垂直振动与智能压实技术刨根问底(上)
2017-03-30 18:06万汉驰
筑路机械与施工机械化 2017年3期


导语:
“压实机械技术的发展用‘日新月异来形容并不恰当,而用‘日积月累和‘从量变到质变似乎更为准确。”资深行业专家万汉驰用这段话概括了近年来压路机技术的发展历程。目前,国内压实机械行业最热门的技术话题当属垂直振动和智能压实技术,让我们对这两项技术做一次“刨根问底”。
近几年,国内压实机械行业最热门的话题当属垂直振动和智能压实技术,两者看似毫无联系,其实密切相关,前者既可独立应用,又是后者的基础之一,后者则是前者的高端应用。有关它们的研究文章早已铺天盖地,各种专利技术和产品也应运而生,着实是一件值得高兴的事。垂直振动压路机并不是什么新鲜事物,无论是技术研究,还是产品开发与应用,都远远谈不上是国内首创,从时间和研究深度上而言反而是落后很多的。日本SAKAI(酒井)公司于20世纪80年代末最早开发了垂直振动压路机,并实现了量产,主要用于RCC大坝施工。目前国际上只有酒井重工批量生产垂直振动压路机,德国BOMAG(宝马格)公司也在研究垂直振动技术。
国内垂直振动压路机的研发较晚,徐工于1999年研发和试制过YCC12型双钢轮垂直振动压路机,其振动轮结构基本参照了酒井公司的SD450压路机,但由于成本、制造工艺、市场认知等多方面的原因,并没有实现量产。2006年,国内首次引进了酒井公司的产品SD451用于RCC大坝施工。合肥绿地于2006年研制了单钢轮垂直振动压路机,并于2009年开始小批量推出,随后研发了双钢轮垂直振动压路机。合肥绿地也是目前国内惟一将垂直振动压路机作为主导和特色产品的公司。最近几年,随着垂直振动技术热度的增加,徐工、山推生产了几种垂直振动压路机产品并投放市场;关于垂直振动压路机的技术与产品标准还在制定中,市场推广仍步履维艰。
智能压实概念的出现,是20余年前随着压实度的检测研究发展起来的。1974年,瑞典的Heinz Thurner博士第一次将振动轮谐波与土壤压实特性联系在一起,用一台装有加速度计的DYNAPAC(戴纳派克)单钢轮振动压路机,在粒状土壤上进行压实试验,证明了一次谐波激振频率下的振幅比、压实效果与土石料刚度密切相关;之后与人合作成立了Geodynamik公司,继续对ICMV(Intelligent Compaction Measurement Values,智能压实测量值)进行研究。1976年,Geodynamik公司与戴纳派克公司共同开发了压实度仪Compactometer;随后,宝马格公司推出了开创性的研究成果——可以在工作期间检测土壤压实程度的测量系统Terrameter BTM01,使之成为全球压实控制系统的创新领导者;AMMANN(安迈)公司在宝马格公司研究成果的基础上,将土石料的刚度参数作为评价指标,在碾压过程中实现对土石料刚度的连续测定,这被视为土石压实质量控制的重大突破;而智能压实技术在美国的应用则要到1990年以后。目前,国际上至少有6家制造厂商(宝马格、安迈、戴纳派克、卡特彼勒、凯斯和酒井,其中凯斯使用了安迈的技术)在压路机上使用了ICMV技术。
在国内,江苏省宝应振动仪器仪表厂是较早开发密实度仪的厂家,但应用效果和范围并不如意。徐工于1996年承担了国家经贸委“九·五计划施工机械一条龙项目”——YZC12A型双钢轮振动压路机的研制,首次创新性地开发了剖分式振动轮、蟹行机构、十挡振幅、振动轴旋向自动控制、振动与洒水自动控制等新技术和新结构,为我国高端双钢轮振动压路机的发展奠定了基础。该机当时安装了进口压实度在线检测及输出系统,但因市场不成熟最后“无疾而终”,自然就谈不上“更上一层楼”的智能压实系统了;反倒是其各种“简配版”机型成为了市场的主导产品。再后来,刚露出萌芽的高端市场需求几乎全部被宝马格的“智多星”产品所占据,这便是可以追溯到的智能压实技术在国内最早的应用。目前,国内少部分产品根据用户的需要可以“选配”进口或者国产的密实度在线检测系统。
