
沼气发酵罐滚塑加工工艺参数的确定
2017-04-25 05:11季庆祥朱桂英杨志伟秦翰赫兰刚李雷雷岳星宇
黑龙江八一农垦大学学报 2017年2期
季庆祥,朱桂英,杨志伟,秦翰,赫兰刚,李雷雷,岳星宇
(黑龙江八一农垦大学理学院,大庆 163319)
沼气发酵罐滚塑加工工艺参数的确定
季庆祥,朱桂英,杨志伟,秦翰,赫兰刚,李雷雷,岳星宇
(黑龙江八一农垦大学理学院,大庆 163319)
为保证常压下沼气发酵罐滚塑加工的质量要求,研究制造沼气发酵罐过程中的主要滚塑工艺参数,对滚塑加工的塑化程度、壁厚不均匀度的影响因素进行研究。结果显示:利用滚塑机生产沼气发酵罐的工艺优化参数为:主副轴转速比1∶6、保温箱温度200℃,滚塑时间为35 min,模具内部温度150℃,脱模剂硬脂酸锌用量为10 g·kg-1。可为沼气发酵罐的批量制造提供参考。
沼气;发酵罐;滚塑;衬塑;树脂;拐点
滚塑成型(Rotational Moulding)又称旋塑、旋转成型、回转成型、旋转铸塑等。滚塑加工在常压下进行,是一种开口加工的工艺,仅有外模具,没有与其对称的内模具,生产中与大气相通,模具内外无压差,可以生产中空的容器,特别适合生产容器类大型储罐和用于存放酸碱盐等腐蚀性物质的容超大型器[1]。滚塑工艺主要以聚乙烯(PE)、聚丙烯(PP)等高分子热塑性树脂(塑料)为原料[2-10]。滚塑作为一种塑料成型技术,已有较长的历史。滚塑工艺最早出现于20世纪30年代,而在聚氯乙烯糊状树脂滚塑制品和聚乙烯滚塑制品工业化之后,滚塑工艺开始作为一个实用的工艺技术成为塑料工业舞台上的活跃分子,并且越来越引起人们的关注。近年来,滚塑工艺发展很快,滚塑制品的应用范围也越来越广泛,滚塑制品不仅有结构简单、单层的小制品,而且还有结构复杂、多层、大型和超大型制品。目前已经出现了滚塑成型的汽车用品、飞机配件、皮划艇、一些机器外壳、交通路障、人体代用器官等。滚塑制品的颜色也是多种多样的,非常美观。
滚塑工艺所能使用的树脂种类也有了很大的发展,除了聚氯乙烯、聚乙烯外,尼龙、聚丙烯、聚碳酸酯、氟塑料等多种塑料也用于滚塑工艺。滚塑成型已成为当今社会一种极具生命力的塑料制品成型工艺。
