
CPR1000型核岛主管道坡口加工的质量控制
2017-02-21 21:20刘剑
科技创新与应用 2016年35期
刘剑
摘 要:作为主管道安装的关键控制性工作,主管道坡口加工必须要攻克各种关键性技术难题:主管道壁厚不均匀、内外经不规则及内外表面不平整、坡口加工过程中机器抖动、人员缺乏相关的施工经验等。其中的复杂性和挑战性是以往管道安装过程中所不曾遇见的,为此项目部为提高坡口加工的合格率及解决加工过程中遇到的问题,采取理论指导结合模拟练习的双重措施。文章以阳江5号机组冷热段主管道坡口加工为例,着重对主管道安装中坡口加工阶段的质量控制进行研究,包括质量控制目标、方法、质量风险分析等,为6号机组及后续项目主管道坡口加工的质量管理提供一定的借鉴和参考。
关键词:核岛;主管道;坡口加工;内镗
1 流程简介
加工一个坡口基本流程按上面步骤次序完成,三维测量对所有管段整体进行,无需单独测量。每个坡口对应的尺寸略有不同,需按相应的坡口尺寸进行加工。考虑到管子施工条件不一样,将按实际情况选择内卡和外卡两类坡口机。每类坡口机加工工艺有很大的差别,但不影响基本的加工流程。为了保证坡口加工的质量,结合施工经验对其中重要和关键的步骤进行控制。
2 余量切割的控制
为保证切割的质量,从方法和人为因素采取以下三种措施进行控制:
一是切割管道余量时,根据上游提供的切割数据以管段端面为基准画出切割的线,在保证管道有效长度的前提下,从切割线向后40mm画一条检查线,记录切割线到端面的实测值。此切割线不但能用于指导切割,还能用于检查切割后的量是否满足切割的偏差,从而避免切短管子。
二是在切割过程中首先对管段粗切割,保证管道预留有一定的余量。再运用记录的检查线到端面实测值减去切割线到端面的实测值和要求切割数据,计算出需要精切割的余量。
三是切割过程中,为规避人为因素的风险,技术人员对班组施工人員测量和计算的数据进行验证,对关键处可引入质检人员第三方检查。余量切割的大小影响管段的长度,进而影响与主设备的连接距离,造成与其连接的主设备中心线发生严重偏离。
3 内镗加工的控制
3.1 在对5号机主管道冷热段内镗加工时发生三起不符合项事件
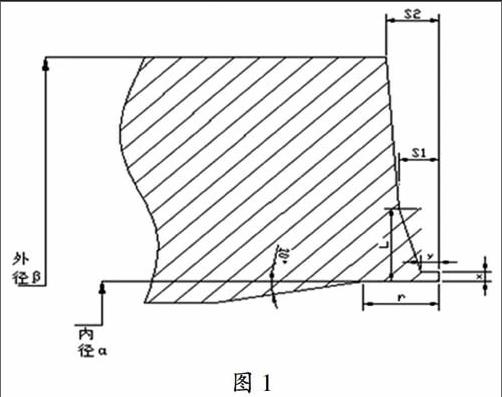
(1)一环路冷段内镗加工完成后经检查,发现内镗深度r值过大,已超出公差上限值约1mm。(2)一环路热段内镗加工在进行最后一刀切割时,切割量过大导致内径α超差,现场发现问题因及时停机退刀,避免了更严重的质量事件。(3)二环路热段最终加工完成后检查发现存在弦长155mm的区域内壁厚尺寸不满足图纸要求,管口壁厚小于规定要求,造成此次事件也是由于在内镗加工环节引起的。
3.2 不符合项原因分析
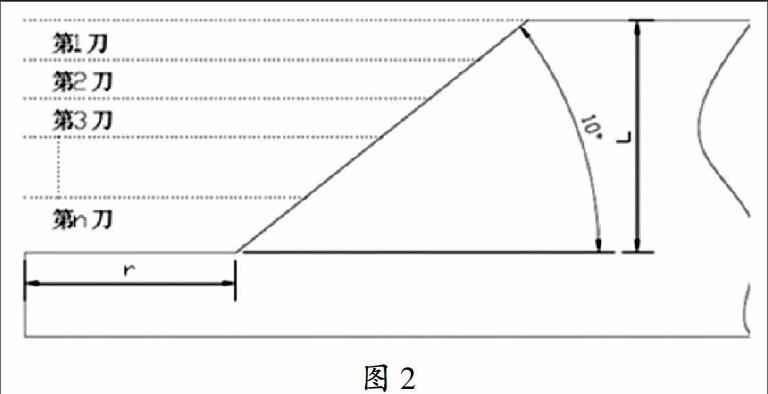
