
喷水织机花样控制系统
2017-03-02 03:17钟开锋
杭州电子科技大学学报(自然科学版) 2017年1期
曾 毓,黄 崇,钟开锋
(杭州电子科技大学电子信息学院,浙江 杭州 310018)
喷水织机花样控制系统
曾 毓,黄 崇,钟开锋
(杭州电子科技大学电子信息学院,浙江 杭州 310018)
针对现代织机对花样控制系统提出的高性能、高可靠性等要求,使用STM32微控制器搭建硬件平台,采用分层模型的“状态机”控制方案设计了喷水织机花样控制系统.经现场测试表明,系统具有实时性强、稳定性高、易操作、维护性好等优点,能满足工业生产的需要.
喷水织机;花样控制系统;状态机;STM32
0 引 言
随着电气自动化的发展,传统织机的机械选纬装置因控制不灵活、花样简单、多色纬纱支持困难等原因逐渐被电子储纬器等机电一体化装置替代.电子化的织机引纬系统还可与电子多臂机、电子提花机等开口装置配合,使得布匹花样的多样性和精细度大大提高[1].
我国虽然是纺织大国,但是纺织设备的相关研发起步较晚,高品质的纺织设备主要引进国外[2],纺织设备生产技术的滞后严重影响了我国纺织业的长远发展[3].目前国外的花样控制系统正朝着高可靠性、绿色环保、集中管理、操作方便等方向发展[4],而我国的控制系统在可靠性与操作管理方面与国外相比还有一定的差距.为此,本文以织机当中常见的喷水织机为例,研究并开发了一套基于STM32的喷水织机花样控制系统,以期在可靠性、稳定性及易用性方面有所改善.
1 花样控制系统概述
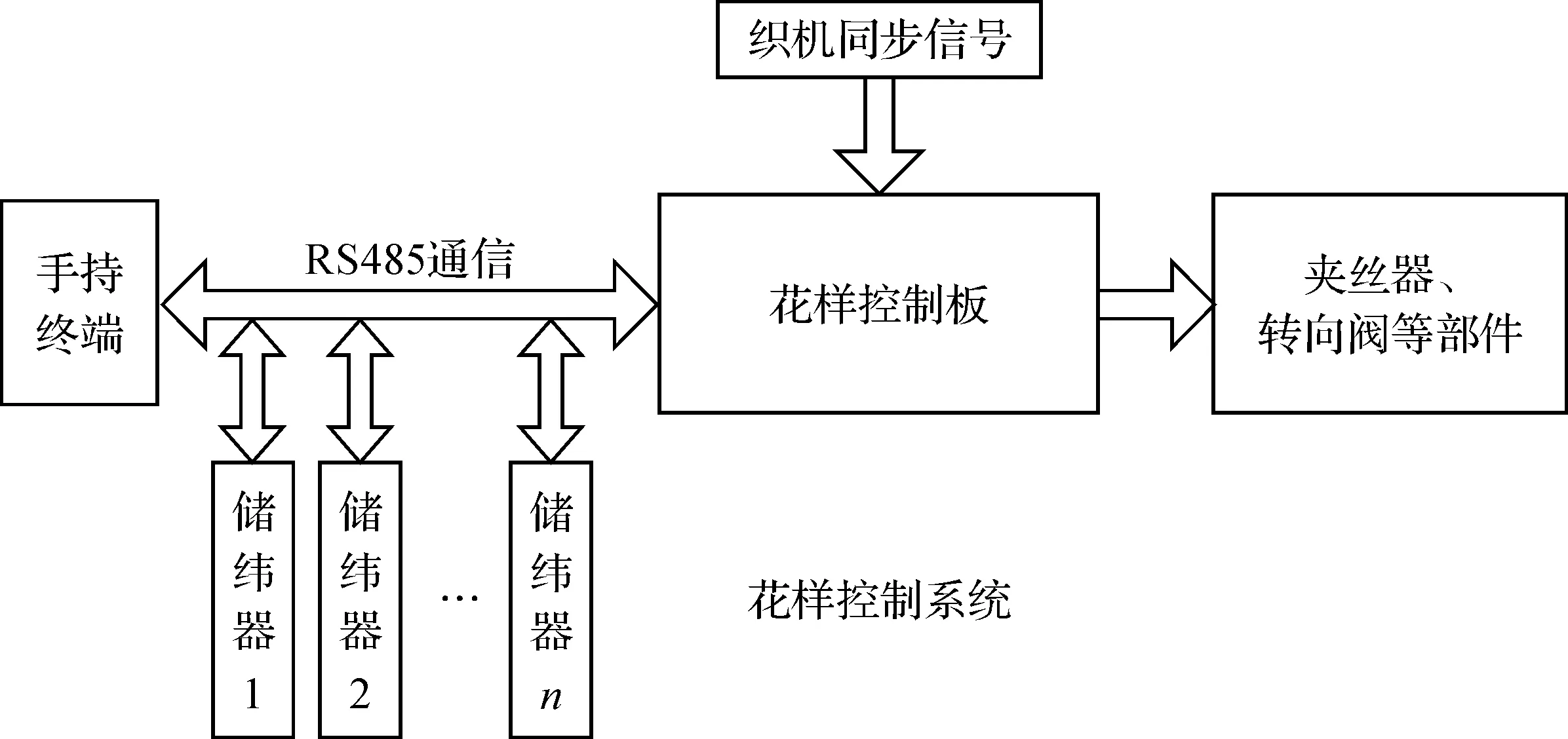
图1 喷水织机花样控制系统结构图