由此看来,对垂直振动和智能压实技术的研究已然明了透彻,产品也似乎基本成熟,没有再“置喙”的必要了。但事实果真如此吗?垂直振动之于酒井,智能压实之于宝马格,或许的确如此。但对于国内的研究而言,准确地讲应该处于起步阶段,还远未达到精进的地步:很多概念是模糊的,各种资料的表述存在很多不一致的地方,有些甚至是错误的;产品技术和质量还没有过关,有些优势被无意或有意夸大了,而市场还处在艰难的认识和试水阶段。不可否认的是,研究的文章虽多,但大多仅仅是互相引用和重复着最简单的原理和结构,存在人云亦云、以讹传讹的现象。
关于垂直振动压路机是否真像“传说”的那么好以及到底有多大应用前景的问题,我们先不匆忙下结论,“不拒绝、不夸大、不贬低、不轻信、不盲从”才是应有的、科学的态度;但无论是否制造或是使用垂直振动压路机,彻底地搞清楚其原理和结构,还是十分必要和紧迫的。智能压实技术亦然。
压实机械技术的发展用“日新月异”来形容并不恰当,而用“日积月累”和“从量变到质变”似乎更为准确,十年的时间不算短,但对于一个如压实机械这样的行业来说,要想做到全面、深入地了解还远远不够。原谅笔者一句“不自量力”的玩笑话:“你知道的,我们都知道;我们知道的,你不一定知道。”证明这一点,是写作本文的动机之一,而写作本文反过来又成为验证这句话的一个佐证。
本文试图在轻松的文字氛围中,从广度和深度两个方面,系统地阐述清楚垂直振动和智能压实技术到底是怎么回事,总结和挖掘其來龙去脉、实现的各种原理和结构,最大程度地还原事物的本来面目。当然,文中必然会大量地引用相关资料的内容,由于无从知晓很多相关资料准确的析出时间和原始出处,因而只能挂一漏万,但力求做到去伪存真,并适当地加入一些笔者的理解和思考,不仅要知其然还要知其所以然;在此基础上,重点表达笔者的一些旧想法和新思路,如此才不负“刨根问底”之名。
以上,只是笔者愿望;以下,仅为个人管见,更多、更重要的是希望引起争鸣和共鸣。
广义振动分类
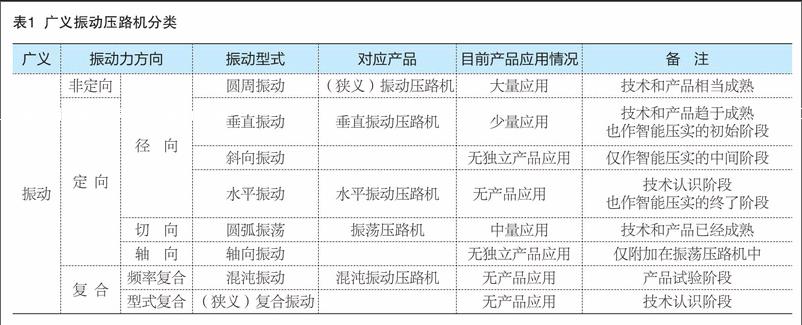
曾几何时,在我的印象中,振动压路机就是指振动压路机,没有什么广义、狭义之别,也没有定向、非定向之分。但最近十余年,圆周振动、垂直振动、混沌振动、复合振动等新名词层出不穷,令人眼花缭乱,莫衷一是;尽管目前大部分名词已趋于认同,但仍然没有一个相对统一的说法,而笔者又是这些名词较早和主要“杜撰”者之一,因此有必要、有责任作一个系统的总结性分类,如表1所示。
从表1可知,只有最“特殊”的情况才最具有产品应用价值,这种“特殊”主要表现为钢轮中振动轴的相位差、频率、旋向三要素的匹配情况。对相位差而言,0°和180°就是特殊,其他角度就是平常;对频率而言,相同就是特殊,不同就是平常;对旋向而言,只有相同和相反两种,但都属于特殊。简而言之,“特殊”匹配产生垂直振动、水平振动和振荡,而“平常”匹配则产生斜向振动、轴向振动、混沌振动或各种复合振动,这一点在后文各节中都有相应描述。而对于狭义的振动压路机而言(指圆周振动,仅在表1中体现,以下全部省略,其他同),可以认为3个要素都是“特殊”——固定偏心块与活动偏心块的相位差为0°或180°、频率相同、旋向相同,而且偏心块位于同一振动轴上。因此其钢轮结构可以最为简单(意味着成本低和可靠性高),这才是振动压路机之所以“领衔”所有振动型式,且应用量最大的最主要原因。
在此,还需要解读一下混沌振动和复合振动的概念,也姑且算作是不成文的定义吧。
所谓混沌振动,就是由两种或两种以上不同频率的同轴(同在一根轴上,同向但并不同心——同轴、同向就是混沌振动的两个“特殊”要求)惯性激振器所产生的圆周振动,其振动特征表现为频带和幅带,即由两种或两种以上不同的频率(可以是变化的)形成频带,振幅(瞬时值)在最大和最小之间任意变化(但并不是一般振动压路机高、低振幅的概念)形成幅带。表1中将其作为一种纯频率复合列入复合振动名下,其实归入非定向之径向振动下与圆周振动并列也未尝不可,甚至更为准确一些,因为究其根本,混沌振动也是一种圆周振动,只是因为具有多频和变幅特性导致振动有些“混沌”而已。混沌振动的具体结构可以是:在振动轴的偏心圆柱上套1个偏心环,偏心环依靠摩擦力随偏心振动轴同向、非等频旋转,形成双频混沌振动;如果再套上1个偏心环,就形成三频混沌振动,以此类推,用“转呼啦圈”来形容还是很贴切的。