内镗加工是沿管道中心轴线轴向进刀,每切割一刀退出来,调整刀具再进下一刀,分多次进刀直到内镗加工完成,如图2。在切割第一刀需要通过切割量L来计算轴向的切割深度,后续进刀没再测量深度值r,直到内镗加工完成后才测量深度值r,同时每一刀的切割量未做具体规定。针对此种方法进行加工出现的不符合事件进行了调查和分析,无论在理论还是实践都是唯一且正确的加工方式。出现质量失控的原因是多方面的,即有单方面的因素影响,也存在多种原因的重叠效应:主管道出厂时管口内壁表面不平整,引起每个圆周上会出现L值大小不一致,因L值产生偏差造成由L值计算出来的内镗深度产生偏差。管道内外不规则及壁厚不均匀,内镗切割到薄壁厚处易引起壁厚减薄,最终不满足要求值。
内镗加工时,因操作的原因及不可控的因素,每进一刀可能引起内镗深度产生微小的偏差,而每进一刀后缺少对内镗深度必要的校正工作,多次进刀后造成误差累积,最终内镗深度偏离了理论值。
3.3 质量控制采取的方法
通过对产生不符合项的原因分析,可以发现不可控因素是引起质量事件的主要原因。提前发现存在的风险及评判,加强过程中质量控制是降低质量事件发生率的有效措施。
坡口加工前对管道进行外观、管口的椭圆度和垂直度等参数进行检查,提前对影响质量的因素进行分析,并预判可能产生与实际要求尺寸的偏差。根据分析结果来规避可能的风险,对于无法规避的风险可发澄清请上游给出处理意见。
编制详细的坡口加工操作指示书,对于其中的步骤进行细化和制定相应的记录表格,针对产生偏差的原因制定相应的规避措施,在实际加工中严格按照指示书中的规定要求进行坡口加工,并对切割的量和相应的刀数记录在表格中,做到数据的可追溯性,从而确保证对产生质量事故的原因快速查找及找到解决的方法。
内镗加工时每切割一刀需要对尺寸进行测量,比较其与理论值的偏差,并根据比较的结果在接下来的切割中调整刀具的进刀量和切割深度,确保每一次进刀的时候能够及时对参数进行校正。同时,技术人员需要在加工的过程中跟踪切割过程中的关键点,尤其是计算和测量等技术性强的工作,加强过程中的实时监控。
4 端面加工的控制
端面坡口为坡口加工的最后一步,也是关键的一步,加工质量的好坏决定着坡口的质量,为了确保质量合格的坡口,需要制定严格的操作方法和预防措施。
要保证坡口的加工质量,需要保证三个水平:一是管道的水平,二是操作平台的水平,三是安装到管道过程中坡口机的水平。
坡口加工时间持续长,当中间时间间隔超过两小时机器没有操作时,需要对坡口机重新定中心,并使用百分表重新调整坡口机的平面度和垂直度。在正式加工前由受过培训的操作人员进行坡口加工,加工过程中操作人员要时刻观察坡口的变化,如有跳刀等异常情况要马上停机进行调整。
端面坡口加工时,采用少量多次进刀的原则,即每刀少量切割分多次进刀。在首次几刀切割时,为了保证进度,可以放宽每刀的切割量。越往后切割,越接近极限,余量越来越少,为了避免切割偏差引起的质量事件,每刀的切割量控制在公差范围之内。
5 结束语
主管道坡口加工属于精密度比较高的工作,需要认真准备、进行施工、严格控制,使主管道坡口加工顺利推进。为保证加工质量,做到在施工过程中要提前做好质量风险分析及风险预判,通过理论研究分析和施工实践在过程中做好质量控制。