花样控制系统是喷水织机引纬机构不可缺少的部分,具有花样编辑、花样执行、状态监测、故障诊断以及设备调试等功能.早期的花样控制系统由工控机或PLC连接外围机械部件进行织机的花样控制[5-6],本文设计的喷水织机花样控制系统将花样编辑、状态监测、故障诊断等功能转移到由手持终端来实现,关键的信号处理功能(如同步信号采集与控制信号输出等)由一块基于ARM平台的花样控制板来实现,花样控制板同时还包含对电子夹丝器、电子转向阀等部件的控制功能.系统结构如图1所示.
2 系统硬件设计
2.1 总体设计
本文设计的喷水织机花样控制系统支持2种花色选纬,在硬件上预留了2路接口,通过复制扩展的方式搭建了4种花色选纬的硬件平台.花样板硬件电路由主控制器STM32F103VCT6、电源供电模块、织机接口模块、人机小板模块、功率驱动模块、储纬器接口模块以及RS485通信模块等部分构成.花样板硬件结构如图2所示.

图2 花样板硬件结构框图
电源供电模块为整个引纬系统提供各种幅值和功率的电源;织机接口模块主要用于检测主轴角度和织机状态,接收花样板提供的同步信号,输出多臂选纬信号和报警信号;人机小板模块用于驱动LED指示灯,并检测薄膜按键的状态;功率驱动模块用于驱动2个夹丝器和1个转向阀;储纬器接口模块用于实现对2台储纬器的放纱控制以及错误信号、夹纱器信号的检测;RS485模块实现了花样控制板与手持终端、储纬器之间的数据通信及协议解析.
2.2 手持终端设计
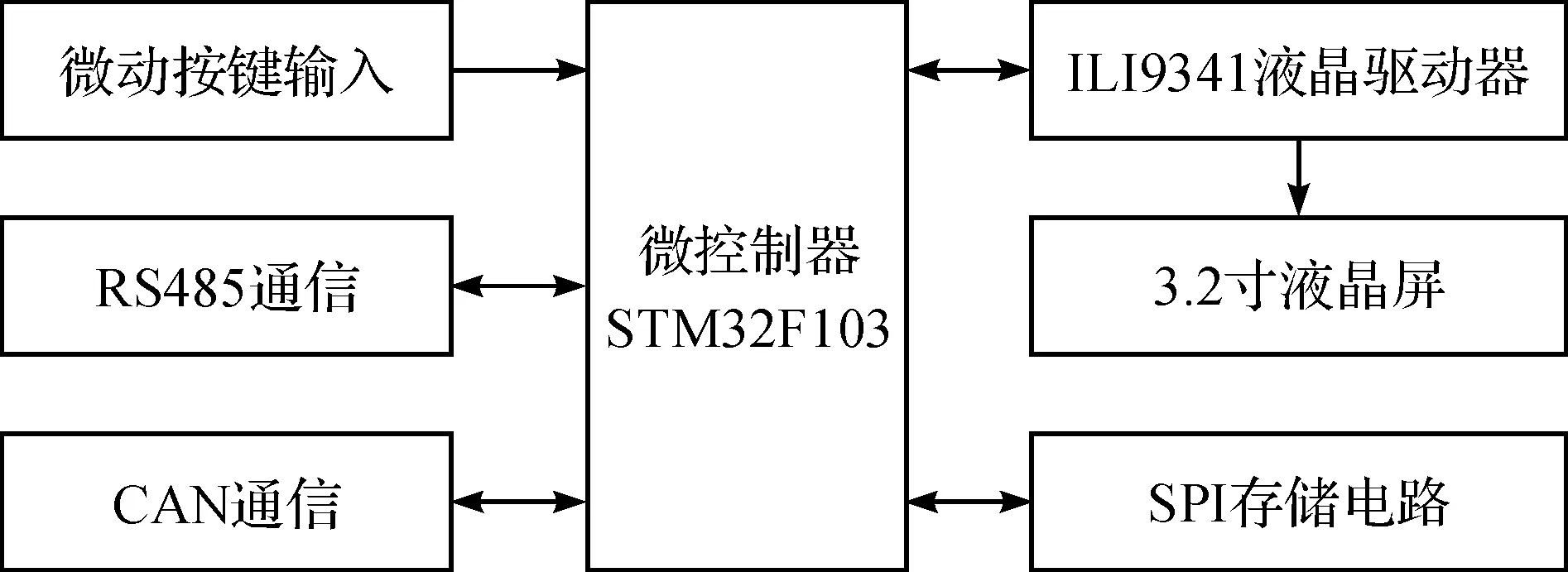
图3 手持终端硬件结构框图
手持终端作为整个系统的人机交互接口,具有参数设置、状态监测、花样编辑与发送、设备调试等功能.手持终端硬件结构框图如图3所示,使用STM32F103VFT6为核心控制器,显示部分包括3.2寸TFT液晶屏和ILI9341显示控制器,具备RS485和CAN通信接口.
