
小尺寸纸样匀度测试方法研究
2017-04-19 12:31刘谷红陈奇峰陈广学樊慧明
中国造纸 2017年3期
刘谷红 陈奇峰,2 陈广学,* 樊慧明 王 命
(1.华南理工大学制浆造纸工程国家重点实验室,广东广州,510640;2.齐鲁工业大学制浆造纸科学与技术教育部重点实验室,山东济南,250353)
·纸样匀度测试·
小尺寸纸样匀度测试方法研究
刘谷红1陈奇峰1,2陈广学1,*樊慧明1王 命1
(1.华南理工大学制浆造纸工程国家重点实验室,广东广州,510640;2.齐鲁工业大学制浆造纸科学与技术教育部重点实验室,山东济南,250353)
为了解决标准匀度测试方法对试样尺寸的限制,在现有光透射匀度测试仪器的基础上,进行简单的改进,得到一种基于叠加法的匀度测试方法。两种纸样在4种尺寸条件下、并结合背景纸样,用新的测试方法进行匀度测试实验,研究了试样尺寸、纸张匀度对测试结果的影响,分析了新方法的可行性。结果表明,新方法能一定程度上代替标准测试方法的测试结果;新方法对本身匀度较差的测试纸样更加适用;改变背景纸样,新方法所测得的纸样匀度指数总体变化趋势基本一致,证明了其普适性。
匀度;测试;叠加法;纸张
纸张的匀度表示纸张中各组分的分布均一性,是衡量纸张质量的一个重要参数。纸张匀度严格的定义为:纸张在微观尺寸上定量的分布变化[1-2]。纸张的主要结构是纤维交织而成的三维网络,而在纸张纤维网络成形的过程中,纤维间会不可避免地进行絮聚,而纤维的絮聚将直接导致匀度的下降。匀度是纸张综合性能的体现,其与纸张强度性能、光学性能、印刷性能紧密相关[3-4]。随着纸张的用途越来越广泛,对纸张的质量要求也越来越严,而众多研究表明,纸张匀度的提高,能一定程度地提高纸张强度性能、光学性能和印刷性能[5- 6]。因此,关于纸张匀度的一系列问题一直都是行业中的热点话题。
纸张匀度的表征经历了从目测、到用光学仪器、再到用β射线不断改进的检测方法[7]。目测法也能一定程度地评价纸张匀度情况,但是其对观测者的经验要求较高,且不能用数字来量化表达,只能感观比较,不适应于科学研究。用光学仪器来表征纸张匀度情况,使得对于纸张匀度进行研究成为可能。用光学仪器主要是利用透过纸张的光通量变化来定量间接表征纸张匀度的变化,简单快捷,是现用的主要匀度测试仪器。β射线透射式纸页匀度仪是一种优良的匀度测量和分析仪器,但因为价格昂贵,放射源需要经常更换,维护费用高,中小用户很难接受,其使用范围受限[8]。现在广泛使用的光透射式匀度测试仪,其原理均是得到关于定量变化率与光透射变化率之间的比例关系。
本研究主要是对光学测试匀度方法中所使用的光透射匀度测试仪的测试方法进行改进。光透射匀度测试仪的测试原理是基于K-M理论[9-11],得到光透射变化率与纸张定量变化率之间的关系,通过电脑处理后表示成各种匀度指数[12]。一般情况下,光透射匀度测试仪对试样尺寸均有要求,本实验使用的德国尘埃匀度仪要求纸样测试尺寸为120 mm×120 mm,但在测试更小尺寸纸样的匀度时,这种测试方法就存在尺寸受限问题。在单独评价全张纸样匀度时,用小尺寸纸张的匀度来表征大尺寸纸张匀度是可行的,但用大尺寸纸张匀度来表征小尺寸纸张匀度会存在误差,因为对于匀度较差的纸张而言,从同一张纸张上取出的试样的匀度值之间存在明显差异。因此,如何在现有的仪器基础上,进行简单的改进,使匀度测试中试样的尺寸限制解除,并能准确地表征所测试样的匀度值,显得非常的重要。YINGLIN CHEN[13]提出一种对K-M理论的不连续应用,把纸层理论上分解成N层自由表面叠加而成,对之进行光透射测试。本研究的目标就是利用叠加原理,对传统匀度测试方法进行改进,得到一种匀度测试的新方法,此方法主要解决匀度测试中对试样尺寸的限制。
