热轧压力和温度对聚苯硫醚熔喷非织造布性能的影响*
2017-04-24 02:31熊思维严珺宝陈丽萍王罗新
产业用纺织品 2017年2期
熊思维 罗 丹 严珺宝 许 静 陈丽萍 王 桦, 陆 宏 王罗新
1. 武汉纺织大学材料科学与工程学院,湖北 武汉430073;2. 四川省纺织科学研究院,四川 成都610072;3. 高技术有机纤维四川省重点实验室,四川 成都610072;4. 应城市天润产业用布有限公司,湖北 应城432400
热轧压力和温度对聚苯硫醚熔喷非织造布性能的影响*
熊思维1罗 丹1严珺宝1许 静1陈丽萍2,3王 桦1,2,3陆 宏4王罗新1
1. 武汉纺织大学材料科学与工程学院,湖北 武汉430073;2. 四川省纺织科学研究院,四川 成都610072;3. 高技术有机纤维四川省重点实验室,四川 成都610072;4. 应城市天润产业用布有限公司,湖北 应城432400
采用不同的热轧压力和温度,对自制的聚苯硫醚(PPS)熔喷非织造布进行热轧处理,研究不同热轧条件对PPS熔喷非织造布性能的影响。结果表明,提高热轧压力或温度,可使PPS熔喷非织造布的拉伸性能有所提高;当热轧压力为50.0 MPa、热轧温度为85 ℃时,PPS熔喷非织造布的拉伸性能最佳,其拉伸强度达到29.4 MPa;当热轧压力为50.0 MPa、热轧温度为50 ℃时,PPS熔喷非织造布的透气率和拉伸性能均较好。此外,在热轧压力10.0 ~50.0 MPa、热轧温度25~120 ℃条件下处理的PPS熔喷非织造布,其表面的水接触角可在72°~155°之间变化,即改变热轧条件可以调控PPS熔喷非织造布的亲水性。
聚苯硫醚,熔喷非织造布,热轧,拉伸性能,热收缩,透气率,亲水性
聚苯硫醚(PPS)是一种具有芳香环且带有硫原子的高分子材料,其结构中存在大π键,综合性能优异,具有优良的耐高温、耐腐蚀、耐辐射、阻燃、尺寸稳定性及电性能等[1-3]。以PPS树脂为原料制备的纤维材料也具备这些优异性能。目前,采用熔融纺丝方法生产的PPS短纤维主要用于制备耐高温滤料[4-6]。采用熔喷方法可以制备直径更小的PPS纤维及其熔喷非织造布,可广泛用于耐高温和耐腐蚀的超精细过滤材料、电池隔膜、绝缘纸、吸油材料等领域。然而,由于PPS的熔点高、黏度大,其熔喷工艺复杂、技术含量高。目前有关PPS熔喷工艺和产品的研究报道非常少见。陈磊[7]对PPS熔喷原料和熔喷工艺的可行性进行初步探索,认为适用于PPS熔喷的原料要求较高,同时相关的熔喷工艺复杂。武汉纺织大学与四川省纺织科学研究院合作,在充分分析PPS原料特性的基础上,通过筛选合适原料、优化熔喷工艺和装备,成功制备出PPS熔喷非织造布,并对其做后续的物理或化学处理,最终作为隔膜材料运用于锂电池领域[8]。
