
ZJ19B齿轮箱零件工艺方案研究及应用
2017-02-21 21:26王晓勇王学才
科技创新与应用 2016年35期
关键词:齿轮箱
王晓勇+++王学才

摘 要:齿轮箱是我公司ZJ19B卷接机组的核心零件,具有形状复杂、加工部位多、形位公差要求严、尺寸不便测量的特点,加工难度大。文章针对该零件结构特点及精度要求,从加工设备选用和专用工装设计方面,详细阐述了零件加工方案设计及具体实施过程,为中、小箱体零件提供了较好的加工思路。
关键词:卷烟设备;齿轮箱;专用夹具;工艺搭子
1 问题的提出
ZJ19B卷烟机组是我公司主打机型,深受卷烟企业的欢迎。齿轮箱零件是ZJ19B机组后身部件中的关键零件,零件的三维模型及加工毛坯如图1、图2所示。
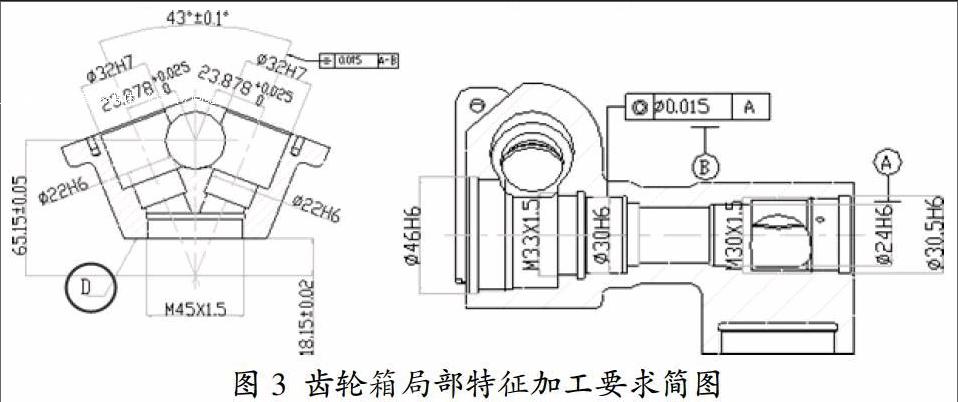
齿轮箱主要特征加工精度要求如图3所示。
由零件图及毛坯形状可知,齿轮箱零件结构复杂,材料去除量大,没有合适定位面,难于装夹,此外零件加工部位多,尺寸和形位公差要求严,加工难度大。笔者根据该零件的结构特点和加工要求,从设备选型,加工方案及自制工装等多方入手,圆满解决了齿轮箱的加工难题,以下是加工过程。
2 齿轮箱加工过程
2.1 加工设备选型
为了保证齿轮箱尺寸和形位公差的要求,必须遵循“工序集中”的加工原则。因此,加工设备我们选用了从瑞士米克朗公司进口的HPM1150U 立卧转换加工中心,该机床三个直线轴定位精度0.008MM,重复定位精度0.006MM,A、C轴分度精度为10″,重复定位精度5″,能实现3+2轴加工,完全满足齿轮箱的加工需求。
2.2 加工步骤及装夹方案设计
通过综合分析,我们将零件加工分为3次装夹,并设计了对应的组合夹具。
2.2.1 定位面及定位孔加工
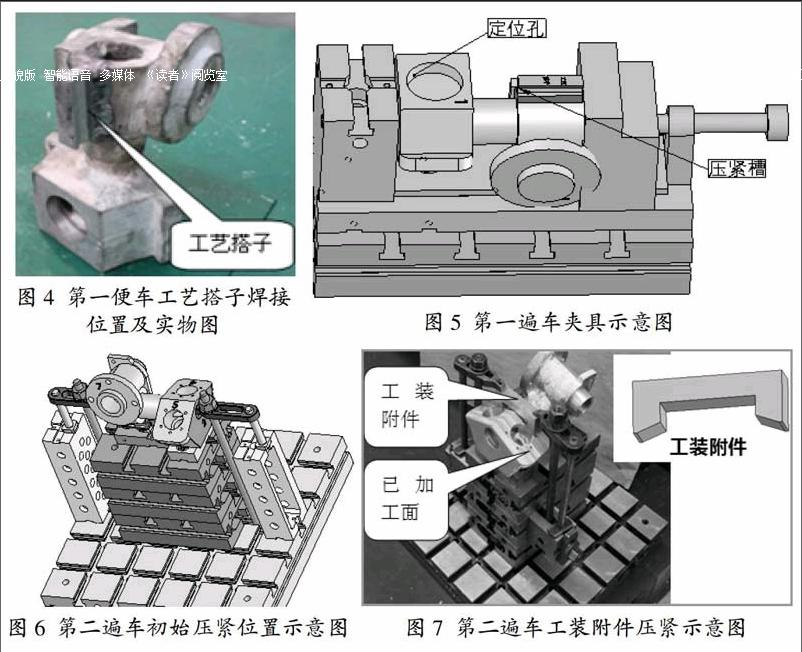
经分析,为了实现“工序集中”,必须以图1中的D面为底面装夹,为此,根据加工毛坯的特点,我们焊接一个矩形工艺搭子作为辅助支承面,工艺搭子位置及焊接效果如图4所示。本道序组合夹具设计如图5所示,加工内容为加工图1所示D平面,铣平工艺搭子,将D平面上M45X1.5螺孔加工成Φ43.5H6工艺孔,在工艺搭子两侧加工出对称压紧槽,便于后序加工的定位和压紧。
2.2.2 斜面及各精度孔的加工
第二遍加工需要中途停车,调整一次压板位置,组合夹具及初始压板位置如图6所示,本次主要加工设计图B-B视图中的Φ45g6外圆,Φ32H6内孔等特征。加工后,需要调整压板位置,对A、B基准孔进行加工,为防止压伤Ra1.6对称斜面,我们专门设计了压紧工装附件,保证了装夹效果,如图7所示。
2.2.3 去掉工艺搭子,加工完成
第三遍车加工的组合夾具设计如图8所示,为了防止压伤零件,控制变形,我们设计一个专用预紧压块,该压紧块斜面角度与零件上的斜面角度一致,使用时压紧块斜面与零件斜面贴合,不但解决了压紧难题,而且避免了对已加工面的顶伤。三遍车加工后,得到的零件成品如图9所示,经检测,各项尺寸和形位公差均满足图纸要求。
3 结束语
我们通过正确选用加工设备,制定合理的工艺路线,巧妙安排辅助工艺搭子,制作专用压紧块等有效措施,成功解决了公司ZJ19B卷烟机组齿轮箱的加工难题,为小零件、多型面、多部位的零件加工提供了较好的解决办法,对读者具有借鉴意义。
参考文献
[1]赵长明.数控加工工艺及设备[M].北京:高等教育出版社,2003.
[2]孙风池.机械加工工艺手册[M].北京:机械工业出版社,2007.
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
今日自动化(2022年1期)2022-03-07
科学与生活(2021年6期)2021-09-10
科学家(2021年24期)2021-04-25
山西能源学院学报(2019年2期)2019-09-10
风能(2019年9期)2019-02-18
电机与控制学报(2018年9期)2018-05-14
筑路机械与施工机械化(2016年8期)2016-10-25
科技视界(2016年24期)2016-10-11
振动工程学报(2016年2期)2016-07-20