1 测试原理
匀度测试原理如图1所示。图1(a)是现行的光透射式匀度测试仪的测试原理图,基于K-M理论,根据透射光的变化,转换得到单位面积纸张定量的变化,即匀度指数F,如式(1)所示,纸样上某处的光通量越大,定量越小。
(1)
式中,F为匀度指数值,T为光的透过率,W为质量,C为每种纸张对应的常数。

图1 测试原理图
图1(b)是小尺寸纸样匀度测试方法的测试原理图。通过把小尺寸纸样叠加在标准尺寸试样上,在这里,标准纸样即为背景纸样,且背景纸样上有位置标识,小尺寸纸的系列试样,均通过同一背景纸样,同一标志位置处叠加测试。
在保证测试面积不变的情况下,由于小尺寸纸样的叠加,引起背景纸样透射光的变化,从而表现为测试结果中匀度指数的变化,此变化能表征小尺寸纸样的匀度情况。
新方法中透射光接收器所接收到的光是背景纸样和小尺寸纸样叠加后的透射光,经过系统的数据处理,得到的F′值作为背景纸样和小尺寸纸样叠加后的匀度指数。一系列小尺寸纸样在采用相同的背景纸样使用,同一仪器测试时,所得到的一系列匀度指数的波动即可体现小尺寸纸样的匀度情况,这一点在纸张匀度研究中有非常重大的意义。根据式(2)可以算出3次平行测试结果的相对波动。
(2)

2 实 验
2.1 实验材料
测试纸样A(未涂布的原纸,匀度指数76.2,定量65 g/m2,广东某纸业有限公司),测试纸样B(未涂布的原纸,匀度指数95.7,定量65 g/m2,广东某纸业有限公司),背景纸样1(匀度指数64.5,定量85 g/m2,广东某纸业有限公司),背景纸样2(匀度指数101.5,定量85 g/m2,广东某纸业有限公司)。
2.2 实验仪器
尘埃匀度仪(型号:2D LAB F/SENSOR,德国),定量取样器(CB-D100),可调距切纸刀(CB-Q300)。
2.3 实验方法
在匀度仪的测试口处固定一张带有定位标识的背景纸样,待测试试样依据背景上的标识进行放置,每个尺寸取24个样,随机变换试样摆放位置,测试其匀度指数值。
2.4 实验步骤
(1)所有纸样在恒温恒湿(23±1℃,50±2%RH)下处理24 h,在背景纸样中心区域标出一面积为100 cm2的圆,并在匀度测试仪的测试口处固定背景纸样。
(2)把纸样A、纸样B均截切出24个尺寸为210×220 mm的纸样,分别记为S1A、S1B,结合背景纸样,依次测量24个纸样的叠合匀度指数。
(3)用标准取样器,在S1A、S1B中心区域取出面积为100 cm2的圆形纸样,分别记为S2A、S2B。
(4)根据背景纸样上所标出的圆形标识,把面积为100 cm2的S2A、S2B24个圆形试样依次放入,测试叠合匀度指数。
(5)用切纸刀把S2A、S2B圆形试样均切成两半,取其1/2,记为S3A、S3B,放入背景纸样的标识内,依次放入测试叠合匀度指数。
(6)用抗张强度取样器,在S3A、S3B上取宽度为15 mm的纸样,记为S4A、S4B,根据背景纸样上的标识,依次放入测试匀度指数值。如图2所示为各尺寸取样结果。
(7)记录有效数据。
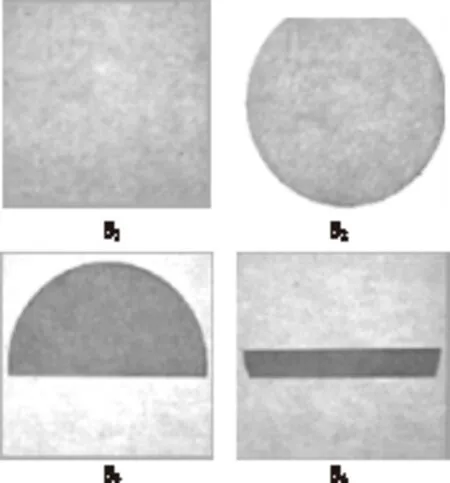
图2 纸样A和纸样B的各尺寸试样图
3 结果与讨论
3.1 试样尺寸对测试结果的影响

图3 各尺寸纸样的匀度指数曲线