本文采用自行设计的熔喷装置,通过试验制备PPS熔喷非织造布,研究不同热轧压力和温度对PPS熔喷非织造布的拉伸性能、形貌、热收缩率、透气率、亲水性的影响,以期为PPS熔喷非织造布的实际应用提供指导。
1 试验部分
1.1 原料
PPS切片,其熔点为285 ℃,由德阳科吉高新材料有限责任公司提供,使用前于140 ℃真空烘箱中干燥24 h。
1.2 PPS熔喷非织造布制备及热轧处理
采用实验室定制的熔喷试验机制备PPS熔喷非织造布,如图1所示[9]。经过真空干燥的PPS切片经螺杆区加热、熔融、塑化后,以熔体状通过锥形喷丝板,在高速热空气的牵伸作用下,于接收器上形成纤网。纤网中的超细纤维通过热黏合形成熔喷非织造布,然后收卷得到蓬松的PPS熔喷非织造布[10-15]。最后,采用不同的热轧压力和温度对蓬松的PPS熔喷非织造布进行热轧处理。

图1 熔喷试验机结构示意
1.3 测试
1.3.1 拉伸性能测试
将热轧后的PPS熔喷非织造布裁剪成150 mm× 15 mm的试样,其拉伸性能按国标GB/T 3923.1—2013《纺织品织物拉伸性能第1部分:断裂强力和断裂伸长率的测定(条样法)》进行测试,计算拉伸强度F(MPa):
(1)
其中:P为最大负荷,N;b为试样工作部分宽度,mm;d为试样工作部分厚度,mm。
计算断裂伸长率ε(%):
(2)
其中:L0为试样原始标线间距离,为定值100 mm;L为试样断裂时标线间距离,mm。
1.3.2 形貌观察
采用扫描电子显微镜(JSM-6510 LV Scanning Electronic Microscope)观察热轧前后的PPS熔喷非织造布的微观形貌。
1.3.3 热收缩率测试
将热轧后的PPS熔喷非织造布裁剪成20 mm× 20 mm的试样,在不同温度下恒温30 min,观察试样的尺寸变化,计算热收缩率G(%):
(3)
其中:S0和S1分别为试样热轧前后的面积,mm2。
1.3.4 透气率测试
透气率测试依据有关文献进行[16],在温度为25 ℃、 相对湿度为50%的条件下,测定试样的5个不同部位的透气率,取平均值。
1.3.5 亲水性表征
采用KRUSS(DSA100)接触角测定仪,在温度为25 ℃、相对湿度为50%的条件下,测定试样的5个不同部位的静态水接触角,取平均值。
2 结果与讨论
2.1 PPS熔喷非织造布的拉伸性能
本文首先考察热轧压力对PPS熔喷非织造布拉伸性能的影响。图1为不同热轧压力下PPS熔喷非织造布的拉伸强度和断裂伸长率,热轧温度为75 ℃。

图2 热轧压力对PPS熔喷非织造布拉伸性能的影响
从图2可以看出,随着热轧压力增大,PPS熔喷非织造布的拉伸强度呈现持续上升的趋势,当热轧压力为50.0 MPa时,PPS熔喷非织造布的拉伸强度达到20.3 MPa。这是由于高压热轧使PPS熔喷非织造布中的纤维堆叠更加紧密,纤维之间的抱合力增强,当受到外力拉伸时,纤维不容易滑移,因此拉伸强度提高[17]。