沼气发酵罐作为沼气系统中最为重要的组成部分,必须具有体积大、密封性好、开口多且适应多种尺寸、耐腐蚀性高、耐多种腐蚀性且寿命长等特点,而目前使用的沼气发酵罐多为混凝土结构或不锈钢结构,此种发酵罐经常出现裂缝、漏气、腐蚀、老化和成本高等问题,而这些问题塑料制品可以较好的解决,因此用滚塑加工来生产沼气发酵罐是一项不错的选择,用滚塑工艺生产的沼气发酵罐,配用塑料管道、阀门、器具,性能超过不锈钢结构,而且成本可大大降低,且工期极短、构造简单、安装灵活、系统改装容易。但目前国内研究滚塑沼气发酵罐的企业及科研部门较少,因此有必要对滚塑加工沼气发酵罐的工艺及优化参数进行深入研究和探讨。
为了保证在常压下利用滚塑设备和工艺生产沼气发酵罐的质量,研究对滚塑加工的塑化程度进行温度和时间影响的正交试验,对壁厚不均匀度进行主副轴转速比的单因素试验及模具内部温度对塑化情况的影响和脱模剂用量的试验。
1 原理
滚塑加工工艺的原理比较简单,就是把粉末状塑料颗粒原料加入中空的模具中,在模具旋转、滚动的同时对模具加热,使得塑料逐渐融化,涂敷在模具内表面上。塑料完全融化后,停止加热,待冷却后,停止模具旋转。打开模具,卸下已经成形的塑料,就是所要加工的塑料产品,滚塑生产过程如图1所示。
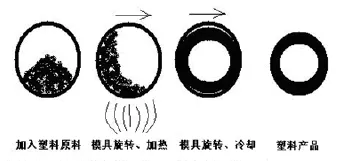
图1 滚塑加工过程示意图Fig.1 Rotomolding process schematic
滚塑没有外部搅拌动力,塑料颗粒的移动,完全依赖重力作用下的流动以及与熔融塑料层的黏滞、吸附,因而对于模具局部温度、形状,非常敏感。
对于需要加厚、增强的法兰部位,采用向外凸起,增加塑料堆积的方式增加塑料厚度。对于强度要求较低的顶部,局部加热温度降低,壁厚可以减小。
对于强度要求高的滚塑件,采用钢衬塑结构,此时钢制外壳与塑料不脱离,保持为一体,没有专用的模具,称为钢衬塑。钢衬塑是滚塑工艺中的特殊情形,工艺参数与滚塑相同,但不添加任何脱模剂,原料采用钢衬塑专用料。
