轴瓦壁厚在线检测与分选虚拟仪器的设计
2017-03-08 11:11徐斌,王英,洪榛
成组技术与生产现代化 2017年4期
徐 斌,王 英,洪 榛
(浙江理工大学 机械与自动控制学院,浙江 杭州 310018)
轴瓦作为汽车发动机的关键零件,对发动机的性能发挥起着关键的作用.在发动机装配中,连杆瓦和曲轴连杆颈、曲轴瓦和曲轴主轴颈配合间隙的大小,是影响发动机性能的重要因素.配合间隙越小,发动机产生的噪音就越小,故障率也越低.为了减小配合间隙,通常采用分组互换装配法[1]将同向偏差的配件列入同一组,因此轴瓦的分选至关重要.因为轴瓦形状特殊,所以国际上通常依据轴瓦壁厚测量结果对轴瓦进行分选[2],分选后轴瓦才能进入装配.
欧美国家轴类零件自动化检测起步较早,典型的三坐标轴瓦检测机(如LDM Terrameter)精度高,短期稳定性好,但效率低.另外,英国Uniscan Instruments 公司的OSP500LM光学表面轮廓检测系统,也可以快速进行大面积非接触检测.上述两种轴瓦检测设备只能进行离线抽样检测,不适合轴瓦在线快速检测.率先实现轴瓦在线测量的是德国米依测试科技公司.其dimemsionControl轴瓦壁厚和轮廓检测系统采用视觉几何量传感器系统,对测试环境要求较高,对产品的识别速度较慢,在好的光学环境下识别速度也只能达到4 s/片[2].
近年来,国内高校和研究院所也开始研发轴瓦自动检测分选系统.上海交通大学机械学院研发的轴瓦自动检测分选系统[3]、北京机科院研制的轴瓦自动分选机[4]、无锡允新机械公司研制的轴瓦分选机,以及中国计量学院研发的轴瓦壁厚自动检测与分选系统[5],在线检测速度都不算高,完成一片轴瓦的检测与分选平均要用3.5~4 s.
本文对国内外轴瓦分选设备的检测和分选效率进行分析,采用虚拟仪器技术对轴瓦分选系统进行改进设计,将上位机与下位机PLC结合起来,以轴瓦壁厚实测数据为控制参数,使轴瓦的分选闭环进行,通过虚拟仪器对测量数据的快速采集和统计处理、上位机与下位机的快速通讯,轴瓦分选速度达到2.5 s /片.
1 轴瓦壁厚在线检测与分选虚拟仪器组成
根据相关标准(GB/T1151-2012 内燃机主轴瓦及连杆轴瓦技术条件和GB/T12613.7 滑动轴承 卷制轴套 第7部分:薄壁轴套壁厚测量),轴瓦的分选依据在于轴瓦壁厚的实际测量数据[6].本文设计的轴瓦壁厚检测与分选装置由软件系统、控制系统和机械平台组成(图1).用PC上位机实现轴瓦壁厚测量数据采集与处理,用PLC实现测量平台上轴瓦上料输送、固定、测量、分选所有动作的控制.分析可知,影响该系统轴瓦检测与分选效率的因素主要有:测量信号采集与传输的效率、壁厚数据的处理效率、上下位机之间的通讯速度.