从图2还可看出,随着热轧压力的增加,PPS熔喷非织造布的断裂伸长率小幅度下降。由此可见,热轧使得PPS熔喷非织造布的纤维间滑移减小,其拉伸形变主要表现为PPS纤维的受力伸长,这在PPS熔喷熔喷非织造布的单根纤维拉伸试验中可以直接观察到。
为了考察热轧温度对PPS熔喷非织造布拉伸性能的影响,固定热轧压力为50.0 MPa、热轧时间为10 s,在不同热轧温度下处理PPS熔喷非织造布样品,其拉伸强度和断裂伸长率如图3所示。

图3 热轧温度对PPS熔喷非织造布拉伸性能的影响
PPS属于易结晶聚合物。一般来讲,温度对聚合物纤维材料的结晶影响显著,而结晶度决定了纤维的强度和形变性能。结晶度增加,则纤维拉伸强度增大,但伸长率下降。从图3中的拉伸强度曲线可以看出,当热轧温度低于100 ℃时,PPS熔喷非织造布的拉伸强度随着热轧温度升高呈线性增长;当热轧温度超过100 ℃时,PPS熔喷非织造布的拉伸强度出现急剧上升。PPS树脂的玻璃化转变温度(Tg)约为88 ℃,PPS初生纤维的结晶度较低[18],在低于Tg的温度下进行热轧处理,PPS熔喷非织造布中的纤维结晶困难,纤维中的PPS高分子链主要为无定形聚集态结构。此时,热轧导致的熔喷非织造布拉伸强度增加主要是由于纤维间抱合力增强、纤维间滑移逐渐变得困难的结果。当热轧温度高于PPS的Tg时,一方面PPS分子链容易发生结晶,同时,热轧使得熔喷非织造布表面的纤维发生粘连,因此,PPS熔喷非织造布表现出较高的拉伸强度。
图3中的断裂伸长率随着热轧温度升高呈倒S形的曲线。当热轧温度低于PPS的Tg时,PPS熔喷非织造布的断裂伸长率的变化较小。这是由于PPS熔喷非织造布的拉伸形变包含纤维间滑移形变及纤维拉伸形变,此时的断裂伸长率主要源于纤维间滑移。当热轧温度在PPS的Tg附近时,PPS熔喷非织造布的断裂伸长率出现急剧下降,表明PPS熔喷非织造布试样条中的纤维出现滑移困难,观察试样条的断裂面,发现断口平整、光滑,只有很少量的纤维出现。当热轧温度超过PPS的Tg时,试验发现PPS熔喷非织造布试样条的断裂口处几乎没有出现纤维,此时PPS熔喷非织造布的断裂伸长率较小。比如在热轧温度为105 ℃时,PPS熔喷非织造布的拉伸强度达到50.7 MPa,但其断裂伸长率仅为4.1%。
2.2 PPS熔喷非织造布的形貌
为了进一步探索热轧条件影响PPS熔喷非织造布拉伸性能的原因,本文对热轧前后的PPS熔喷非织造布的微观形貌进行观察,如图4所示,其中热轧压力和温度分别为50.0 MPa、85 ℃。

(a) 热轧前(放大倍数500)

(b) 热轧前(放大倍数1 000)

(d) 热轧后(放大倍数1 000)
