
基于Delcam Vortex的NC编程的应用研究
2017-03-15 17:59范绍平
中小企业管理与科技·下旬刊 2017年2期
范绍平

摘 要:Vortex是Delcam最新的高速区域清除加工策略,其可用于2轴、3轴、定位五轴以及残留加工,可以的深孔(腔)类零件合理安全的切削条件下实现加工效率最大化。
关键词:Vortex;NC编程
中图分类号: TG54 文献标识码: A 文章编号: 1673-1069(2017)06-161-2
引言
本文基于Delcam先进制造技术和工艺,结合其最新技术—Vortex技术,以难切削材料与深孔(腔体)类型零件数控加工效率的方式、方法展开论述;旨在引导数控加工领域对提高加工质量的同时,能够获得较高的效率提升。
1 什么是Vortex
Vortex是针对整体硬质合金刀具开发的一种革命性粗加工路径算法。其可运用在软件的粗加工策略中。区别于传统CAM软件算法,应用Vortex计算出来的路径无论在工件任何区域,都能保证恒定的接触角度和切削进给。使整个加工过程在等体积,恒载荷理想的切削环境下进行。
在传统的CAM软件编程中,在直线切削处,能保证切削最佳接触角。但在角落区域,刀具与工件的接触角急剧增大,切削量与切削载荷随之增大。切削热增高,刀具磨损加剧。为了降低切削角增大对刀具及机床带来的负面影响,常规的做法是降低整个刀路的切削进给,直接导致加工效率降低。
Vortex旋风铣路径则是在拐角处使用摆线加工的方式,减小接触角度,并保证接触角度恒定。实现等切削进给,等体积,等载荷环境下的高速加工,使得加工效率显著提高。恒定的切削接触角度也保证切削热在一个稳定的范围,避免切削量急剧增大,切削热、切削载荷迅速增高对刀具寿命的损害。同时,均衡的切削载荷也避免因刀具过载造成机床精度的影响。因此,Vortex技术,能够实现数控加工在切削过程中做到等体积切削,结合MachineDNA能够做到恒速、等载荷切削等目的;在一些切削实验中发现,使用Vortex旋风铣算法生成的刀路,其下切步距可达2-3倍的刀具直径,40%-50%的切削行距。与传统的加工相比,最多可节省60%的加工时间。
2 应用案例分析
某机械厂配件100mm×40mm,材料为18Cr-12Ni-2.5Mob不锈钢深腔类零件。本例分别采用大切深小步距、小切深大步距以及Vortex旋风铣三种方法在DMC 1035 V立式加工中心上进行粗加工测试。
2.1 工艺参数
依据工艺文件具体切削参数如表1所示。
2.2 加工结果分析
使用不同的加工方式,对产品加工的效率以及质量有较大的影响。其影响主要表现在三个方面:加工效率、加工稳定性和加工表面质量。
①加工效率。
比较加工时间可发现,使用Vortex旋风铣能极大地提高零件的加工效率。相比于“大切深小步距”的加工方式,Vortex节省加工时间67.5min,提高加工效率约59%。而相比于小切深大步距的加工方式,Vortex对加工效率的提升可高达70%。
②加工稳定性。
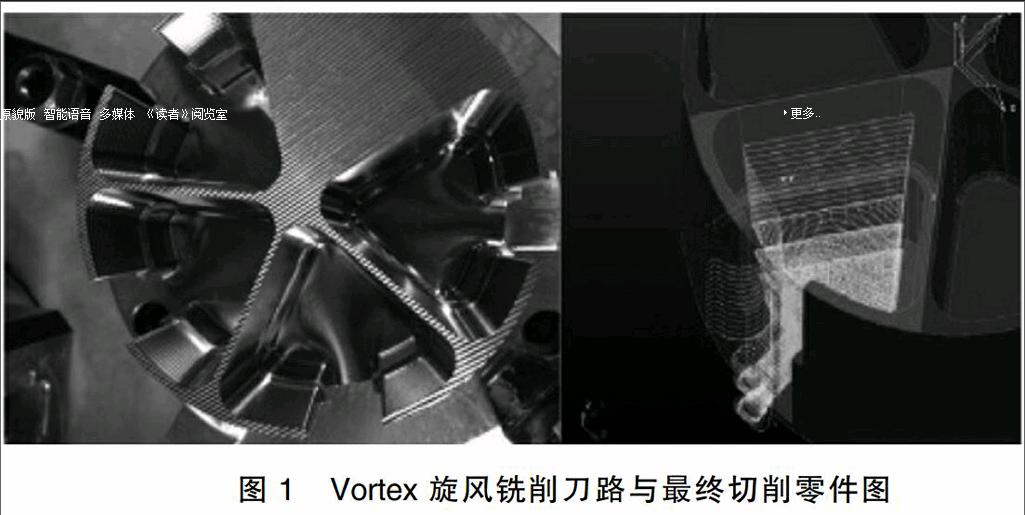
使用前两种加工方式,在加工产品时,时常会产生一些尖锐,刺耳的刀具切削材料的声音。出现这种声音的地方一般在拐角区域,并伴随着机床振动。表明在拐角区域,刀具存在过载现象。而使用Vortex旋风铣切削音调恒定一致,机床稳定无振动。另外,相比于前两者,使用Vortex旋风铣得到的切屑厚度和长度十分均匀(见图1),并且在整个加工过程中,切削进给值保持在恒定值,机床几乎没有加减速。综上几种现象表明,Vortex旋风铣切削时有较好的稳定性,有助于保护机床与刀具。
使用Vortex旋风铣计算路径时,导入MachineDNA测试机床所得到的数据。路径自动计算最佳点分布值与摆长半径等优化参数。精加工时同样使用MachineDNA,可得到比传统加工更好的精加工表面质量与精度(见图1)。
3 结语
Vortex旋风铣非常适合加工难切削材料并在深孔(腔)加工中有很大的技术突破。在加工中刀具与工件始终保持在最佳的接触角度,整个切削过程都在等体积,稳载荷的环境下進行,相比于传统的加工方式,下切步距可达2-3倍的刀具直径,将整体硬质合金刀具的切削能力发挥极致。再结合MachineDNA反馈回来的机床参数,对程序进行优化处理。因此,使用Vortex旋风铣与MachineDNA系统编制出的NC程序,可将CAM软件、刀具和机床三者的潜能最大限度地释放,使加工效率与质量得到较大的提升,解决传统不锈钢深腔加工所没法实现的技术瓶颈。
参 考 文 献
[1] 余靖华.“Vortex 旋风铣系统及其应用分析”[J].机电信息,2015(18).
[2] 翟万略.数控加工新技术MachineDNA应用探讨[J]. CAD/CAM与制造业信息化,2014(1).
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
水电站设计(2020年4期)2020-07-16
制造技术与机床(2018年8期)2018-10-09
锻压装备与制造技术(2015年2期)2015-06-26
金属加工(冷加工)(2015年11期)2015-04-17
制造技术与机床(2015年10期)2015-04-09
机械制造与自动化(2014年1期)2014-03-01
组合机床与自动化加工技术(2014年12期)2014-03-01
电力自动化设备(2013年11期)2013-09-18