插一句题外话:“以此类推”不能反方向理解,即将一般的圆周振动说成是一频混沌振动;就像中国两层建筑叫二层楼、一层建筑不叫一层楼而叫平房一样,但西方叫第一层为ground-floor(地面层),第二层才叫一楼,这样似乎更为准确一些。以上皆因文化不同导致——西方所有建筑的层数叫法都一样,“标准化”的概念无处不在。
所谓复合振动,就是由两种或两种以上不同的振动型式作用在同一个钢轮上,产生不确定的振动,它与“最有产品应用价值”的振动型式恰好相反,也就是振动轴的相位差、频率、旋向三要素 “非特殊”匹配的结果。它的实现方式可以多种多样,其中又有“相对特殊”的情况可以形成振动与振荡复合、振荡与垂直振动复合等,也只有这些复合振动型式才可能具有一定的产品应用价值。如果用“民族打击乐”来比喻就更加形象:混沌振动就好比是两个人用不同的节奏敲打同一只鼓,叫二重奏,三个人就叫三重奏;复合振动就好比是一个人打鼓(如振动)、一个人敲锣(如振荡),同节奏、同时敲打叫合奏,同节奏、此起彼伏地敲打叫协奏。各种混沌振动、复合振动具体如何实现,在后文各节中均有相应描述。
振动力调节技术
从压实机械诞生之日起,尤其是振动压路机的出现,人们就一直将如何提高压实质量和作业效率这两项核心指标作为主要课题来研究,并且远没有到结题的时候。
振动压实过程是一遍一遍来回进行的,在整个过程中材料的物理和力学特性在逐步发生变化;为了适应这个变化(压实的不同阶段),需要不断调节压实力的大小或方向。需要说明的是,由于被压实材料及压路机激振系统的动力学特性具有非线性特点,导致压路机的压实力(铺层材料实际受到的力)与振动力是两个不同的概念,其数值也不是激振力与钢轮上分配质量的重力之和。为了简化问题,下面所有的讨论将仅仅涉及振动力(激振力)。
就振动压路机而言,振动频率、振幅、振动型式、参振质量和车架分配质量是与钢轮振动相关的五个要素,其中参振质量和车架分配质量原则上是不可改变的;通过调节振动频率或振幅可以调节振动力的大小,而改变振动型式就是调节振动力的方向。数十年来,振动压实技术和产品的发展证明,振动力的调节正是大致沿着“调节振动频率、调节振幅、调节振动力方向”这个模式演化的。
与振动频率相关的调节技术
由于液压技术所限,早期的振动压路机大多采用开式液压系统实现单频振动;后来使用了各种液压阀以及闭式液压系统,双频振动就变得稀松平常了。同样是为了提高压实质量和工作效率,以及使同一台机器适应不同的工况(既包含不同的工程工况,也包含同一工程、甚至同一施工点的不同压实阶段),压实速度监控系统和高频振动压路机便应运而生。
所谓压实速度监控系统,并不是什么“高大上”的东西,其实就是速频表的应用,即将压路机的压实速度与钢轮振动频率的比值用仪表显示出来。当仪表指针处于中间绿色区域时代表压实速度合适,而两端的黄色/红色区域则代表压实速度偏高或偏低,以此提醒操作手控制压实速度,保证单位长度铺层材料上所受振动轮冲击的次数基本不变(冲击次数太高易过压实而形成坑槽,太低则达不到密实度要求),从而保证压实的均匀性(压实度和均匀性是压实质量的两个关键指标)。
所謂高频振动,即振动频率达到65 Hz以上。戴纳派克公司于1995年首次将高频振动理论应用于双钢轮振动压路机。这种双钢轮压路机一般设计有两种工作模式,一种为正常振动频率匹配大振幅以适应一般厚度沥青铺层的压实,另一种为高频匹配小振幅以适应薄沥青铺层的压实。其中高频振动压实模式,因激振力适中而不会引起骨料破碎,又因振动频率高可以加快压实速度(速频表的原理),因而可以大幅度提升作业效率,这对避免沥青低温压实也是很有好处的。