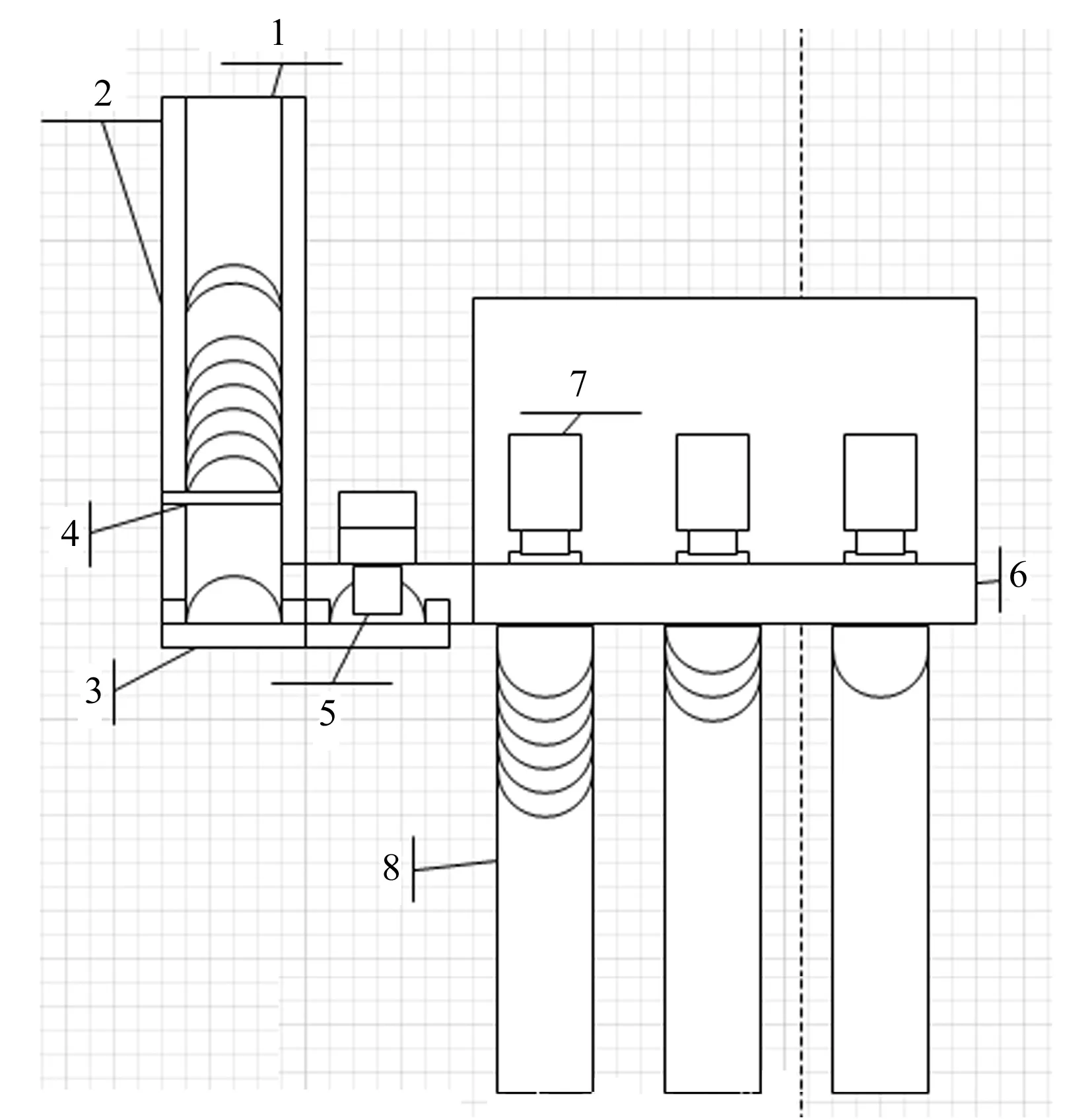
1.送料皮带 ;2.挡料板;3.机械爪;4.挡板气缸; 5.测量架;6.分选皮带;7.分选气缸;8.分选槽.图1 轴瓦壁厚分选装置示意图
为了提高检测效率,以虚拟仪器LabVIEW平台作为上位机来开发测量软件.虚拟仪器是计算机技术和仪器技术高度结合的当今主流测量技术,通过传感器与计算机深度融合,达到快速测量的目的.通过虚拟仪器OPC(OLE for Process Control)通信,轴瓦壁厚测量、轴瓦上料测控平台控制和测量数据处理均在一个虚拟仪器中进行.利用计算机可对数据进行高速处理和大容量存储的性能,轴瓦壁厚数据统计和轴瓦数据分析得以快速完成,并可通过OPC模块将数据快速传送至下位机.轴瓦壁厚在线检测与分选虚拟仪器的组成如图2所示.
