GIS产品尺寸检验中的多思路意识分析
2017-04-15 09:19刘晓锋孙明道
河南科技 2017年3期
刘晓锋 孙明道
(平高集团河南平芝高压开关有限公司,河南平顶山 467000)
GIS产品尺寸检验中的多思路意识分析
刘晓锋 孙明道
(平高集团河南平芝高压开关有限公司,河南平顶山 467000)
在GIS产品零部件检验检测中,尺寸质量检验工的检验思路和检验意识将直接影响到检查过程的效率和质量。因此,检验工要具备将质量检验理论知识、标准与实际检验相结合的检验思路,具备设计运用工装检具的多途径检验思路,具备多种测量手段结合高检测效率和精准度检验思路,从而达到检查过程中“快、准、一次正确”的检验状态,大大提高检验工作效率,以及检验的可靠性与准确性。
GIS;尺寸;检验;思路;意识
随着国民经济的持续快速发展和“一带一路”政策的带动,电力行业将依托远距离、大容量、低损耗的特高压技术持续增长,为在全国范围内优化能源配置,电力行业将实现建成“五纵五横”电网格局。气体绝缘金属封闭开关设备(GIS)是高压输电行业中重要设备,具有装置结构紧凑、占地面积小、可靠性高、配置灵活、便于安装、使用周期长以及维护工作少等特点,广泛应用于高压输电系统中[1]。GIS产品构成复杂,零部件种类繁多,外观形状尺寸大小不一,各零部件精度等级不一,为保证输电设备高品质及运行可靠性,要求质量检验工对GIS产品每个零部件把好质量关。GIS产品零部件检验检测中,尺寸质量检验工的检验思路和检验意识将直接影响到检查过程的效率和质量,具备丰富的检验思路和良好的检验意识,并能够合理运用多种测量方法,达到检查过程中“快、准、一次正确”的检验状态,将大大提高检验的工作效率,以及检验的可靠性与准确性。所以,做好零部件质量检验工作,要在质量检验中具有多思路检验意识。
1 理论知识、标准与实际检验相结合的检验思路
从事质量检验的工作人员已具备丰富的检验基础知识,如尺寸、角度及锥度的检验,表面粗糙度、形位误差、铸造、锻造、焊接、表面处理、紧固件、齿轮和轴承等的检验等基础理论知识,那么在实际的检验工作中就应积极利用这些基础知识,保证检验的可行性和准确度。因为检验工作有时候不只是仅靠图纸要求就够了,对于有些零部件如轴承、紧固件、齿轮等,隐含的而图纸上并没有的技术要求也是需要检验,而这些隐含的技术要求是一位具备检验基础理论知识的检验员必须掌握的内容,否则可能会出现零部件要求的检验项目没有检查到,或者检验员看到零部件和图纸后不知道有些项目也是必须检验的,或者不知道如何检验,比如轴承,图纸上往往不会直接把轴承的所有尺寸都标注在图纸上,往往会标注一个轴承标号,国家标准规定轴承已经标准化了,只要有了轴承标号就可以在相应的国家标准上查询到这个轴承的规格和详细尺寸,如果检验员不知道这些轴承标号代表的含义,不知道查询相关的国家标准,就会无从下手检验轴承。又如有些零部件的图纸上孔尺寸只标注了基本尺寸和公差带,而没有标注相应的公差值,如φ110H7,要检验这个尺寸时检验员应知道H7代表的含义,然后根据自己掌握的公差与配合的相关知识查询相应国家标准,查询出此尺寸的公差大小,然后才能进行检查。所以,质量检验工掌握了相当多的检验知识,在实际的检验工作中要学会理论与实践相结合,提高检验效率和准确率,防止出现错误的检验现象。