微控制器STM32F103VFT6的ROM空间为768 kB,可以在单片机内部存储一些图片作为显示背景,以美化显示界面.由于单片机自带ROM的读取速度优于外部扩展存储器,所以刷屏速度快,人机体验感好.微动按键输入模块共有7个按键,分别是上、下、左、右4个方向键和确认键、返回键、功能键.按键布局以及操作方式模仿直板手机的设计,有利于操作人员迅速上手.通信接口提供RS485通信和CAN通信两种方式,目前只用到RS485通信,CAN通信接口为产品后续升级扩展预留.SPI存储器用于存储手持终端参数和花样信息等数据.
2.3 角度采集电路设计
邮编:100024 电话/传真:010-65778838/8734 邮箱:lvyoudaokan@126.com
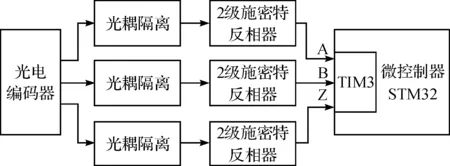
图4 角度采集电路
角度采集电路负责采集织机主轴的角度,这部分电路示意图如图4所示.STM32的通用定时器、高级定时器都带有编码器接口,利用单片机原生的硬件编码器接口简化了编码器的采集电路,降低了系统的成本.
光电编码器通过齿轮连接在织机主轴上,有3个输出信号,分别为A相、B相和Z相,经过光耦隔离、施密特反相器SN74AHC14滤波,输入到控制器中.A,B相接入到STM32的TIM3接口上,将TIM3配置为正交编码器模式[5],实时跟踪角度的变化.但是,仅仅通过A,B两相无法定位角度的零点,所以还需要将Z相接到STM32的一个普通IO上,将此端口配置为外部中断触发模式,在编码器机械零点触发的中断服务程序中,将TIM3的计数器清零,从而消除转动过程中的累积误差.
2.4 夹丝器驱动电路设计
夹丝器在纬纱放出前打开,并在引纬结束后关闭,防止纬纱从喷嘴中脱出.夹丝器属于电磁铁和弹簧组成的开合机构,施加电压时,在电磁铁吸引带动下打开;释放电压时,在弹簧的作用下关闭,设计时利用单MOS管IRFR120N驱动.