对比热轧前后的PPS熔喷非织造布的表面纤维形貌,可以看出,热轧使PPS熔喷非织造布的纤维间接触点及接触面积增加,纤维间甚至出现粘连,因此,纤维间滑移阻力显著增大,这与前面的拉伸性能分析结果一致。从纤维尺寸变化来看,热轧使得PPS熔喷非织造布表层的纤维扁平化,在其扫描电镜图中表现为纤维直径变大的假象。
2.3 PPS熔喷非织造布的热收缩
对经过热轧(50.0 MPa 、85 ℃)的PPS熔喷非织造布进行热收缩测试,其结果如图5所示。
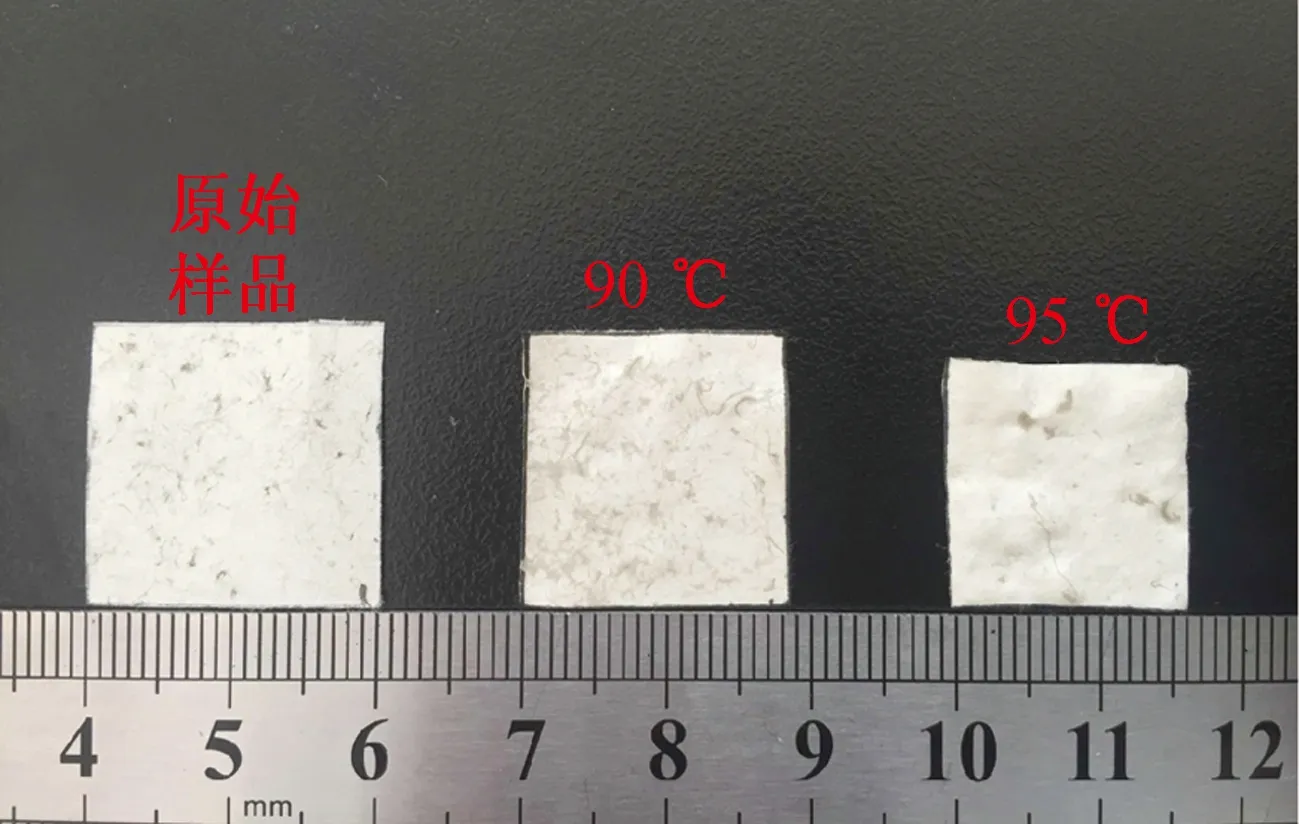
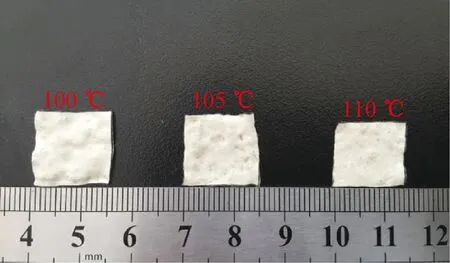
图5 不同温度下的PPS熔喷非织造布的热收缩
从图5可知, PPS熔喷非织造布样品在不同温度下(90、95、100、105、110 ℃)的热收缩率分别为10%、20%、23%、25%、30%,呈持续上升的趋势,同时,PPS熔喷非织造布随着测试温度的提高而呈现明显卷曲。上述热收缩现象是由于PPS熔喷纤维成型过程中,必须采用高速热风对PPS初生纤维进行牵伸取向,以获得物理性能更佳的纤维,但同时也导致PPS熔喷非织造布内存在较大的内应力,在高于PPS玻璃化转变温度的环境下,纤维分子链松弛,从而使熔喷非织造布出现收缩。
另一方面,采用熔喷法制备的PPS熔喷非织造布的结晶度较低,当其处于高温环境中时, PPS会发生结晶,而且温度越高,PPS的结晶速率越快、结晶度越高,分子链排列更加紧密,使得PPS熔喷非织造布的热收缩率增大。
2.4 PPS熔喷非织造布的透气率
在热轧温度为75 ℃的条件下,经不同热轧压力(10.0、20.0、30.0、40.0、50.0 MPa)处理后的PPS熔喷非织造布的透气率如图6所示。

图6 不同热轧压力处理的PPS熔喷非织造布的透气率(热轧温度为75 ℃)
由图6可知,随着热轧压力增加,PPS熔喷非织造布的透气率呈下降趋势。当热轧压力为10.0 MPa时,PPS熔喷非织造布的透气率为205.80 L/(m2·s); 但当热轧压力增大到50.0 MPa时,PPS熔喷非织造布的透气率只有32.30 L/(m2·s),下降了84%。这是由于热轧使PPS熔喷非织造布本来较为疏松的纤维网状结构变得更加紧密,热轧压力越大,纤维间的缝隙越小,孔隙率也越低。
为了考察热轧温度对熔喷非织造布透气率的影响,在热轧压力为50.0 MPa的条件下,采用不同热轧温度(25、50、75、80、85、90、95、100、105 ℃)处理后的PPS熔喷非织造布的透气率如图7所示。

图7 不同热轧温度处理后的PPS熔喷非织造布的透气率(热轧压力为50.0 MPa)