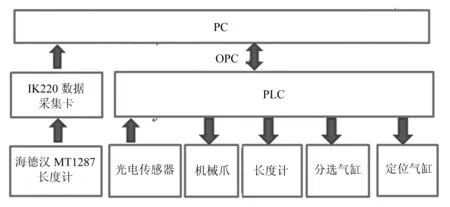
图2 轴瓦壁厚在线检测与分选虚拟仪器的组成
该虚拟仪器采用德国海德汉MT1287长度计测量轴瓦壁厚,由数据采集卡实现对长度计数据的采集,并将采集的数据传送到PC机;PC机对这些数据进行分析、处理、显示、存储、分类之后,通过OPC传送给下位机PLC,由PLC控制整个测控平台的运行.测控平台包括轴瓦自动进料、自动混料、轴瓦壁厚检测和轴瓦分选四部分.
轴瓦位置检测由光电传感器实现,轴瓦通过进料皮带被传送到待测区域,触发待测区域的光电传感器,PLC接收光电传感器信号,通过控制机械爪将轴瓦移到检测区域.检测区域的光电传感器检测到轴瓦之后,PLC按光电传感器信号控制定位气缸,对轴瓦进行定位.定位气缸完成定位以后,PLC控制长度计测头的伸出,同时通过OPC模块给上位机发送触发信号,上位机通过数据采集卡读取长度计数据,实现轴瓦壁厚的测量.
PC机对测量数据进行处理,得到轴瓦壁厚统计数据和分选结果,并通过OPC将分选结果发送给PLC.PLC按上位机发送的轴瓦分选结果控制机械爪和分选装置的动作,机械爪将测量区域的轴瓦夹到分选皮带上,轴瓦随着皮带移动,PLC控制对应的分选气缸,根据分选结果将皮带上的轴瓦推入对应的分选槽中.
轴瓦壁厚检测的硬件参数如表1所示.海德汉MT1287长度计具有测量范围大、检测精度高、响应速度快等优点.信号采集卡采用IK220计数卡,该计数卡采集速度较快.
2 轴瓦在线检测与分选虚拟仪器软件设计
本文以LabVIEW 应用程序为平台开发的轴瓦壁厚在线检测与分选虚拟仪器,采用模块化架构,使轴瓦壁厚测量、轴瓦上料测控平台控制和测量数据处理无缝集成.
该虚拟仪器主要包括参数设置模块、轴瓦壁厚测量模块、测量数据处理和统计模块、数据存储与查询模块(图3).

表1 轴瓦壁厚检测的硬件参数

图3 轴瓦在线检测与分选虚拟仪器的软件功能模块
轴瓦实际壁厚测量数据与相应型号轴瓦分选标准的偏差分布决定了轴瓦的分选结果.为了实现快速分选,将轴瓦壁厚实际测量数据与不同型号轴瓦分选标准都存储在数据库中.轴瓦型号和分选标准的设置由参数设置模块实现;在线测量数据的采集、处理和分选由在线测量模块实现.
2.1 参数设置模块
在轴瓦被测之前将需要的参数写入系统中,包括轴瓦的型号、分级标准等.在轴瓦测量时,直接从系统中取出对应的轴瓦信息,作为设定值.轴瓦壁厚测量参数设置界面如图4所示.

图4 轴瓦壁厚测量参数设置界面
参数设置界面包括轴瓦型号的添加、删除以及修改.所有的产品参数都会显示在界面的列表里,对表中参数进行添加、删除或者修改的时候,参数列表会自动将数据更新.该模块的另一个功能是设置轴瓦的分级标准,在轴瓦检测完成以后,通过程序将测得的数据与设置的分级标准进行比较,确定被测轴瓦属于哪一等级,然后将信息发送给PLC,PLC控制设备对轴瓦进行分选,使得不同等级的轴瓦被推入不同的分选槽中.
参数添加、删除、修改的实现都是基于事件结构实现的,在界面上放置相应按钮,点击按钮时就会触发对应的程序.删除功能实现的程序如图5所示.添加与修改功能实现的程序与删除程序类似.轴瓦型号参数保存在数据库中,在删除轴瓦型号之前首先查询数据库中是否存在对应轴瓦型号,如果存在则删除;如果不存在则提示用户该型号不存在.轴瓦型号的查询与删除通过SQL语句实现.