还有一个“高大上”的名词就是无级调频,很有必要在此“辟谣”一下。当压路机的振动系统为闭式液压系统时,柱塞泵的斜盘采用机械限位即可实现两挡频率;所谓“无级调频”是因为机械限位点是可以现场任意设定的,所以振动频率也是可以现场任意设定的。这种说法理论上并无大错,但存在的“必要性”和“可行性”不足,原因有二。其一,各种基层(如土壤)和道路面层(如沥青混凝土,水泥混凝土也可以视为面层)几乎涵盖了绝大部分振动压实工况,而被压实材料的物理和力学特性决定了各自最适宜的压实设备,即振动频率为30 Hz左右的单钢轮振动压路机和50 Hz左右的双钢轮振动压路机,相当于大的工况已经区分开来;那么,小的工况差异就仅仅在于铺层厚度和压实阶段的不同,而这主要体现为需要不同的激振力,而且是依靠改变振幅或关闭振动来实现的(使用不同吨位的振动压路机则另当别论)。其二,具体工况一旦确定,为了保证压实质量,要求施工工艺不能随意改变,在施工现场调节频率的可操作性并不强。总之,最经济而又能够自动实现的振动轴正反转双频率,同时对应双振幅,便可以轻松满足一般的施工需要,太多振动频率并无多少实际意义。
因此,无级调频只是一个并无多少技术含量的“噱头”——一种说法而已,大可不必当真,类似“有总比没有好”的锦上添花式的东西,反而要看所花的成本值不值。
最简单的就是最实用的,真理无处不在。
与振幅相关的调节技术
与振动频率的发展历程有些相似,振动压路机的振幅也经历了由单振幅向双振幅、多振幅、无级调幅方向演化的过程;当然,这个过程并不是简单的直线发展,也不代表前期技术就已经完全淘汰,更不代表后期技术就是当然的主流。
多振幅技术的应用最早见于英格索兰公司的DD系列双钢轮振动压路机上,依靠人工调节可以实现8挡振幅,该产品曾经风靡一时。在此基础上,徐工于1993年研制了5挡振幅的YZC10A型双钢轮振动压路机,对调幅机构进行了结构优化,并取得了国家实用新型专利授权。
现有的多振幅技术存在两方面不足:其一是调幅机构位于钢轮幅板和行走驱动减速机之间,必须由人工调节,而且需要中断压实过程;其二是制造商并没有给出在什么工况下适合使用哪一挡振幅,用户又不掌握这方面的有效信息,因此导致绝大部分用户从机器购买之日起就从未调节过,使得它变成了“摆设”。这就好比是人们的手机或电脑,首屏上的功能(相当于多振幅机型的出厂初始设置振幅)才是我们真正所需要的,而后台下载的很多应用软件(相当于通过人工调节后可以实现的其他振幅),一次都没有用过也不是什么稀奇事。目前,多振幅的概念和产品已经逐步淡出了人们的视线。
有了多振幅的概念,无级调幅自然就应运而生。按照上述“多振幅无用”的说法,无级调幅似乎应该也是无用的,因为无级调幅比多振幅具有更多种振幅,因而更没有意义;其实不然,而且恰恰相反,原因在于多振幅(不包含两振幅)的缺点在于不方便调节和不知道如何应用,而这两个缺点,两振幅和无级调幅都很巧妙地避开了。两振幅可以由液压系统自动实现,无需为在什么工况适合使用哪一挡振幅而忧虑,因为降低了选择难度;而无级调幅也是自动实现的,是与压实度在线检测系统“联袂”主演,它还可以是某种智能压实技术(只改变振动力大小)的基础。因此,无级调幅才是最需要的,也完全可以称得上是一种“高大上”的技术。
与振动力方向相关的调节技术
如前所述,由于压实是一遍一遍来回进行的,随着压实过程的推进(即壓实度的逐步提高),振动力需要逐步调弱(初压采取静压方式,是为了防止铺层材料过分推移,此点除外);在实际压实工艺中,一般采取先大振、后小振、终了静压的方式。为了实现压实过程的更精细化控制,能够自动调节振动型式(只改变振动力方向)的智能压实系统便是一种很好的选择。
回过头来再从大的工况角度说明振动力方向的调节问题。压实工况既有“粗犷”的块石填方、超厚铺层稳定土,也有一般的基层、次基层,更有“温柔”的沥青混凝土薄铺层,它们都具有各自适合的振动频率和振幅范围;除此之外,不同的振动型式也是在各种特殊工况下实现高质量、高效率压实的主要途径。于是在振动压路机的基础上,发展出了适合压实沥青混凝土薄铺层的振荡压路机、适合压实超厚铺层的垂直振动压路机,它们成为不同振动型式的产品适应不同压实工况的应用典范。
单纯从用户角度考虑,研究和推广新技术、新结构的目的,不外乎提高压实质量、提高作业效率、改善操作舒适性、节能环保、降低振动对环境的危害、扩大机器适用范围等。表2以振动压路机为参照对象,采取正面加分(+)、负面减分(-)的模式,对各种振动型式的产品进行了宏观评估。