2 设计运用工装检具的多途径检验思路
针对简单的零部件,使用现有的量具就可以快速准确地完成检验。但是,针对有些复杂尺寸不便于用常用量具或无法直接使用量具检测的零部件,从设计工装检具的方面寻找解决问题的途径,高效准确地解决问题,保证检验工作正常进行。可以根据不同检验要求结合检测的零部件实际位置进行设计并灵活应用。
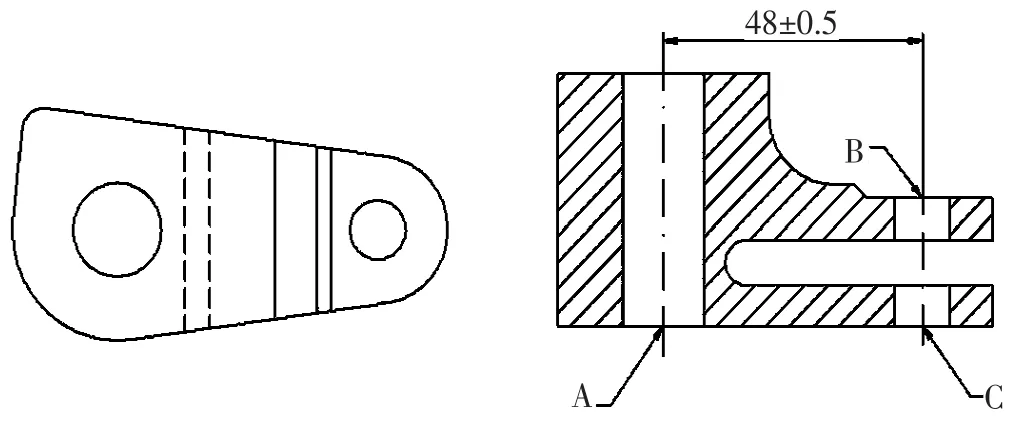
图1 传动块尺寸要求
如图1所示GIS产品中传动块的测量。图纸要求孔B和C是对穿加工,同时孔A和孔B的孔心距要求48± 0.5,那么如何测量这两个要求是否满足图纸要求。虽然A孔端面和C孔端面在同一平面上,A孔和C孔的孔心距可以直接用游标卡尺测量,但是A孔和B孔的孔心距由于A孔端面和B孔端面存在高度差,这个高度差造成卡尺卡不到孔A和孔B的孔壁,现有的游标卡尺无法直接测量(见图2)。同时,孔B和C是对穿加工现有测量工具也无法测量。在这样的情况下,就需要设计制作工装检具来检查测量这两个要求了。要求所设计的检具是既能测量孔B和C的对穿加工要求,也能测量孔A和孔B的孔心距尺寸48±0.5,那么就可以设计如图3所示的轴1和轴2两个轴,轴1穿入孔A中,轴2穿入孔B和孔C中,轴2可以测量孔B和C的对穿加工要求,用卡尺测量轴1和轴2的中心距离,可以测量孔A和孔B的孔心距尺寸48±0.5,这样即可满足测量要求。
在检验工作中遇到很多不易直接检验出来的棘手问题时,仅仅通过设计工装检具来解决检验工作中的难题往往是不够的,要有灵活运用设计工装检具,多途径多思路解决检验工作中的问题的意识。比如上述提到的传动块的孔B和C是对穿加工,孔A和孔B的孔心距要求48± 0.5的测量问题,在没有足够时间去设计工装检具轴1和轴2的前提下,要保质保量地完成传动块的检验工作,这时就要想尽一切办法,利用现有的量具、检具、工具把这个测量任务完成,针对这个任务可以采用间接法测量[2]
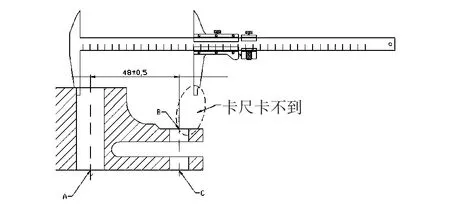
图2 传动块尺寸直接测量方法
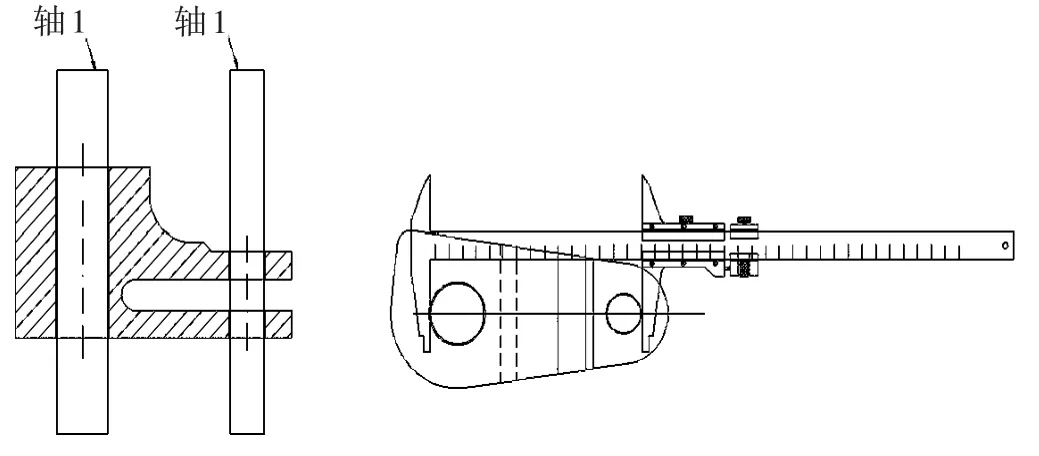
图3 传动块尺寸间接测量方法一

图4 传动块尺寸间接测量方法二
如图4所示,第一步,将传动块A孔中心线找平(即A孔中心线平行于测量平台平面),这一步就叫找测量基准。步骤如下:①将传动块立放在检验平台上,旁边用V型铁固定;②将直径为φF的钢球放置在孔A右侧孔口附近,用高度尺测量钢球到平台表面高度h1,利用孔A的直径φA,计算出孔A右侧中心高度H1,计算公式为H1=h1-φF+φA/2,其中H1为孔A右侧中心高度,h1为钢球表面到平台高度,φF为钢球直径,φA为孔A直径;③用相同的方法测量计算出孔A左侧中心高度H2,计算公式为H2=h2-φF+φA/2,其中H2为孔A左侧中心到平台高度,h2为钢球表面到平台高度,φF为钢球直径,φA为孔A直径;④如果H1=H2,测量的基准找平工作完成,如果H1≠H2,还需要在工件和平台之间放入调整用垫片,直到H1=H2,测量的基准找平工作完成。