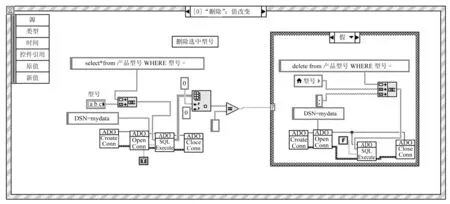
图5 删除功能实现程序
2.2 在线测量模块
在线测量模块的功能包括轴瓦壁厚数据采集、批次参数设置、过程监控以及上位机与下位机之间的通信管理.数据采集子模块实现长度计数据的采集与处理,其采集时刻取决于PLC下位机发出的触发信号.轴瓦壁厚数据经上位机处理被发送给下位机,用于轴瓦的分选.轴瓦的分选依据是数据库中存储的轴瓦壁厚标准参数.
2.2.1 轴瓦壁厚测量原理
本文对轴瓦壁厚的测量是基于长度计实现的,其测量原理如图6所示.长度计测头与球形体之间没有轴瓦的时候,测头伸出直接与球形体密切接触,如图6(a)所示.此时长度计为零点位置,记录此时长度计测头伸出长度的读数x.测量轴瓦的时候,轴瓦固定在球形体与测头之间,如图6(b)所示.此时长度计测头伸出长度的读数为y.轴瓦壁厚d的计算公式为:
d=x-y
(1)
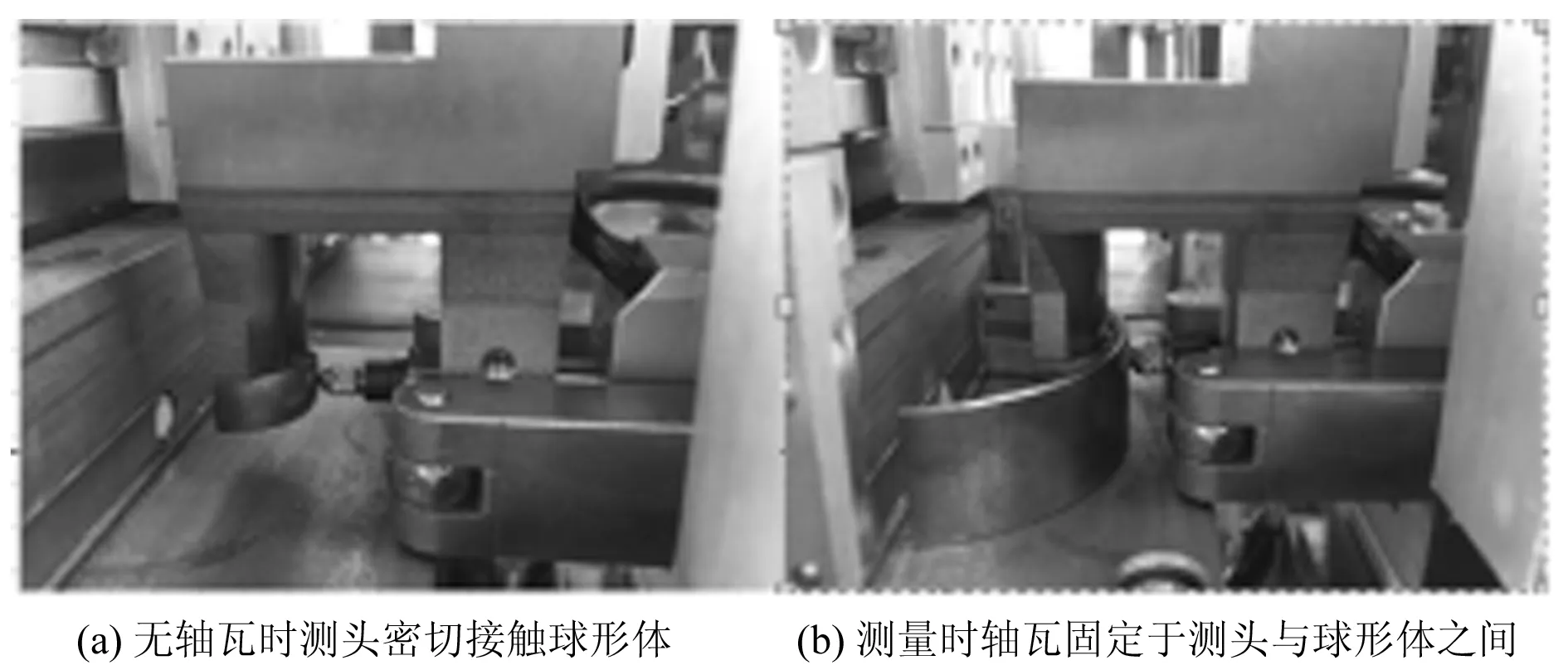
图6 基于长度计的轴瓦壁厚测量原理
2.2.2 长度计数据采集与处理
轴瓦壁厚测量原始数据来源于海德汉MT1287长度计.长度计测头与轴瓦壁测量区域接触,输出的电压信号被传送到海德汉IK220数据采集卡,用LabVIEW编程时调用IK220动态链接库,获得长度计的读数,按壁厚测量原理将长度数据转换为轴瓦壁厚数据,并存入数据库.