研究中设计的滚塑沼气发酵罐如图2所示,该发酵罐装载料液7 m3左右,采用多罐串联使用可组成小型工业化沼气发酵系统。其进料和出料可采用液力溢流方式进行,也可采用料液输送泵输送方式。多罐组成的沼气发生系统可采用先进的两段式厌氧发酵工艺,即酸化阶段与产气阶段分别进行,并且还可方便的进行污泥回流作业,以更好的提高厌氧发酵系统的效率。
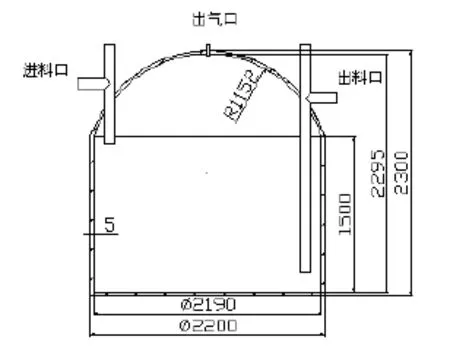
图2 滚塑沼气发酵罐示意图Fig.2 Diagram of rotational molding biogas fermenter
这种滚塑沼气发酵罐耐腐蚀性强,其强度达到5 mm以上时(选择塑料拉伸强度值12~19 MPa的低位置12 MPa计算)也符合要求。研究中通过滚塑工艺加工的发酵罐使用3年后,发酵罐沼液渗透率为零,塑料剖面无杂质侵入,其耐腐蚀性符合预期效果。经1 m水头(10 kPa)加压试验,罐体无永久性变形、无渗漏,其强度也符合预期效果。
2 材料与方法
2.1 实验材料
实验材料为30目的线性低密度聚乙烯(LLDPE)粉末状颗粒,该塑料颗粒不仅具有极好的流动性和热稳定性,而且冲击强度或韧性较好。
2.2 试验方法
针对滚塑加工的主要工艺参数,对滚塑加工的塑化程度进行了温度和时间影响的正交试验,并在此基础上对壁厚不均匀度进行了主副轴转速比的单因素试验及模具内部温度对塑化情况的影响和脱模剂用量的试验。
2.3 主要工艺参数
2.3.1 罐壁厚度
模具在滚塑机中被热气流加热而升温,塑料堆与模具接触的部分先行软化、附着、熔融。模具各个位置所能附着、熔融的塑料厚度,即罐壁厚度,主要取决于该处在单位时间内塑料堆流过的次数。塑料堆流过次数多的地方,罐壁厚度就大。通过控制塑料堆的运动轨迹,可以调节罐壁厚度,使之均匀或者加厚,以获得所需要的产品。不适当的转速、速度比,导致壁厚不均,过厚的部位浪费原料,过薄的部位强度不够,甚至破裂、漏气、漏水,形成废品。
2.3.2 塑化温度
塑料原料须经历加热、熔化、冷却定型,才能制造出产品。加热温度太低,或者加热时间太短,会发生塑化不足,塑料结晶未完成,不能形成连续的高分子结构,达不到塑料本身应该具有的物理性能。塑化不足时,塑料虽然没有分解,但是由于没有形成合理的结晶,形成的厚壁结构,机械强度差、气密性不好,不但脆弱,也会漏气、漏水,形成废品。加热温度太高,或者加热时间太长,虽能保证塑化充足,但是因为塑料容易分解、变质,产品性能下降、机械强度差,甚至产生废品。
