Technology,2012,24(3):167-182.
[10]MA H T,JEFFREY C.A review of mechanical properties of lead-free solders for electronic packaging [J].Journal of Material Science.2009,44(7):1141-1158.
[11]黄丙元,孙桂珍,张同岭.SMT温度场的数学模型[J].电子工艺技术,2005,26(6):333-335.
(责任编辑唐定国)
Reflow Process Analysis Considering Warping Failure for PCBA Manufacturing
GUO Yu1, SUN Zhi-li1, MA Xiao-ying1, LIU Ming-he2
(1.School of Mechanical Engineering and Automation, Northeastern University, Shenyang 110819, China;2.School of Mechanical Engineering, Shenyang Jianzhu University, Shenyang 110168, China)
During the re-flow process for PCBA manufacturing, the main failure mode is warpage. To investigate this issue, application of virtual experiment technology was used for PCBA re-flow process simulation. Then study was carried out for PCBA warping failure and its influencing factors. Firstly, virtual experiment platform for re-flow process was set up based on ANSYS software so as to simulate the manufacturing process. Then the temperature field and the displacement field were studied to determine PCBA’s thermal variation and main factors in the re-flow process. Further, the warpage of PCBA was calculated. The results show that the warpage increases with the increases of PCBA thermal expansion coefficient and temperature of the 7th zone. While the warpage goes down with the increases of PCB thickness and the transmission belt speed.
PCBA; re-flow process; virtual test; displacement field; warpage
2016-07-18;
2016-09-15
中央高校基本科研启动基金(N140303011)
郭瑜(1985—),女,博士,主要从事机械可靠性工程与质量控制研究。
10.11809/scbgxb2017.01.036
郭瑜,孙志礼,马小英,等.考虑PCBA翘曲失效的回流焊工艺制程分析[J].兵器装备工程学报,2017(1):158-162.
format:GUO Yu, SUN Zhi-li, MA Xiao-ying,.et al.Reflow Process Analysis Considering Warping Failure for PCBA Manufacturing[J].Journal of Ordnance Equipment Engineering,2017(1):158-162.
TN41
A
猜你喜欢
印制电路信息(2022年6期)2022-08-03
印制电路信息(2022年4期)2022-06-25
印制电路信息(2022年4期)2022-06-25
理化检验(物理分册)(2021年11期)2021-12-08
舰船科学技术(2021年12期)2021-03-29
智慧少年·故事叮当(2020年10期)2020-11-06
中华诗词(2020年1期)2020-09-21
电子制作(2019年19期)2019-11-23
建材发展导向(2019年5期)2019-09-09
小学生作文(中高年级适用)(2018年5期)2018-06-11