长度计的初始位置和测量位置由光电传感器监测,光电传感器监测到长度计测头到达初始位置或测量位置时,PLC就会收到来自光电传感器的信号.PLC通过OPC模块给PC机发送信号,PC机读取长度计数据.IK220高速数据采集卡每25 μs采集一次.通过LabVIEW内置OPC模块编写通信管理软件,在收到下位机定位信号后开始读取长度计数据,以减小其测量误差;同一位置多次重复测量,以减小随机误差;根据数据库中该型号轴瓦的标准壁厚数据截取有效测量数据,以排除粗大误差.对型号为C1960L,标准厚度为2.000 mm的标准轴瓦进行检测,测得的10组数据如下:2.000 8 mm、2.001 1 mm、2.001 3 mm、1.999 5 mm、2.000 9 mm、2.000 7 mm、2.000 4 mm、2.002 0 mm、2.001 4 mm、2.001 2 mm.
轴瓦壁厚多次测量的平均值为:
(2)
式中:xi为轴瓦壁厚每次测量的数据;n为测量次数.
轴瓦壁厚单次测量的标准差为:
(3)
根据t分布特点,取置信度为95%,则显著度α=0.05,单次测量的极限误差为:
δlimx=±tασ=±1.833×0.000 76=±0.001 39
(4)
式中,tα通过查询置信度为95%、自由度为9的t分布表得到.
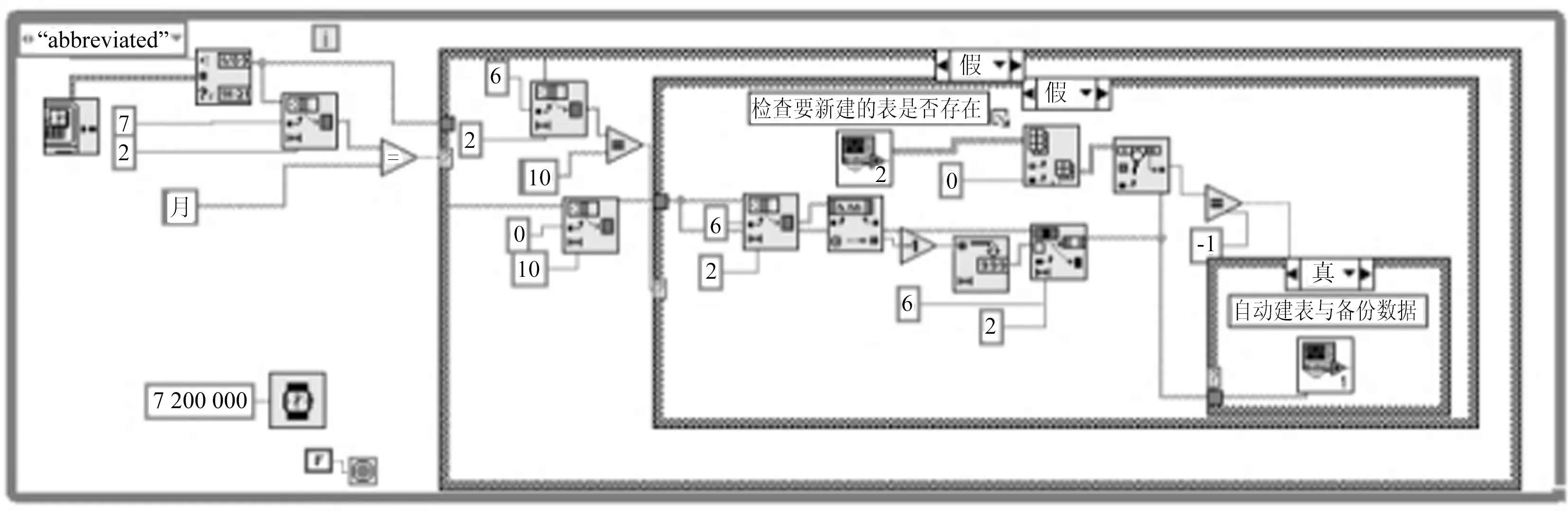
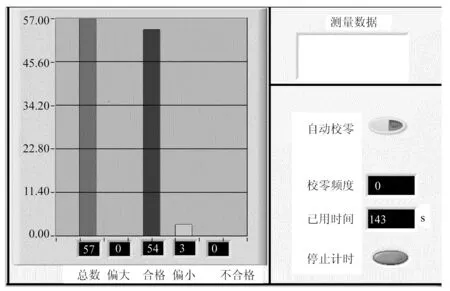
本文根据实际测量效果,采用中位值平均滤波算法对采样数据进行处理,以消除偶然因素造成的采样值偏差.设滤波长度为N,则中位值平均滤波算法可描述为:连续采样N个数据,大小排序为x1′ (5) 可算得,滤波后轴瓦壁厚多次测量的平均值为2.000 80 mm. 滤波后轴瓦壁厚单次测量的标准差为: (6) 根据t分布特点,取置信度为95%,则显著度α=0.05,单次测量的极限误差为: δlimx′=±tασ′=±1.833×0.000 33= ±0.000 61 (7) 显然,中位值平均滤波后得到的轴瓦壁厚数据更加稳定可靠. 2.2.3 过程监控 以该批次轴瓦壁厚标准为中心趋势,根据该型号轴瓦的壁厚偏差容许区间,设定壁厚分级区间,结合实测结果对轴瓦壁厚进行合格、偏大、偏小、不合格判别,将分选结果通过通信管理模块发送给PLC下位机,由PLC控制分选气缸将相应的轴瓦推入相应的分选槽中,实现轴瓦的分选. 按当前企业的生产效率,每天的轴瓦产量30多万片.这意味着每天至少要处理60万条长度计测量数据,对30多万片轴瓦进行分选.大量的实测数据存储、管理、查询和统计,要求企业具有较高的产品质量控制能力. 