因为测试结果是叠加后的匀度指数,比较4个尺寸的叠合匀度指数的绝对值没有意义。以S1为基准,按照试样测试尺寸从大到小的顺序对比匀度指数变化情况如图3(a)。从图3(a)可知,当纸样A的尺寸由S1变成S2时,比较S1A与S2A曲线发现:第一,两种尺寸纸样的匀度指数值变化趋势基本相同,说明新方法是准确的。第二,在局部区域有不同,说明用传统测试方法下所得到的试样匀度指数来评价小尺寸纸张的匀度指数存在一定的误差。这两点都能说明本方法具有一定的意义。当纸样A的尺寸从S2到S3的过程中,试样的匀度指数变化趋势出现明显的不同。当尺寸从S3到S4过程中,试样匀度指数变化趋势有一定程度的相似性,但局部有不同,且差距较大。这可以说明,随着试样尺寸的进一步减少,试样间的匀度指数差异能更加明显地表征出来,同时也说明了,标准方法中,用全张纸张匀度测试值来表征小尺寸试样的匀度指数值的误差之大。从图3(b)可知,纸样B尺寸在S1、S2两种情况下,匀度指数值变化趋势几乎相同,也就是说这种情况下,用S1情况下所测匀度指数来表征所有匀度指数值误差较小。当在S2、S3两种尺寸下,纸样B匀度指数变化趋势出现大的变化,但此两种尺寸下,匀度指数较大的点有一定的对应性。当在S3、S4两种尺寸下,试样匀度指数变化趋势几乎相同,这与图3(a)中表现出来的现象不完全相同,因为纸样B的匀度比纸样A稳定,说明新方法对本身匀度较差的测试纸样更加适用。张纸本身的匀度对试样在各种尺寸下的测试结果是有影响的。也可以说明,对于匀度较差的纸张,用标准试样的匀度指数值来表征各尺寸下试样匀度存在较大误差。
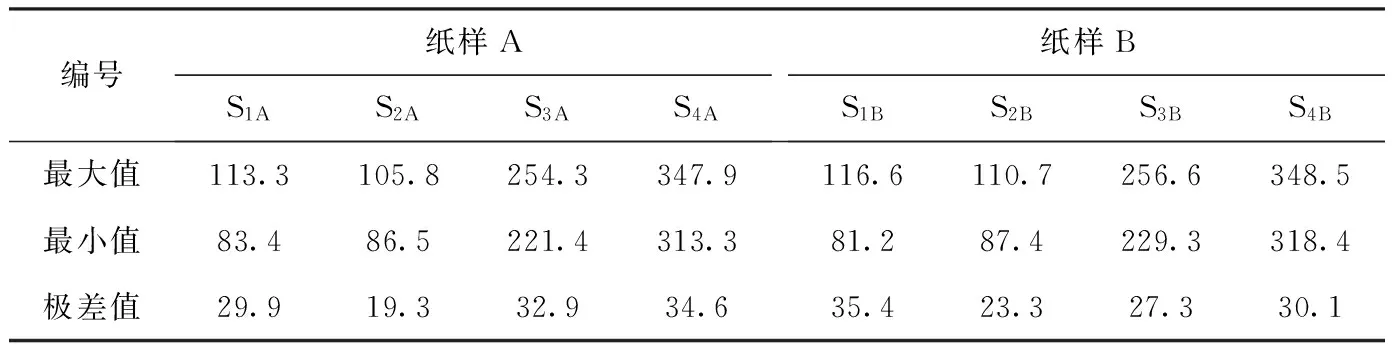
表1 试样尺寸变化过程中匀度指数值变化情况
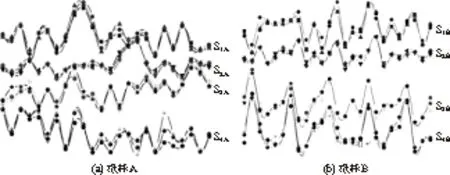
图4 三次平行测试后,各尺寸纸样的匀度指数曲线
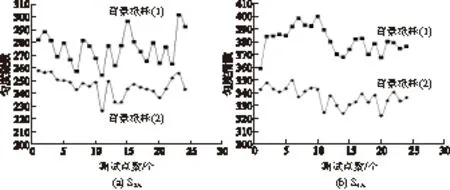
图5 S3A、S4A在两种背景纸样下的匀度指数曲线
3.2 新方法与标准方法测试结果比较
从图3可以看出,以S1为基准,纸样A和纸样B在S2、S3、S4尺寸时,匀度指数变化情况基本与S1一致。这说明新方法与标准方法的统一。试样尺寸变化过程中,匀度指数值变化情况如表1所示,纸样A在S3、S4尺寸时,极差比S1尺寸下大,纸样B各尺寸条件下,极差均小于S1尺寸。这可以由原始纸样匀度稳定性来说明,因为纸样B的匀度较纸样A稳定。这说明越是匀度不稳定的纸张,在做匀度分析时,用标准测试方法的大尺寸纸样匀度表征小尺寸纸样匀度的误差越大,新方法越有效果。
3.3 测试结果稳定性分析
考虑到测试纸样的放置情况可能会影响新方法的应用,为了证明新方法的稳定性,变换摆放位置,重复实验3次,测试结果如图4所示。从图4可知,纸样A在尺寸为S1、S2、S3时,所测得的试样匀度指数可重复性高,3次所测得匀度指数值基本一致。而在尺寸S4时,所测得试样匀度指数可重复性有所降低。因为试样与背景纸样的叠加形式均会出现一定程度的变化,比如:纸样在放置时反转和正面反置现象,正是这些变化,引起了数据重复性的下降。也说明,对于新方法中,背景纸样上的标识很重要,操作时对于试样的摆放也很重要。可通过多次测试,取平均值来减少误差。纸样B在S1、S2、S3、S4,数据重复性均高于纸样A,这与前面所述的纸样A、B的匀度有关系。
3.4 背景纸样对匀度指数的影响