2.3.3 主轴与副轴转速
主轴与副轴转速直接影响单位时间内塑料堆流过模具内表面的次数,从而影响罐壁厚度。
2.3.4 保温箱温度与加热时间
塑料原料LLDPE(UR644)的维卡点为124℃,分解温度为230℃,耐热时间为50 min。为防止塑料分解,模具温度控制在160~180℃之间、加热时间控制在20~50 min之间。
保温箱温度提高,有利于热量向模具的热传导,但过高的温度,会引起模具局部受热过度、超温,因此,保温箱温度控制在180~220℃区间。
2.3.5 脱模剂
脱模剂的种类,滚塑能用的极少,基本没有选择。外脱模剂采用硅油,内脱模剂采用硬脂酸锌。硬脂酸锌的用量要合适,用量太多、太少都会影响生产。
3 试验设计与结果分析
3.1 主轴与副轴转速及其比例
模具直径D=2 200 mm,长度L=2 300 mm,塑料罐(沼气发酵罐)壁厚H=5 mm,计算理论转速及其转速比。塑料原料的密度为λ=0.94 g·cm-3,L1=1 500 mm,罐体装料按90%计算,则质量M为
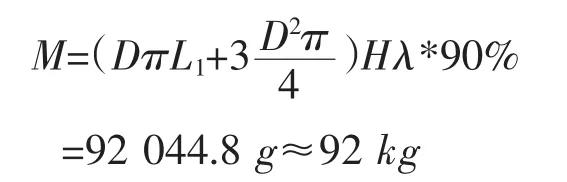
实际加入100 kg塑料,以保证罐壁足够的厚度。粒度堆积角α=30°,如图3。
设塑料堆底面直径为d,塑料体积为V,则V=M/λ
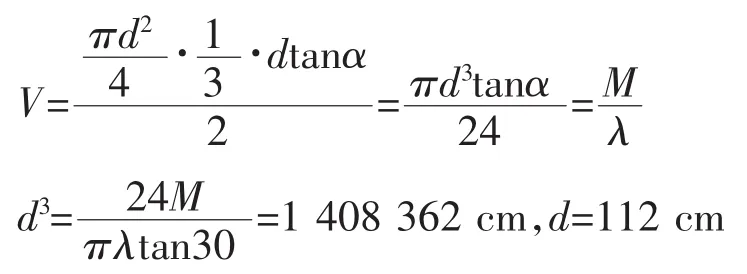
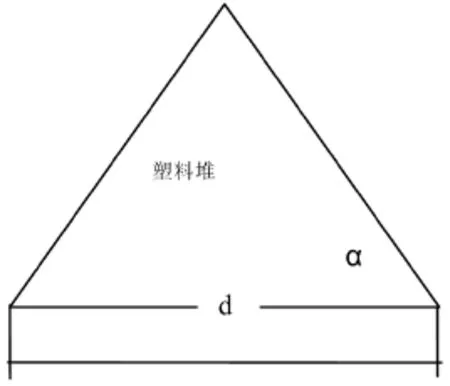
图3 塑料堆Fig.3 Plastic heap
当模具的转速等于、高于临界离心转速时,塑料颗粒将发生不利于滚塑成型的运动。现计算副轴(自转轴)发生临界离心运动时的转速V1(r·min-1),如图4所示。
中国农业大学水利土木工程学院党委书记杨培岭以《节水灌溉技术的未来发展方向和趋势》为题进行了精彩演讲,他呼吁要深入基础理论研究,加快节水灌溉科研成果的转化,实现节水灌溉技术的创新。要推广自动化控制系统,加强节水灌溉设备质量的监管控制,加强水资源管理,合理确定水价,建立健全节水灌溉体系服务。