存储与查询模块包括两部分:数据存储备份模块和历史数据查询模块. 在LabVIEW中调用数据库连接工具包[7],实现对Microsoft Access 2003数据库的访问,并将测得的轴瓦壁厚数据全部存入数据库中.当数据表中存在大量数据时,往表里写数据的速度会变慢,而且在线查询速度也会很低.为此,本文通过编程,上月所测得的全部数据会在本月初自动备份.同时,测试用表自动清空,以便记录新的测试数据.这样大大加快了数据的存储速度和轴瓦分选时的数据调用速度,提高了轴瓦的整体检测速度.图7所示为系统自动备份程序. 图7 自动备份程序 数据查询模块根据查询目的分为两部分,即当月数据查询和历史数据查询.当月数据查询用于轴瓦生产过程监控,按时间、产品型号、分级标准查询,查询数据按偏大、偏小、合格、不合格给出4个等级,作为分选参数发送给下位机.历史数据的查询是根据企业需要统计一定时间内的生产质量控制情况,将上述4个等级、轴瓦产量等数据,以饼状图的形式显示出统计结果. 在优化机械结构的基础上,为了进一步提高轴瓦检测速度,本文对上位机软件进行了优化.原轴瓦壁厚检测与分选设备流程为:将轴瓦定位以后,PLC控制长度计的测头伸出,通过光电传感器判断测头是否伸出到位,如果伸出到位,就将启动测量的信号发送给上位机,上位机采集此时传感器的数值.在这种方式下,长度计测头伸出动作和给上位机发送启动测量信号两个过程在不同的时间段执行,使得检测速度降低.为了加快检测速度,本文对检测流程进行了优化,在PLC发送启动测量信号的同时,测头伸出,上位机收到启动测量信号后判断长度计的测头是否伸出到位. 长度计测头伸出到位的判断算法设计思路为:采用LabVIEW的延时程序,每隔50 ms获取一次长度计测头伸出长度数据,将相邻两次的测量结果进行比较,二者的差值必须小于已设定的稳定差值.除此之外,在机械故障导致的长度计测头被卡住而无法伸出的情况下,虽然两次相邻测量的差值小于稳定差值,系统会记录此时长度计的测量数据,但仍不能算入符合测量要求.为了避免这种问题,可通过软件设置一个稳定下限,长度计每次伸出的长度必须大于该下限才予以记录,检测过程须满足长度计相邻两次测量的结果都大于稳定下限且二者的差值小于稳定差值,这才说明长度计伸出到位.优化后,由于测头伸出与发送启动测量信号同时进行,缩短了检测时间,而且通过软件判断长度计测头是否伸出到位,更加可靠. 为了验证轴瓦壁厚在线检测与分选虚拟仪器的检测效率,本文选取型号为C1960L的轴瓦进行检测和分选.