2.5 转向阀驱动电路设计
转向阀用于一根纬纱引纬结束后,引纬通道的切换.给转向阀两根引出线施加±48V的电压,可以驱使它向不同方向切换,设计时使用桥式电路来驱动,电路图如图5所示.

图5转向阀驱动电路
STM32输出的两个控制信号,先经过光耦隔离变为信号WV_CH1和WV_CH2,然后传送到该驱动电路上.桥式电路的桥臂由MOS管IRFR120N和达林顿管BD680A构成,两者都是由三极管MMBT5551驱动的.为了避免桥臂上下管导通,设计时引入了一片与非门SN74HC132来产生控制逻辑,排除掉危险的输入情况.这样的控制效果是,总共4种输入情况,其中的2种输入分别产生正负电压,剩余2种则分别输出高阻态和0V.实际使用中,只用到正负电压和高阻态3种输入方式.
3 系统软件设计
输入层主要完成输入信号的滤波处理,去除输入信号的毛刺、抖动等干扰,将可靠的状态发送给处理层.输入信号有错误信号、预备信号、按键输入和夹纱信号.
处理层主要完成工作状态的实时更新、工作模式的切换、花样计算、决策与产生事件等任务.其中产生事件是这部分的重点,当主轴角度转动到临界值或者输入信号变化时,马上发送执行命令给执行层.
执行层具体执行某一动作,包括储纬器放纱、夹丝器开合、转向阀切换和指示灯亮灭等动作.当接收到处理层发来的执行命令时,即触发由一整套流程组成的动作集合.
本系统采用“状态机”的控制方案[6],放弃了使用实时操作系统的方法,主要原因在于常见的嵌入式操作系统(如uC/OS II和ARM Linux系统)不能满足花样控制系统的高实时性要求,而状态机结构的高稳定性和高速状态转换特性比较适合花样控制系统要求.本系统所预设的织机最高车速为1 200 r/min,系统所要求的部件允许动作时间小于电机转动1°的时间,所以可以推算出来系统的任务响应时间应小于138.9 μs.对于内核时钟频率运行在ms级别的操作系统来说,实现100 μs的响应速度是困难的[7].
图7为“状态机”的控制模型,系统的输入层和输出层主要采用“状态机”来实现,而处理层主要是触发型函数,类似于组合逻辑电路的特点.这种设计的考虑是基于各层自身所具有的特点.譬如输入层完成按键的检测时,需要经过“空闲”、“延迟”(第一次检测到)、“确认”以及“等待释放”等环节.而输出层完成夹丝器打开动作时,需要经过“空闲”、“执行”(高压打开)、“保持”(PWM调制信号维持)以及“释放”(闭合)等环节.至于处理层则是判断、决策以及产生执行命令.
使用这种分层模型的“状态机”实现程序时,主循环的运行本质就变成了轮序是否满足状态切换的条件,以及在状态切换时执行瞬态命令.输入的变化能在瞬间得到输出的响应,系统的实时性非常好,实测的“超循环”周期在30 μs以内,满足系统的需要.