为了证明新方法的普遍适用性,选取2种不同匀度的背景纸样做对比实验,纸样A的匀度指数变化曲线如图5所示。从图5可知,相同试样在不同背景纸样下,测试所得匀度值是不同的,但试样匀度指数总体变化趋势基本相似。以此证明背景纸样对于新方法的测量结果没有本质上的影响。但是根据公式(2),可得到纸样A在4种尺寸条件下,匀度指数相对波动分别为:16.7%、17.6%、0.68%、0.6%,纸样B分别为:1.7%、0.83%、0.54%、0.5%。数据的减小说明随着测试纸样尺寸的减小,各纸样匀度指数曲线趋于稳定,即受背景纸样的影响越来越大。所以新方法中应该选择匀度好、透明度高的背景纸样,比如照相原纸、薄膜等,才更加准确地反应出试样的匀度情况,因为匀度更好的背景能够减少实际操作过程中位置微少偏差所带来的试样匀度指数的误差。
4 结 论
本研究通过对光透射匀度测试仪的测试方法进行简单改进,两种纸样(A、B)在4种尺寸(由大到小为S1、S2、S3、S4)条件下以背景纸样为依托,对任何尺寸的测试纸样进行匀度测量,使其突破对试样尺寸的限制,能准确表征非标准测试尺寸的小尺寸纸样匀度。
(1)当测试尺寸由大变小时,各尺寸纸样的匀度变化趋势基本一致,说明了新方法与标准方法的统一,新方法能一定程度上代替标准方法;局部的不同说明新方法有利于提高匀度测量精度。
(2)新方法对本身匀度较差的纸样更加适用。
(3)通过改变背景纸样,测量在S3、S4小尺寸下的叠合匀度指数发现,相同纸样在不同背景纸样下,其匀度指数总体趋势基本一致,证明新方法的普遍适用性。
(4)新方法中应该尽量选择匀度好、透明度高的背景纸样才更好反映出试样的匀度情况。本研究提供一种测试小尺寸纸样的新方法,促进关于纸张匀度性能的研究。
[1] Zhang Lijiu. Practical Instrument Methods for Testing Paper Formation[J]. Shanghai Paper Making, 1989(Z1): 204. 张立九. 测试纸张匀度的实用仪器方法[J]. 上海造纸, 1989(Z1): 204.
[2] Zhang Lijiu, Chen Yanqin. Theories and Methods of Testing Paper’s Formation[J]. Shanghai Paper Making, 1984(Z1): 52. 张立九, 陈延庆. 纸张匀度测试的理论与方法[J]. 上海造纸, 1984(Z1): 52.
[3] Fan Huiming, Wangming. Study on the Relationship between the Formation index and the Air Permeability of Paper[J]. Paper Science & Technology, 2013, 32(6): 116. 樊慧明, 王 命. 纸张匀度指数与透气度关系的研究[J]. 造纸科学技术, 2013, 32(6): 116.
[4] Wang Qiuyun, Dong Rongye. Approaches to Improve Paper Formation[J]. Papermaking Chemicals, 2005(4): 40. 王秋云, 董荣业. 纸张匀度的改进措施[J]. 造纸化学品, 2005(4): 40.
[5] Zhang Sufeng, Zhang Meifeng, He Fang, et al. Relation between Components of Sheet Formation and Aramid Paper Properties[J]. China Pulp and Paper, 2008, 27(7): 25. 张素风, 张美云, 何 方, 等. 芳纶纸匀度分量和定量对性能的影响[J]. 中国造纸, 2008, 27(7): 25.