此型号轴瓦内圆直径为60 mm,高度为19 mm,标准厚度为2.000 mm,对应的分选标准为:厚度合格(1.997~2.002)mm,厚度偏大(2.002~2.004)mm,厚度偏小(1.994~1.997)mm,超过偏大偏小限值的为壁厚不合格轴瓦. 测量时将轴瓦放满整个进料皮带,共计57片轴瓦,启动测量程序并开始计时,测量完成后停止计时,共用时143 s.其中54片轴瓦壁厚合格,3片偏小,每片轴瓦壁厚测量平均用时2.5 s.轴瓦壁厚在线检测计时用户界面如图8所示. 图8 轴瓦壁厚在线检测计时用户界面 与传统的轴瓦壁厚自动检测分选系统相比,该虚拟仪器的检测效率较高,运行稳定,能够满足轴瓦企业生产要求. 针对轴瓦生产企业对轴瓦壁厚检测的要求,综合应用传感器技术、PLC控制技术以及虚拟仪器技术,研制了一种轴瓦壁厚检测与分选虚拟仪器.该仪器自动化程度高、检测速度快、精度高.实测证明,轴瓦壁厚在线检测与分选虚拟仪器的检测与分选效率为2.5 s/片,检测精度为±0.000 689 7 mm,满足了轴瓦生产企业对轴瓦壁厚在线检测与分选的要求. [1] 任汝南,不等公差分组互换装配法[J].机械工艺师,2001(2):42-44. [2] 张剑雄,王文光,王石刚.轴瓦壁厚分选机精密测量与控制[J].计算机自动测量与控制,2001,9(4):9-10,17. [3] 罗振军,刘 利.轴瓦精密测量机计算机控制系统[J].液压气动与密封,2002(2):13-14. [4] 裴俊平,李迎菊,贾晓红.轴瓦类零件厚度的快速检测方法[J].计量技术,2011(9):45-46. [5] 上海内燃机研究所.内燃机主轴瓦及连杆轴瓦技术条件:GB1151-82[S].北京:中国标准出版社,1982. [6] 邹国庆.汽车轴瓦壁厚分组和自动分选设备[J].内然机与配件,2013(7):19-22. [7] 姚桂艳,常英丽.LabVIEW与数据库的连接方法[J].现代电子技术,2007,30(16):16-17.
2.3 存储与查询模块
2.4 检测流程优化
3 基于虚拟仪器的轴瓦在线分选实测
4 结束语
猜你喜欢
上海大中型电机(2021年1期)2021-06-09
应用能源技术(2020年11期)2021-01-26
船舶与海洋工程(2020年4期)2020-09-12
车迷(2018年12期)2018-07-26
电子制作(2017年13期)2017-12-15
电子制作(2017年1期)2017-05-17
中国老区建设(2016年3期)2017-01-15
山东工业技术(2016年15期)2016-12-01
山东工业技术(2016年15期)2016-12-01
电源技术(2016年9期)2016-02-27