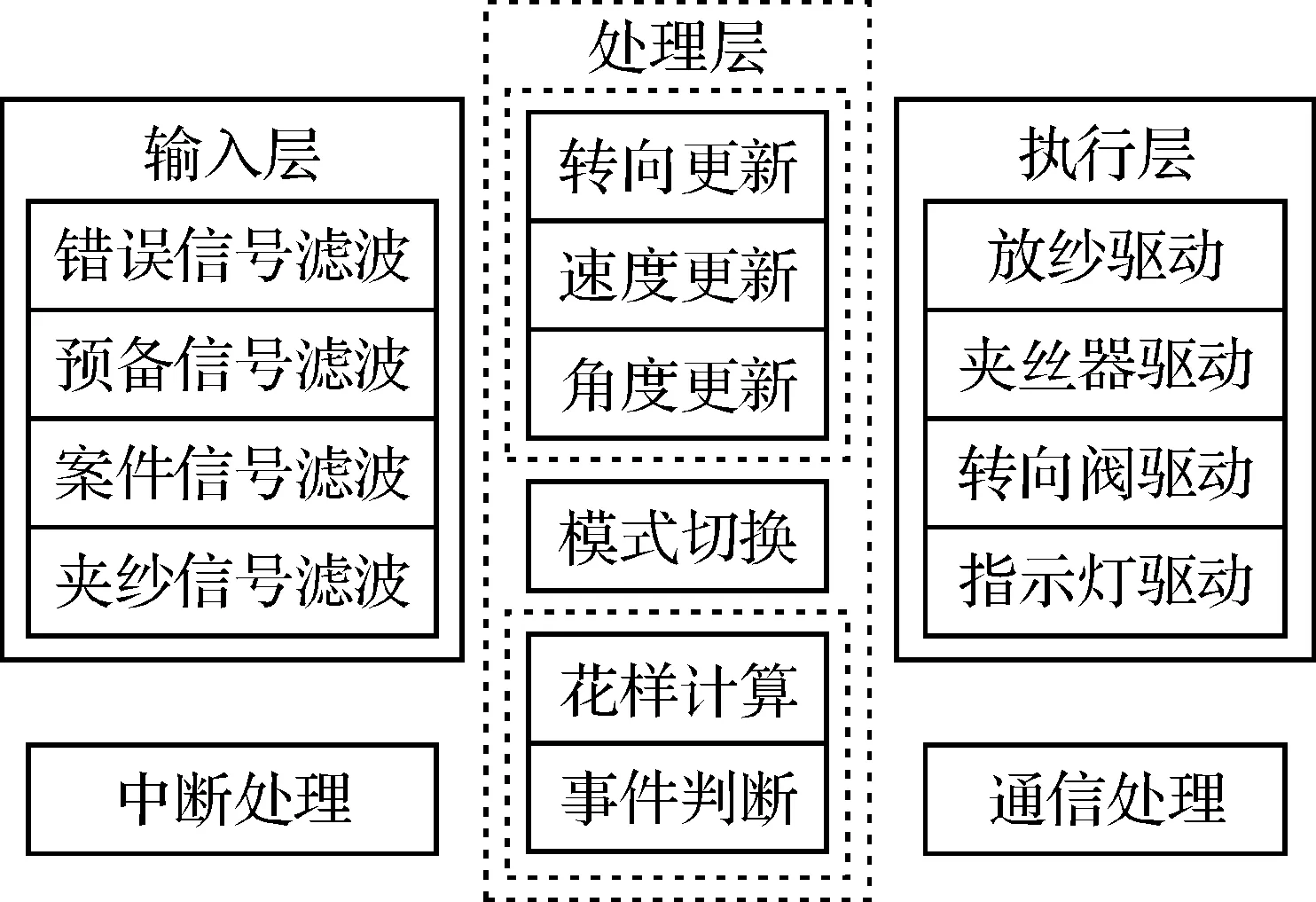
图6 花样板软件架构
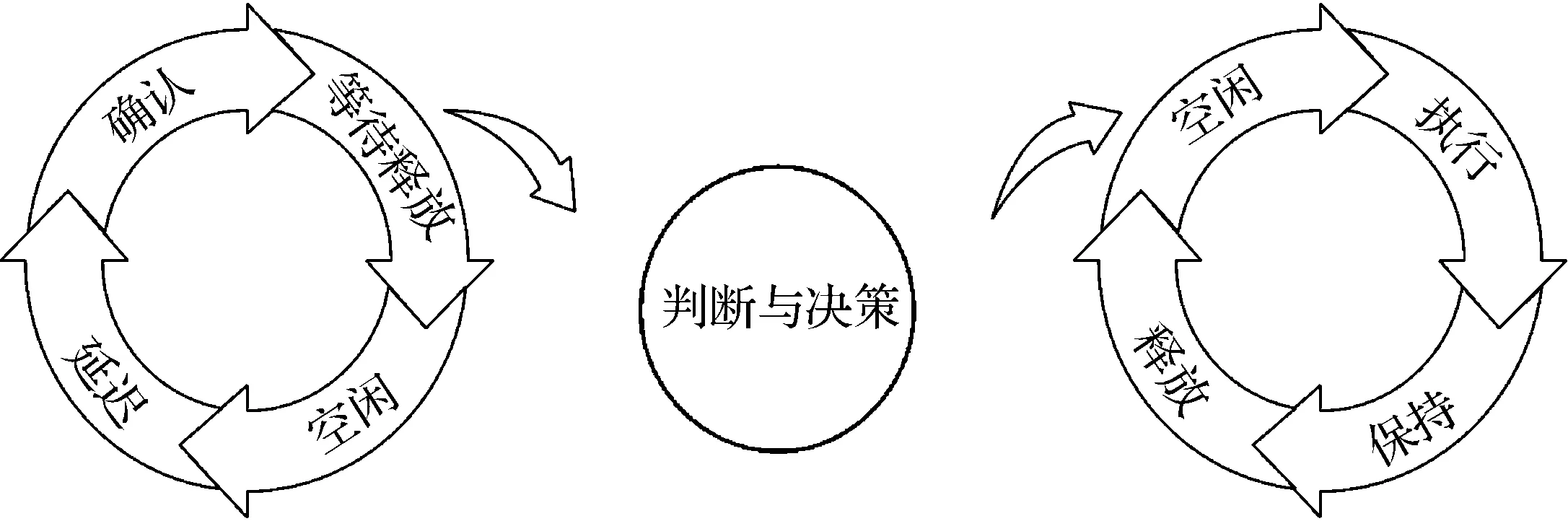
图7 “状态机”的控制模型
4 结束语
本文设计的喷水织机花样控制系统能准确跟踪织机的前进、后退状态,并执行控制花样数据的相关命令,实时性和稳定性较高,手持终端具有易上手、功能丰富、操作流畅等优点,为国产喷水织机系统的设计提供了一定参考.
[1]裘愉发,吕波.喷水织机原理与使用[M].北京:中国纺织出版社,2008:109-138.
[2]赵永霞,宋富佳,谢晓英.国内外纺织技术及装备的最新进展(二)—ITMA ASIA+CITME 2014亮点预览[J].纺织导报,2014(6):46-50.
[3]MOHAMED C, TIDIANE K, PATRICK P. Textile Manufacturing in Eight Developing Countries: Does Business Environment Matter for Firm Technical Efficiency[J]. Journal of Development Studies, 2012, 48(10):1-19.
[4]KOH E, HONG K H. Gallnut extract-treated wool and cotton for developing green functional textiles[J]. Dyes & Pigments, 2014, 103(4):222-227.
[5]王勇,徐春广,梁启刚.新型喷气织机控制系统研制[J].北京理工大学学报,2001,21(2):192-195.
[6]周宝明,马崇启.基于PLC的超重多臂织机控制系统设计[J].纺织学报,2008,29(8):101-104.
[7]Labrosse J J.嵌入式实时操作系统μC/OS-II[M].邵贝贝等,译.北京:北京航空航天大学出版社,2003:144-151.
Water Jet Loom Pattern Control System
ZENG Yu, HUANG Chong, ZHONG Kaifeng
(SchoolofElectronicInformation,HangzhouDianziUniversity,HangzhouZhejiang310018,China)