由图7可知,PPS熔喷非织造布的透气率随着热轧温度的升高也呈现下降趋势。在常温下对PPS熔喷非织造布进行冷轧,其透气率为863.00 L/(m2·s);当热轧温度为50 ℃时,PPS熔喷非织造布的透气率为113.07 L/(m2·s)。由此可见,保持热轧压力不变仅升高热轧温度,可以导致PPS熔喷非织造布的透气率急剧下降。观察常温冷轧的PPS熔喷非织造布表面,发现仍存在许多束凸起和卷曲的纤维,熔喷非织造布仍然很蓬松,说明采用较高的热轧压力并不能使熔喷非织造布的纤维紧密黏合在一起,因此熔喷非织造布的孔隙率大、透气率高。采用50 ℃热轧温度,PPS熔喷非织造布表面凸起的纤维束数量明显减少,表面平整。这是因为热轧温度提高后,PPS纤维在较高压力下易于松弛变形,使得PPS熔喷非织造布更加紧密,因此,其透气率下降。当热轧温度超过PPS的玻璃化转变温度后,PPS熔喷非织造布的透气率下降幅度趋缓,在热轧温度105 ℃时,透气率仅为10.20 L/(m2·s)。这表明高温热轧会导致PPS熔喷非织造布出现闭孔现象,孔隙率大幅度下降。
综合以上分析表明,以50.0 MPa、50 ℃热轧后,PPS熔喷非织造布的透气率高、拉伸性能优良。
2.5 PPS熔喷非织造布的亲水性
在热轧压力为50.0 MPa的条件下,经不同热轧温度处理的PPS熔喷非织造布的接触角测试结果如图8所示。
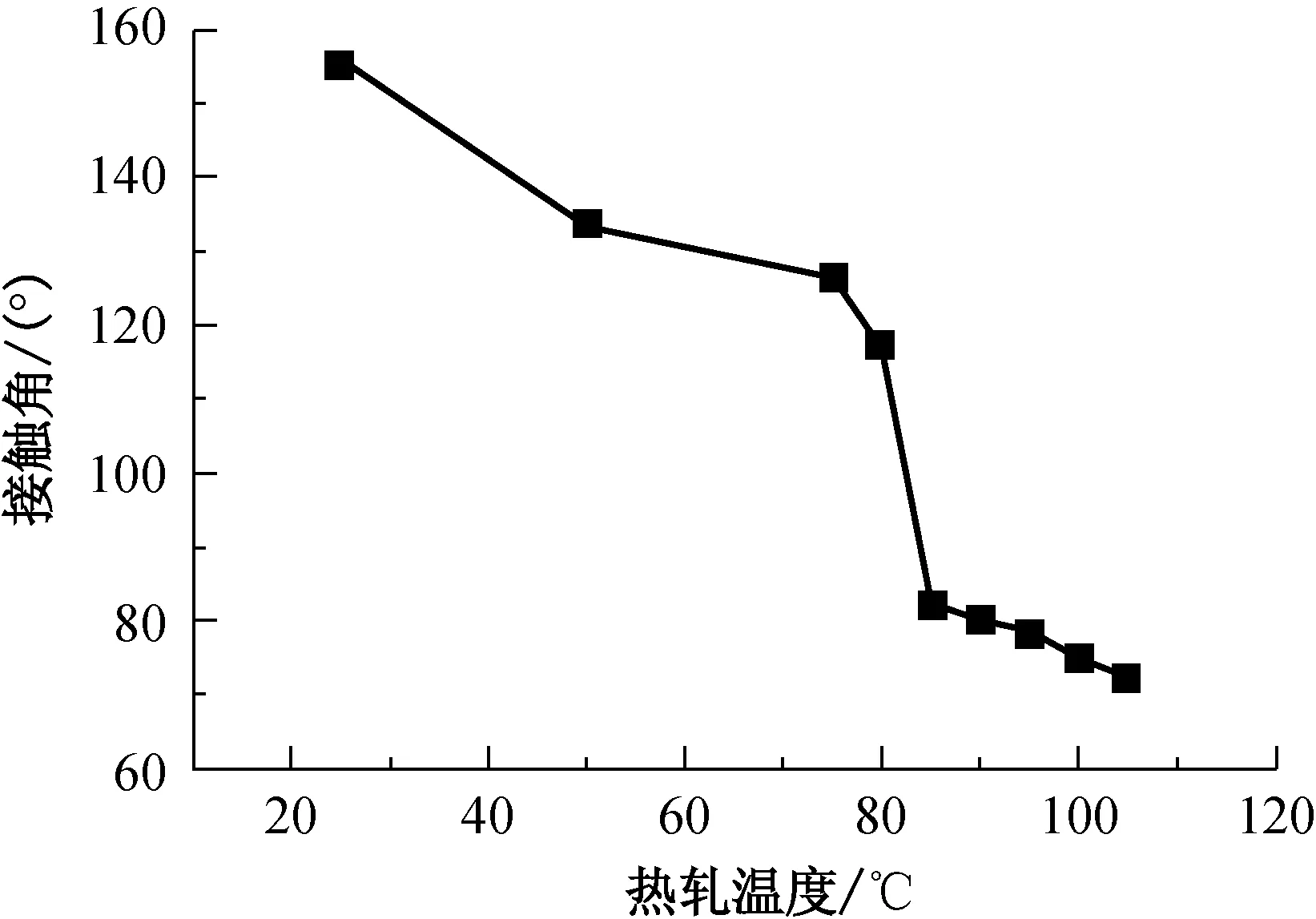
图8 不同热轧温度处理的PPS熔喷非织造布的接触角(热轧压力为50.0 MPa)
从图8可以看出,随着热轧温度逐渐升高,PPS熔喷非织造布的接触角呈下降趋势。当热轧温度为25 ℃时,PPS熔喷非织造布的接触角为155°,呈现较强的疏水性;当热轧温度为105 ℃时,PPS熔喷非织造布的接触角为72°,呈现亲水性。
以25 ℃冷轧时,PPS熔喷非织造布表面存在大量的凸起纤维束,表面粗糙,当水滴接触布面时不易铺展开,即熔喷非织造布表现出强的疏水性。当热轧温度为75 ℃时,PPS熔喷非织造布的接触角为126°,依然表现出较强的疏水性。当热轧温度接近PPS的玻璃化温度时(88 ℃),PPS熔喷非织造布的接触角为82°,表现为一定的亲水性。当热轧温度更高时,PPS熔喷非织造布的接触角更小,亲水性更强。因此,PPS熔喷非织造布的亲水性可以通过改变热轧温度来加以调控。
3 结论
(1) 当热轧压力为50.0 MPa、热轧温度为85 ℃ 时,PPS熔喷非织造布的拉伸强度最佳,达到29.4 MPa; 通过SEM观察发现,采用较高的热轧压力和热轧温度,PPS熔喷非织造布中的纤维发生粘连,其拉伸性能增强;对经50.0 MPa 、85 ℃热轧的PPS熔喷非织造布进行热收缩率测试,在90、95、100、105、110 ℃温度下,热收缩率分别为10%、20%、23%、25%、30%。
(2) 当热轧压力为50.0 MPa、热轧温度为50 ℃ 时,PPS熔喷非织造布的的拉伸性能良好,且透气率较高[113.10 L/(m2·s)]。