需要说明的是,作为压实工作最核心的压实质量、作业效率两项要求,仅是对产品各自的适宜工况而言的,节能环保也是基于此。因此,尽管垂直振动压路机、振荡压路机在这三个项目上都为“+”,但其市场表现却仍然一直“甘拜下风”,并且可能会永远没有“出头之日”,也就很容易理解了。
再者,排除在某一型式的产品上使用特殊的新技术(如属于操作舒适性的减振新技术、发动机节能新技术等)而使其相关指标得到加分的情况,这些新技术也可以同样使用在其他型式的产品上。换一句话说,不同型式的振动压路机,其压实原理本身就决定了各自的优缺点,这是天生的、不可改变的。
另一方面,从某种程度上讲,振动压路机就是一种“折中”型产品——压实薄铺层时不如振荡和水平振动压路机,压实厚铺层时不如垂直振动压路机;当然反之也成立,即振动压路机压实薄铺层时优于垂直振动压路机,压实厚铺层时优于振荡压路机和水平振动压路机。
总之,振动力的调节可以分为两个方面、三个层次:两个方面是指调节大小和方向,三个层次包括双频/双幅调节振动力大小的第一层次、无级调幅调节振动力大小的第二层次、振动型式调节振动力方向的第三层次,后两种调节方式可以实现智能压实。
智能压实技术
智能压实(Intelligent Compaction,简称IC)指的是使用配备现场测量系统与反馈控制功能的振动压路机,对土壤、骨料基层或者沥青路面材料等进行的压实。主要通过各种传感器及基于GPS的绘图系统以及自动记录结果的软件进行集成测量、文档记录和处理等,并反馈和控制压路机的工作状态,达到对压实过程实时监测和纠正的目的。其中测量、显示、记录和输出的内容包括:自然环境参数如日期时间、环境温度、经纬度及海拔等,机器运行参数如位置、行驶方向(前进/后退)、速度、振动(开/关)及频率、振幅等,铺层材料参数如沥青温度、压实遍数、材料刚度、压实度等。其中反馈和控制压路机的工作状态包括:根据显示屏提示操作手改变压路机运行速度、补压漏压部位、终止低温碾压等,而不同压实阶段需要不同振动力的调节则由系统反馈控制压实机构自动完成。
笔者认为,智能压实系统可以分为两大部分,即辅助压实系统和振动力自动调节系统。前者主要是一些普通数据的测量和显示,为操作手改变相关操作提供信息支持。后者则是核心,包括与压实度密切相关的数据的测量,并经过分析处理后形成自动控制信号,也就是压实度检测、反馈与控制系统,这是关键;以及能够实现调节振动力(既可以是振动力大小,也可以是振动力方向即振动型式)的压路机振动钢轮,也就是振动力自动调节系统,这是基础。
上述十分简明易懂的解读还可以用一个人“说走就走的旅行”过程来加以通俗化的描述。旅行过程中,我们利用身体的各个感官如听觉、触觉、味觉等,感知即“测量”自然界的一些信息如声音、温度、湿度、风向等(相当于辅助压实系统中“一些普通数据的测量和显示”),人体因此作出各种反应如加减衣物、补充水分等(如同“操作手改变相关操作”);而更加重要的是,我们会利用视觉来观察道路状况(相当于振动力自动调节系统中与压实度密切相关数据的测量,传感器就是“眼睛”),经过大脑判断后自动反馈并控制双腿协调地动作如时而大步慢走、时而小步快跑、时而跨越障碍以及躲避危险等(实现调节振动型式即振动力方向,“大脑”就相当于反馈和控制系统,“双腿”就相当于实现调节振动力的压路机振动轮)。即:
(一般感官→一般动作)+(眼睛→大脑→双腿)=旅行过程
(一般检测→一般动作)+(压实度检测→反馈处理器→可调节压实力的振动轮)=智能压实过程
智能压实研究现状
在此梳理一下压实度检测与反馈系统,因为这是各个厂商技术的差异所在,也是IC的前提。
基于不同工作原理的压实度检测仪器,包括落锤频谱式路基压实度快速测定仪、瑞雷波法压实仪、核子密实度计、电涡流压实度计等,其中以安装在振动压路机上的连续压实度仪应用最广,即所称的车载密实度仪,它既可以作为IC的子系统,也可以独立应用于普通振动压路机上对压实度进行检测。
连续压实控制(Continuous Compaction Control,简称CCC)是指在压实过程中利用连续压实仪检测振动轮的动态响应信号,根据被压材料与振动压路机的互相作用,经过处理后得到能反映土體压实状况的控制指标。由于对振动轮相应信号的处理方式不同,故而形成了几种连续压实控制技术,包括以下代表。
