
数控铣床加工通用夹具改进
2017-04-18 14:05张嘉辉
现代经济信息 2016年33期
张嘉辉
摘要:数控铣床加工的工件一般都比较复杂,也经常用到一些夹具,这样既有利于提高加工效率也利于保证加工精度。本人在实际教学过程中,就多次遇到学生在数控铣床上加工轴类零件时装夹困难,用通用的平口钳装夹精度不高,而且调整时间长,降低整个加工效率。一旦零件不能夹紧则会导致加工时零件移动,产生误差甚至零件报废。针对这种情况,我对一套通用夹具进行设计改进,用来保证夹紧,减少装夹时间,从而提高加工效率以及加工精度。
关键词:数控铣床;夹具改进
中图分类号:TP75 文献识别码:A 文章编号:1001-828X(2016)033-000-01
前言
随着数控加工工业的不断发展,形成了一些专业化的生产方式,通用夹具只能满足一般的加工需要。本文所提到的数控铣床夹具,主要是由于通用的数控铣床平口钳无法很好地实现对不同直径的棒料装夹与加工,故此笔者对平口钳进行设计改进,用以满足日常的教学任务,能同时实现方料与棒料的加工需要。
一、被加工零件制造工艺分析
1.结构特点
教学中所要加工的零件一般以方料与棒料为主。方料与棒料的材料以铝料为主,方料的加工尺寸一般在以内,棒料的一般在以内。方料加工图形一般是正反面加工和孔为主,棒料加工一般是轴上键槽或基本结构图型为主。
2.工艺分析
所要加工的零件结构主要围绕着数控铣床中级工的难度范围而制定,无特殊异形形状。加工过程使用常用的加工方法便能完成,以铣削和钻孔为主。使用的刀具一般是平头铣刀、球头铣刀与钻头,刀具的大小、材质则根据零件的材料、加工需要等因数选取。
二、夹具的结构形式及其工作原理
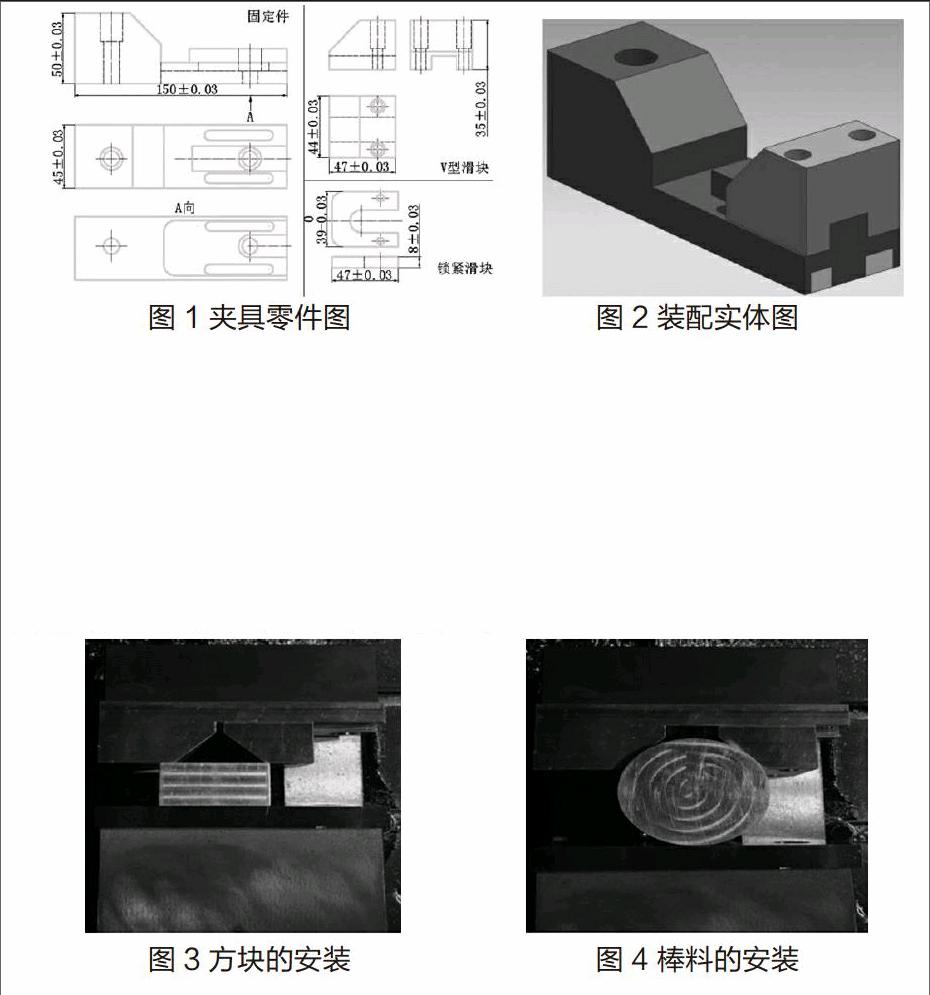
1.夹具的结构形式,如图1夹具零件图和图2装配实体图所示。
2.夹具的工作原理
首先,将通用平口钳的固定钳口铁拆下,再将夹具的固定块部分用螺钉安装在固定钳口铁原来的位置上。之后,根据被加工零件材料的尺寸大小,调整好V型滑块的位置,通过螺钉,将V型滑块固定在锁紧滑块。最后根据被加工零件材料形状的不同,安装在不同的位置上。如图3、图4所示。
夹具总体上主要由V型滑块、紧锁滑块和固定块组成。通过V型滑块的调整中心的特性可以消除棒料装夹时所带来的定位误差,从而保证了被加工部位的定位精度。
三、夹具体主要技术条件及优缺点的分析
主要技术条件:
1.夹具体中,固定件上平面与固定后滑块上平面的同一平面度要求较高,并要求与平口钳的活动钳口铁平行,平行度在0-0.02mm内,主要是为了防止装夹后被加工零件倾斜。
2.夹具各个主要的装配接触面都必须进行磨削加工,以保证接触面的形状精度、位置精度和表面粗糙度。
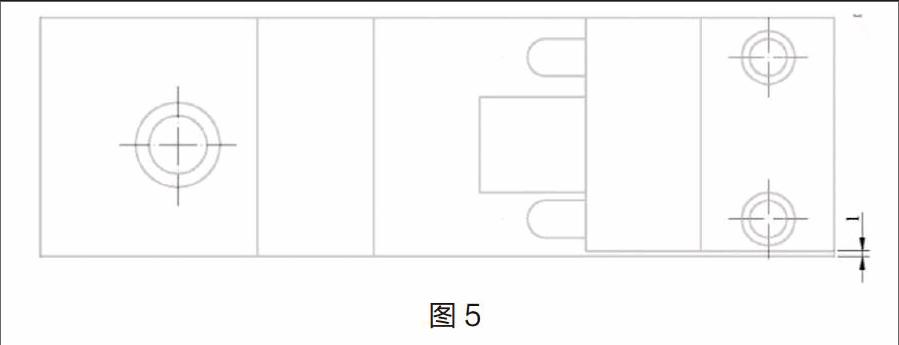
3.V型滑块在安装后能正常滑动,为防止与平口钳导轨接触过紧或被铁屑卡死,V型滑块总宽度比固定件的要小1mm。如图5。
优点:
1.V形滑块能自由移动,变换V型滑块位置,可调整较大的装夹范围。
2.拆装简单方便,互换性良好。在多次装夹、拆装后,由于V形块是定位和夹紧的,频繁使用会导致精度降低,当加工出的零件达不到要求时,换V形滑块就行。
3.夹具结构简单,加工难度低,许多学校中都能独立完成,具有良好的适用性。
缺点:
1.工作时間长了或者切削力太大可能引起夹具体局部变形,致使夹具达不到装夹精度要求。这是就需要重新制作。
2.由于滑动V型块配合精密,加工过程中铁屑,油污容易渗入配合位置,需要定期清理。
四、夹具使用前后对比
使用该夹具前,单纯装夹被加工棒料零件,调整并保证其位置精度,学生一般便要用10~15分钟;同时,在加工过程中,时有出现被加工零件倾斜或偏移的状况,极大地影响加工精度;
使用该夹具后,单纯装夹被加工棒料零件,调整并保证其位置精度,学生一般只要用5分钟左右;同时,加工时由于被加工零件的自由度基本被限制,加工过程中基本没有出现被加工零件倾斜或偏移的状况,加工精度得到有效的保证。
五、总结
科学技术不断地更新发展,产品的结构也在不断向着高精化前行。我们教师在日常教学中要培养学生如何去加工出更多高精度的零件。如何能让这些零件正确地装夹,减少误差,达到更高的精度,可以通过设计或改进夹具来实现的。
猜你喜欢
一重技术(2021年5期)2022-01-18
重型机械(2020年4期)2020-06-29
传感器与微系统(2019年9期)2019-09-11
制造技术与机床(2019年7期)2019-07-22
重型机械(2018年6期)2019-01-07
现代冶金(2018年1期)2018-04-08
现代工业经济和信息化(2016年12期)2016-05-17
现代工业经济和信息化(2016年3期)2016-05-17
大型铸锻件(2015年4期)2016-01-12
新教育时代电子杂志(学生版)(2015年31期)2015-12-20