(3) 改变热轧温度,可以调控PPS熔喷非织造布的亲水性能,其表面的水接触角可在72°~155°之间变化。
[1] LIAN Dandan, DAI Jinming, ZHANG Ruiping, et al. Enhancing the resistance against oxidation of polyphenylene sulphide fiber via incorporation of nano TiO2-SiO2and its mechanistic analysis[J]. Polymer Degradation and Stability, 2016, 129:77-86.
[2] AKIHIRO S, TAKAFUMI K, TOSHIO K. Application of zone-drawing and zone-annealing method to poly(p-phenylene sulfide) fibers[J]. Journal of Polymer Science Part B: Polymer Physics, 1998, 36(10):1731-1738.
[3] CARR P L, WARD I M. Drawing behaviour, mechanical properties and structure of poly(p-phenylene sulphide) fibres[J]. Polymer, 1987, 28(11):2070-2076.
[4] 王桦. 聚苯硫醚纤维的发展现状及其应用[J]. 产业用纺织品,2007, 25(7): 1-4.
[5] 吴丽丽, 柯勤飞. 水刺复合PPS纤维耐高温过滤材料的研究与开发[J]. 非织造布, 2009, 17(4): 24-26.
[6] CHATTERJEE K N, MUKHOPADHYAY A, JHALANI S C, et al. Performance characteristics of filter fabrics in cement dust control: Part III-Influence of fibre fineness and scrim on the performance of nonwoven filter fabrics[J]. Indian Journal of Fibre and Textile Research, 1997, 22(1):13-20.
[7] 陈磊. 聚苯硫醚 (PPS) 熔喷非织造布的制备与可纺性能研究[D]. 上海: 东华大学, 2012.
[8] 王罗新,王娟,陆宏,等. 一种聚苯硫醚复合滤料的制备方法: CN103961939A[P]. 2014-08-06.