1976年,Geodynamik公司与戴纳派克公司共同开发的压实度仪Compactometer。其工作原理是使用安装在振动压路机上的加速度传感器检取系统在振动激励下的相应信号,通过滤波器和信号的傅里叶变换得到振动信号的基波和二次谐波分量,然后用二次谐波与基波的比值来反映压实程度,这就是CMV(Compaction Meter Value,压实度值)测量方法。
1983年,宝马格公司开发了土壤压实检测系统——Terrameter BTM01。它借助加速度的数据,检测系统中的Omega值,既反映了作用于材料的能量大小,也间接反映了材料的压实状况。2000年,宝马格公司在第三代压路机中引入了Terrameter BTM-E和Vario Control两项新技术。BTM-E第一次为土体压实状态提供了一个物理值,即土壤动态刚度模量EVIB(单位为MPa)。与Omega值不同,EVIB与振动压路机的参数无关,因而振动参数的改变对测量结果无任何影响(即压实度检测系统)。Vario Control系统能够产生可变换方向的振动,使振动方向根据物料的密实度在垂直和水平方向无级调节,由于振动方向决定传递给土壤的压实能量的大小,因此该系统可以使压实能量与土壤状态相匹配(即实现智能压实的自动控制系统和钢轮)。
20世纪90年代末期,安迈公司提出的使用压路机集成的刚度测量值KS作为评价指标。KS为使用测定的振动轮位移、估算的作用力和一个反映压路机与土壤的交互作用的弹簧-缓冲器模型提供了准静态刚度度量。
2004年,酒井公司提出类似于CMV的无量纲参数——CCV(Compaction Control Value,压实控制值)。与CMV不同的是,CCV同时考虑了基频和次谐波频率。
MDP(Machine Drive Power,机器驱动动力)是卡特彼勒的一项创新型土壤压实测量技术。该技术有助于操作者确认所碾压土壤的承载强度是否符合要求,进而得知是否可以转移至下一个作业区域。传统系统在地面被压实时测量其振动反应,而MDP测量的是抵消碾压阻力所需的能量。随着材料被进一步压实,其碾压阻力会降低,据此计算土壤刚度或承载强度。
表3显示了当前国际上各主要压路机制造厂商所开发的ICMV的特点及其应用情况。
从以上公开的信息可以看出,各厂商主要专注于安装在振动压路机上的ICMV的研究,而几乎未涉及振动压路机为适应智能压实要求而做出的任何结构改变(主要是钢轮结构)。笔者“以小人之心”猜度一下:或许因为各厂家的IC压路机钢轮结构大同小异,认为不值得“炫耀”?亦或因为属于核心技术不便于公开?而从实际产品应用看,真正的智能压实系统应用也还并不普遍,没有自动反馈控制系统及可调节振动力的振动轮的IC,最多只能算是一个辅助压实系统,相当于给了操作手一副夜视镜、放大镜,或者就是汽车的倒车雷达,而远不是自动驾驶系统。
关于压实度检测系统以及实现智能压实自动控制系统的开发,不仅需要坚实的土壤力学和振动压实理论作为基础,更需要进行大量的试验工作。目前,国内只有一些生产振动仪器的专业厂家对压实度检测系统进行过较深入的研究,并与主机厂家开展了“以试用代试验”的验证考核,但还远未涉及自动反馈与控制方面的内容;而主机厂商也未进行系统性的研究,主要专注于实现垂直振动的钢轮结构的实现;尽管它与智能压实所要求的振动力自动调节的钢轮结构仅一步之遥,但这一步很大、很难跨越。明白这个现实,表3中没有一家国内压路机厂商就一点也不意 外了。
当然,凡事皆有例外,那就是宝马格公司。宝马格公司的智能压实产品已经推出很多年了,其钢轮结构以前一直遮遮掩掩,如展会上禁止拍照、技术交流时讳莫如深,各种防范措施不一而足。然而,最近几年却又在各种展会上大张旗鼓地公开展示既有钢轮上大幅彩绘的结构示意图,也有经过转化的透明运动模型(两边都是同步带传动)。其实,作为实现智能压实的基础(准确地讲是其中之一),振动室双轴式垂直振动钢轮结构早已是公开的秘密(与酒井SD450产品的振动钢轮结构并无本质区别),何况也并不是什么特别高精尖的技术;而且从根本上讲,任何技术都是保不了密的,解密只是时间问题,或者说有能力解密的人需不需要马上解密,不必依靠商品化的产品。这不是能不能的问题,而是想不想的问题。