The structure and working principle of water jet loom pattern control system are described. Aiming at the new requirement which modern loom proposes on pattern control system, making use of STM32 microcontroller to build the hardware platform, and using “state machine” control scheme based on hierarchical model to realize software design, this paper introduces system’s hardware framework, analyzes system’s key module circuit in detail, and elaborates system software design ideas combining software framework. Through field test, the results show that this system has advantages, such as strong real-time, high stability, easy to operate, good maintenance, and can meet the needs of industrial production.
water jet loom; pattern control system; state machine; STM32
10.13954/j.cnki.hdu.2017.01.004
2016-09-13
浙江省教育厅科研资助项目(Y201017278)
曾毓(1979-),男,江西宁都人,讲师,嵌入式应用.
TP273
A
1001-9146(2017)01-0016-04
猜你喜欢
晚晴(2022年2期)2022-06-01
意林(儿童绘本)(2020年2期)2021-01-07
学生天地(2020年26期)2020-06-01
北京航空航天大学学报(2019年9期)2019-10-26
中国纺织(2018年11期)2018-12-13
现代计算机(2018年30期)2018-11-20
国际木业(2018年3期)2018-09-10
纺织服装周刊(2018年16期)2018-05-15
母子健康(2015年8期)2015-12-12
37°女人(2014年3期)2014-05-25