第二步,测量B孔中心到平台的高度H3,步骤如下:①将直径为φF的钢球放置在孔B孔口附近;②用高度尺测量钢球到平台表面高度h3;③利用孔B的直径φB,计算出孔B中心到平台的高度H3,计算公式为H3=h3-φF+φB/ 2,其中H3为孔B中心到平台的高度,φF为钢球直径,φB为孔B直径。
第三步,测量C孔中心到平台的高度H4,步骤同第二步。计算公式为H4=h4-φF+φC/2,其中H4为孔C中心到平台的高度;φF为钢球直径,φC为孔C直径。
第四步,对比H3和H4的具体值,可以判断B孔和C孔是否对穿加工。
第五步,计算孔A和孔B(C)的孔心距尺寸48±0.5。H3-H1或H3-H2或H4-H1或H4-H2就是尺寸48±0.5的实测值。
通过上述五步,即完成了传动块的测量要求。这个例子说明,检验过程中要达到检验目的的方法有很多,只要检验者多思考,多途径多思路是完全可以找到可行准确检验的方法。
3 多种测量手段结合高检测效率和精准度的检验思路
GIS产品构成复杂,零部件种类繁多,外观形状尺寸大小不一,各零部件精度等级不一,仅仅靠一般检具和工装不能满足检测要求,在检验过程中要具有多种测量手段相结合的意识。在铸造导体等复杂结构零部件尺寸检测中,形位公差往往借助传统测量工具高度尺、卡尺等测量,但是这种测量方法不仅效率低有时误差大,难以测量,那么检验工可以换个角度,可以选用三坐标测量仪进行测量。三坐标测量机作为通用性强、自动化程度高、高精度测量系统,在先进制造技术与科学研究中有极广泛的应用。其首先将各种几何元素的测量转化为这些点的坐标位置后,再由软件按一定的评定准则算出这些几何元素的尺寸、形状、相对位置等。从原理上说,其可以测量任何工件的任何几何元素的任何参数[3]。因此,合理应用三坐标测量不仅提高了检测准确度,也提高了检测效率。
检验工在解决装配和安装问题时,需要现场进行尺寸测量,传统测量工具精度和使用方法限制不能满足要求时,可以选用关节臂式坐标测量仪。关节臂式坐标测量机是一种新型多自由度非笛卡尔式坐标测量系统,具有体积小、重量轻、运动灵活、方便现场测量及价格便宜等优点,适用于现场零部件尺寸测量。GIS产品零部件中体积较大GCB罐体和母线筒体等,可以通过三坐标划线机进行测量,三坐标划线机具有水平臂移动(立柱悬臂)式、全钢制结构、开放性好、测量范围大等优点。而对于体积小精度高触指零部件,对于角度要求严格,涉及到多个部位角度测量,一般检具精度差和三坐标测量比较复杂,运用投影仪设备通过投影方法能够方便准确地得到测量结果。因此,根据不同零部件及测量环境条件,灵活应用多种测量手段(三坐标测量、关节臂、划线机、投影仪等技术)来提高检测精准度和效率。
4 结语
在GIS零部件检验检测中,质量检验工要形成理论知识、标准与实际检验相结合的检验思路,设计运用工装检具的多途径检验思路,多种测量手段结合高检测效率和精准度检验思路。质量检验工具备丰富的检验思路和良好的检验意识,才能在达到检查过程中“快、准、一次正确”的检验状态,大大提高检验的工作效率,以及检验的可靠性与准确性。
[1]卢鹏,韩书谟,赵文强,等.1 100kV GIS关键技术研究[J].高压电器,2010(3):1-5.