诚然,技术公开确实可以让后来者少走很多弯路,本文就不仅“解”了很多“密”,而且提出了一些新思路,但仍然只能说“仅供参考”而已。因为振荡压实技术还在推广认可中,密实度在线检测技术还是“选配”,垂直振动技术还在艰难试水,这些都需要我们的技术和市场花时间来消化;因此智能压实技术在国内的应用,注定还有相当长的路要走,不可能、也不需要走得太快,正所谓欲速则不达。
智能压实的优点
压实度和均匀性是高质量压实的两项关键指标所在。在实际工程作业中,压实质量的监控均需要采用核子密度仪、无核密度仪或芯样测试等方法进行压实度现场抽查,而且不仅仅局限于试验段。这些传统的压实度检测方法,不仅费工、费时和费钱,而且检测结果并不能完全代表整个区域的情况,更加严重的弊端是由于不在施工过程中发现问题,导致很多工况(如沥青和稳定土压实)的质量问题无法得到及时弥补和纠正,多少有點“事后诸葛亮”的缺憾,最终结果要么是“放水”而留下早期损坏的隐患,要么是“返工”而造成工期拖延和巨大的材料、能源和人工浪费。
与一般的振动压实配合传统的压实度检测方法相比,智能压实具有以下优点。
(1)一般只需在试验段时按照传统方法进行压实度检查,以“校准”IC产品的压实度检测系统,使之与实际工况相适应,并能够准确地反映真实的压实度情况,从而节约检测时间和费用。
(2)利用GPS绘图功能,能够在压实过程中而非压实结束后监控压实状况,最大程度地保证压实的均匀性,避免出现局部重压或漏压,使得压实质量问题及时得到弥补和纠正。
(3)随着压实过程的推进,IC产品能够根据铺层材料的压实度自动调节振动力以适应压实的需要,从而保证压实质量和提高作业效率,这也是智能压实的根本意义所在。
(4)可以追踪碾压遍数和表面温度,为在最佳温度范围内保持全面碾压的一致性提供了必要手段。
(5)夜间作业时,无需辨认碾压标线,利用车载彩色显示仪即可实时掌握压路机的作业位置和碾压遍数,确保碾压全区域覆盖,从而保证压实的均匀性。
(6)便于交接班管理,前期压实过程一目了然,更换操纵手依然可以实现压实过程的“无缝”衔接,防止遗留质量隐患。
(7)便于压实工程的质量管理者查看压实状态的各种参数,执行质量监控和统计分析,而且相关数据可以输出和存档。
(8)智能压实数据可以用来为某个特定项目的特定材料创建压实曲线,以确定最佳压实遍数,从而避免过压与欠压(因压实力太大或太小造成压实度不达标)。
任何事物都是一分为二的,再好的产品必然也有不足。由于IC产品的结构复杂性和独特的技术特点,对操作手的相关技能提出了更高的要求,而且售价比一般产品高出很多,这在很大程度上制约了它的推广应用。要破解困局,需要制造厂商和用户双方共同努力:一方面,制造厂商需要尽快将产品技术成熟起来,将成本降下来,以此促进市场拓展;另一方面,用户需要将保证质量作为施工的前提,作业效率也是成本的重要方面之一,算好一本综合帐,积极成为IC产品的实践者、推广者,最终必然成为受益者。只有这样,IC产品才能尽快走出“叫好不叫座”的尴尬局面,毕竟技术和产品的成熟只是手段,而市场和工程的质量才是目的。
内外套轴无级调幅智能压实技术
在很多人的印象中,智能压实技术是建立在垂直振动技术之上的,就这样被“一叶障目”了。正如前文所述,智能压实的根本是根据压实过程的需要自动调节振动力,而调节振动力分为改变大小和方向两种方式;垂直振动向水平振动转变只是振动型式的改变引起的振动力方向的改变,而无级调幅可以实现振动力大小的改变(这才是振动力改变的本质),两者都可以实现智能压实。这也是本文将智能压实技术安排在垂直振动轮结构与原理之前阐述的原因所在。
离合器旋转驱动式
图1揭示了内外套轴式无级调幅以及实现智能压实的压路机振动钢轮结构,图2为其实现振动力调节的原理示意图。
其结构特点在于:振动马达的动力从内振动轴(设计成半扁轴,在保证一定偏心距时尽量减小偏心块的外形尺寸,下同)的右端输入,变幅驱动装置的轴头穿过空心行走马达,通过离合器、外振动轴左座与内振动轴相联接;其中最关键的部件为变幅驱动装置和离合器。