[6] Liu Xiaonao, Chen Yunzhi. Effects of Paper Formation on Printing Runnability and Printing Quality[J]. World Pulp and Paper, 2004(5): 31. 刘小闹, 陈蕴智. 纸张匀度对印刷性能的影响[J]. 国际造纸, 2004(5): 31.
[7] Fan Huiming, Wang Ming, Liu Jianan. A Study on Relationship between Paper Formation and Air Permeability [J]. China Pulp & Paper Industry, 2013, 34(18): 30. 樊慧明, 王命, 刘建安. 纸张匀度与透气度关系探究[J]. 中华纸业, 2013, 34(18): 30.
[8] Yan Dongbo, Li Jun, He Beihai, et al. Measurement of Paper Formation[J]. Paper Science & Technology, 1999(Z1): 109. 闫东波, 李 军, 何北海, 等, 纸页匀度的测量[J]. 广东造纸, 1999(Z1): 109.
[9] Wei, Y. C., Chou, W. M. and Chen, C. L. Performance of Computerized Spectrum Color Matching Based on Kubelka-Munk Theory and Its Color Redering on Offset Ink Sets[J]. 2011, 174: 72.
[10] Wu Shulian, Li Hui, Li Zhifang. Skin Optical Parameters Measurement Based on Optical Imaging Model and Kubelka-Munk Theory[J]. Chinese Journal of Lasers, 2009(36): 206. 吴淑莲, 李 晖, 李志芳. 基于光学成像模型与Kubelka-Munk理论的皮肤光学参数测量[J]. 中国激光, 2009(36): 206.
[11] Alexander A Kokhanovsky. The Accuracy and Physical Interpretation of K-M Theory. Applied Physics, 2007(40): 2210. Alexander A Kokhanovsky. K-M理论的准确性和物理解释[J]. 应用物理, 2007(40): 2210.
[12] Jiang Changhong, Lin Xiaomei, Zhang Qingli. Research and Design of a Detecting System for Inspecting the Uniformity of Paper Thickness[J]. Journal of Jilin Institute of Technology, 2000, 21(3): 37. 姜长泓, 林晓梅, 张庆利. 纸张匀度测试仪的研制[J]. 吉林工学院学报, 2000, 21(3): 37.
[13] YINGLIN CHEN. Image analysis methods for paper formation evaluation[D]. Toronto: University of Toronto, 1998.

(责任编辑:董凤霞)
Method to Test the Formation of Paper in Small Dimension Sample
LIU Gu-hong1CHEN Qi-feng1,2CHEN Guang-xue1,*FAN Hui-ming1WANG Ming1
(1.StateKeyLabofPulpandPaperEngineering,SouthChinaUniversityofTechnology,Guangzhou,GuangdongProvince, 510640;2.KeyLabofPulpandPaperScience&TechnologyofMinistryofEducation,QiluUniversityofTechnology,Ji’nan,ShandongProvince, 250353)
(*E-mail: 457817836@qq.com)
In order to solve the limitation in dimension of test sample in traditional formation test, a new test method with simple improvement on the current formation test instrument, was proposed based on superposition rule. Comparing the traditional and new methods, the effects of sample dimension and paper formation of two paper sample with four dimensions on the test results were studied. The feasibility of the new method was analyzed. The results showed that the measured results of new method could replace that of traditional method in some degree, the new method applied to the paper sample with poor formation. Changing the background sample, the variation tendency of sample formation index were similar when using the new method.
formation; test; superposition; paper
刘谷红女士,在读硕士研究生;研究方向:智能包装。
2016- 12-13(修改稿)
本课题得到制浆造纸工程国家重点实验室资助的自主研究项目(项目编号2016C02)、华南理工大学中央高校基本科研业务费项目(No.D2154620)、制浆造纸科学与技术教育部重点实验室开放基金资助(项目编号KF201502)。
TS727+.5
A
10.11980/j.issn.0254- 508X.2017.03.009
*通信作者:陈广学,博士,教授,博士生导师;研究方向:印刷包装新型功能性材料。
猜你喜欢
中国资源综合利用(2022年9期)2022-10-13
数学物理学报(2022年5期)2022-10-09
纺织科技进展(2021年10期)2021-11-03
纺织科技进展(2021年5期)2021-07-22
现代经济信息(2020年34期)2020-06-08
商品与质量(2019年36期)2019-12-19
电子制作(2019年16期)2019-09-27
电子制作(2019年15期)2019-08-27
印刷技术·数字印艺(2016年9期)2016-05-14
纺织报告(2016年12期)2016-02-08