[2]方昆凡.公差与配合实用手册[M].2版.北京:机械工业出版社,2012.
[3]张国雄.三坐标测量机的发展趋势[J].中国机械工程,2000(1):222-226.
Analysis of Multi-thinking Sense in Dimension Test of the GIS Product
Liu XiaofengSun Mingdao
(Pinggao Group Henan Pingzhi High-voltage Switchgear Co.Ltd.,Pingdingshan Henan 467000)
In dimension test of GIS product parts and components,the inspection idea and sense of the dimension quality inspector will directly affect the efficiency and quality of inspection process.Therefore,the inspector must have the inspection idea of combining the theoretical knowledge,standard and actual inspection of quality inspection, have the multi way inspection idea of designing and using fixture,have the inspection idea of a variety of measure⁃ment methods combined with high detection efficiency and accuracy,so as to achieve the"fast,accurate,a correct" test status of the inspection process,to greatly improve the inspection efficiency,as well as the reliability and accura⁃cy of testing.
GIS;dimension;test;thinking;sense
TM564
A
1003-5168(2017)02-0074-03
2017-01-07
刘晓锋(1981-),男,本科,助理工程师,研究方向:GIS零部件检验检测。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
军民两用技术与产品(2022年3期)2022-06-05
中国特种设备安全(2022年1期)2022-04-26
昆钢科技(2021年2期)2021-07-22
哈尔滨轴承(2020年4期)2020-03-17
制造技术与机床(2019年10期)2019-10-26
建材发展导向(2019年13期)2019-08-24
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
消费导刊(2018年8期)2018-05-25