[9] 万大江. 熔喷聚酯非织造布生产工艺参数对纤网最大孔径的影响[J]. 非织造布,1999, 13(3):17-20.
[10] CHUNG J S, CEBE P. Melting behaviour of poly (phenylene sulphide): 2. Multiple stage melt crystallization[J]. Polymer, 1992, 33(11):2325-2333.
[11] Kimberly-Clark Corporation.Elastic polyethereter nonwoven web:US4707398[P]. 1987-11-17.
[12] The Procter & Gamble Company. Extrusion process for thermoplastic resin composition for fabric fibers with exceptional strength and good elasticity:US4323534[P]. 1982-04-06.
[13] Minnesota Mining and Manufacturing Company. Absorbent elastomeric wound dressing: US4957795[P]. 1990-09-18.
[14] CHEN Ting, HUANG Xiubao. Modeling polymer air drawing in the melt blowing nonwoven process[J]. Textile Research Journal, 2003, 73(7):651-654.
[15] Kimberly-Clark Corporation. Composite elastic material including an anisotropic elastic fibrous web and process to make the same: US5385775[P]. 1995-01-31.
[16] 刘柳, 甘厚磊, 田磊, 等. 洗水对牛仔面料性能的影响[J]. 印染,2013, 39(19):25-27.
[17] 韩亚元, 李瑶君, 陈大俊. 熔喷聚氨酯弹性无纺布的研制及其力学性能[J]. 东华大学学报 (自然科学版),2002,28(4):84-87.
[18] 赵家森,渠冬梅.国产聚苯硫醚纤维拉伸结晶行为的研究[J].纺织学报,1997,18(3):21-23.
Effect of hot rolling pressure and temperature on properties of polyphenylene sulfide melt blown nonwovens
XiongSiwei1,LuoDan1,YanJunbao1,XuJing1,ChengLiping2,3,WangHua1,2,3,LuHong4,WangLuoxin1
1. School of Materials Science and Engineering, University of Wuhan Textile, Wuhan 430200, China;2. Sichuan Textile Science Research Institute, Chengdu 610072, China;>3. High-Tech Organic Fibers Key Laboratory, of Sichuan Province, Chengdu 610072, China;4. Tianrun Industrial Cloth Co., Ltd., Yingcheng 432400, China
With different pressures and temperatures,the polyphenylene sulfide (PPS) melt blown nonwovens were prepared and treated by hot rolling. The effect of hot rolling condition on the properties of PPS melt blown nonwovens was studied. The results showed that the tensile properties of PPS melt blown nonwovens could be improved by the higher hot rolling pressure or temperature. The PPS melt blown nonwovens possessed the best tensile properties under the hot rolling pressure of 50.0 MPa and the hot rolling temperature of 85 ℃, with a tensile tenacity of 29.4 MPa. The air permeability and the tensile properties of the PPS melt blown nonwovens were both better under the hot rolling pressure of 50.0 MPa and the hot rolling temperature of 50 ℃. In addition, the water contact angle of the PPS melt blown nonwovens treated under the hot rolling pressure of 10.0~50.0 MPa and the hot rolling temperature of 25~120 ℃ changed in the range of 72°~155°,which meaned that the hydrophilicity of the PPS melt blown nonwovens could be regulated by changing the hot rolling condition.
polyphenylene sulfide, melt blown nonwoven, hot rolling, tensile property, thermal shrinkage, air permeability, hydrophilicity
*国家科技支撑计划(2015BAE01B04);高技术有机纤维四川省重点实验室开放课题基金资助
2016-07-13
熊思维,男,1993 年生,在读硕士研究生,研究方向为高性能纤维
王罗新,E-mail:wanglx@wtu.edu.cn
TQ342.7
A
1004-7093(2017)02-0016-06
猜你喜欢
纺织标准与质量(2022年1期)2022-07-12
化学工业与工程(2022年1期)2022-03-29
小资CHIC!ELEGANCE(2021年31期)2021-08-16
纺织科学研究(2021年1期)2021-03-19
国际纺织导报(2019年3期)2019-06-06
产业用纺织品(2018年6期)2018-09-28
河南冶金(2017年6期)2018-01-17
橡塑技术与装备(2016年7期)2016-02-25
中国学术期刊文摘(2016年2期)2016-02-13
汽车零部件(2015年4期)2015-12-22