变幅驱动装置可以为电控马达,根据需要产生旋转运动,并通过离合器驱动外振动轴旋转。
离合器为液压双离合器,依靠弹簧力压紧摩擦片传递动力,接通压力油时离合器脱开。初始状态下,压力油使变幅驱动装置的轴头与外振动轴左座之间的离合器脱开,而内振动轴与外振动轴左座之间的离合器因断油而结合,从而保证外振动轴与内振动轴一起旋转,因内振动轴和外振动轴的偏心块都处于垂直向下位置,因而实现大振幅、大激振力振动,如图2(a)所示。当需要改变内振动轴与外振动轴偏心块之间的相位角时,压力油使内振动轴与外振动轴左座之间的离合器脱开,而变幅驱动装置轴头与外振动轴左座之间的离合器因断油结合,随即变幅驱动装置驱动外振动轴左座旋转所需要的角度,然后先断掉内振动轴与外振动轴左座之间的离合器的压力油使之结合,再接通变幅驱动装置与外振动轴左座之间的离合器的压力油使之脱开,从而实现调整偏心距即振幅亦即激振力大小的目的,如图2(b)所示。当变幅驱动装置驱动外振动轴左座旋转180°时,实现小振幅、小激振力振动,如图2(c)所示。
对一台特定的振动压路机而言,F内、F外都是确定的,如果结合压实度在线检测系统,并建立压实度与激振力F之间的函数关系,利用上述机构即可以将控制F转变为控制θ,如图2(d)所示,可以得到:
F=
控制逻辑依次为:压实度检测、处理反馈控制信号、变幅驱动装置的轴头旋转、改变内外振动轴夹角θ、改变激振力F。这样就可以通过自动控制θ来实现对F大小的调节,从而适应不同压实阶段对激振力F的要求,即实现智能压实。
上述智能压实的钢轮结构十分简单,但存在一点不足,那就是因为改变两个振动轴之间的相位差是通过驱动其中一个振动轴旋转实现的,所以不能在振动压实过程中(两个振动轴在同步高速旋转)进行调节,而只能在前后换向行驶时(此时都是关闭振动的)进行调节。另外,由于内外套轴式结构及振动轴承选择所限,更适合在双钢轮振动压路机上应用。
我们可以“脑洞大开”地想象一下:如果去掉图1(b)中的变幅驱动装置,离合器变化成行星架和行星轮,内振动轴轴頭作为太阳轮,外振动轴左座作为齿圈,就可以形成一套行星传动系,那么将实现内、外振动轴不同的振动频率,同时视行星架固定方式的不同,当内、外振动轴旋转方向相同时为混沌振动,相反时则为复合振动。
需要指出的是,多振幅可以调节振动力的大小,但因需要人工调节而不适合应用于智能压实系统;而无级调幅因具有自动调节的特点(其实最终实现的还是有限的几个控制点即多振幅,只是此时的多振幅幅值不是机器预设,而是根据实际压实状况自动生成),是实现智能压实很好的方向,但是至今未见相关产品投入实用。
螺旋槽直线驱动式
为了避免图1结构在振动压实过程中调节振动力的不足,图3显示了另外一种针对内振动轴及其变幅机构进行改良后的结构,该结构疑为宝马格公司首创,但也未见其相关产品投入市场的报道。
图3所示结构的特点在于:振动马达从外振动轴右座输入动力,变幅油缸通过一个具有双向推力轴承结构的旋转联轴器推动或拉动调幅轴(调幅轴的高速旋转运动不会传导至变幅油缸),调幅轴的一端通过花键套与外振动轴左座联接(保证调幅轴相对于外振动轴左座只能轴向直线运动而不能转动),另一端固定有销轴并位于空心的内振动轴的双螺旋槽内。这样,调幅轴的直线运动就转化成了内振动轴的旋转运动,最大旋转范围为0~180,而内振动轴的两端用平键固接着小偏心块,与外振动轴上的大偏心块形成相叠加至相抵消范围内的各种偏心距组合,结合压实度在线检测及控制系统就实现了无级调幅型式的智能压实。
关于实现振动压路机无级调幅的技术路线还有很多,如液压控制偏心块转动方案等,但基本原理都是一样的,只是实现方法或者具体结构有所差异罢了。它们大多由于技术成熟度、制造工艺或成本等原因,并没有受到过多关注,在此就不加分析。
由此可见,智能压实技术完全可以在圆周振动压路机上实现,另一种就是依托垂直振动压路机的钢轮,而且已成为智能压实的主流结构,因此下面将以垂直振动为主线展开讨论。
(未完待续……)
猜你喜欢
动漫界·幼教365(大班)(2021年4期)2021-05-23
中国公路(2017年15期)2017-10-16
儿童时代·幸福宝宝(2009年7期)2009-11-23