离心力,F=Mω2r,r=D/2,发生离心运动时,离心力等于重力G,则
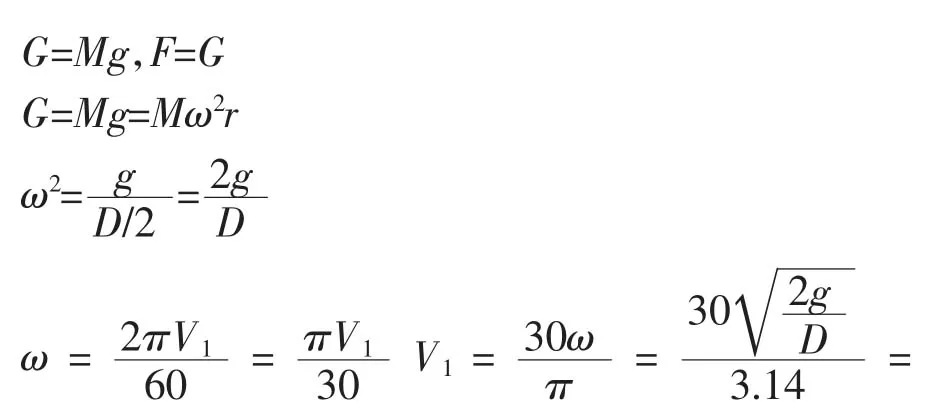
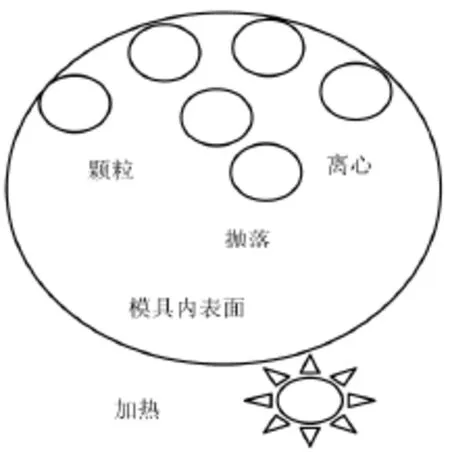
图4 副轴发生临界离心运动时的转速Fig.4 Speed of countershaft at critical eccentric exercise
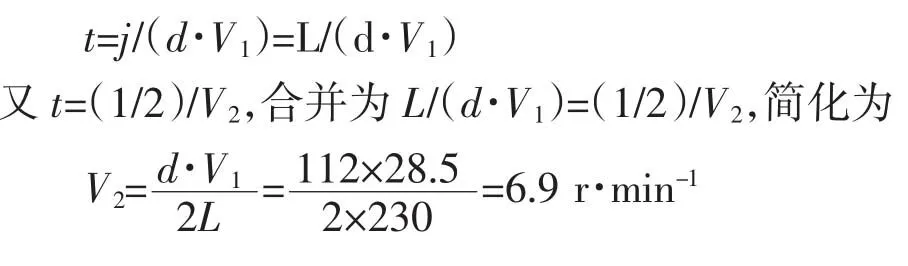
计算主轴(摇摆轴)保证塑料轨迹均匀扫过模具每一个部分的转速V2(r·min-1):模具以速度V1自转,转动n周,塑料轨迹构成的总宽度为j=nd,时间t=n/V1=j/(d·V1)。主轴(摇摆轴)最多转动半周,可以保证塑料轨迹均匀扫过模具每一个部分,即j=L,时间t=(1/2)/V2,则存在
滚塑生产中,转速不能超过上述计算出的V1和V22个最大值,一般取计算值的1/2~2/3。
选择3个样品实际试验,采用了不同的转速,并对样品的对称位置解剖分析,结果如表1所示(滚塑罐厚度设定为加工5 mm)。
主轴与副轴转速比为

表1 主副轴转速比试验测定数据Table 1 Experiment data of spindle and countershaft’s speed ratio
3.2 保温箱温度与加热时间的确定
试验因素与水平见表2。
选用L9(34)正交表进行试验设计,采用了不同的温度、加热时间,测试样品的力学性能,试验方案与试验结果见表3。
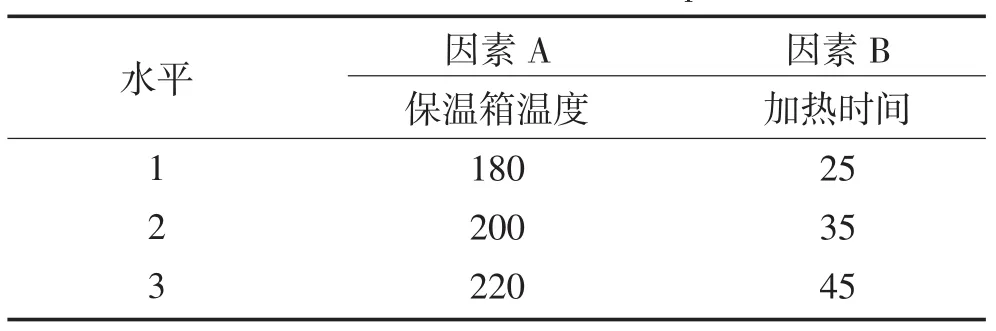
表2 试验因素与水平Table 2 Factors and levels of experiment
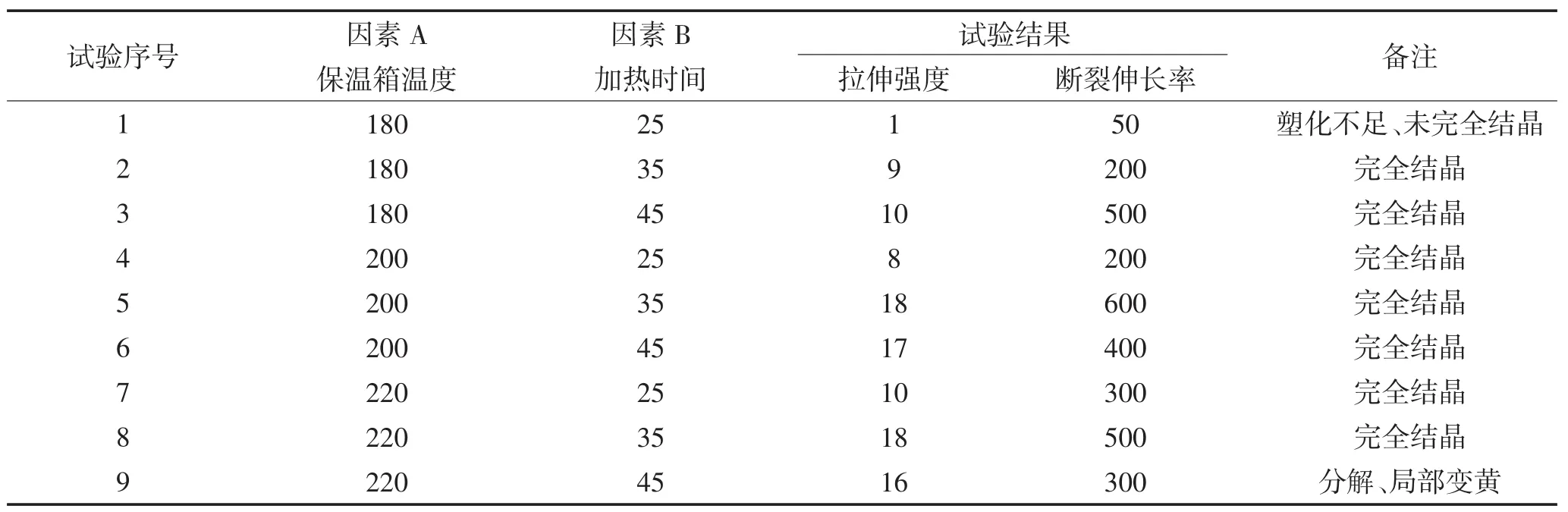
表3 正交试验方案与试验结果Table 3 Program and result of orthogonal test
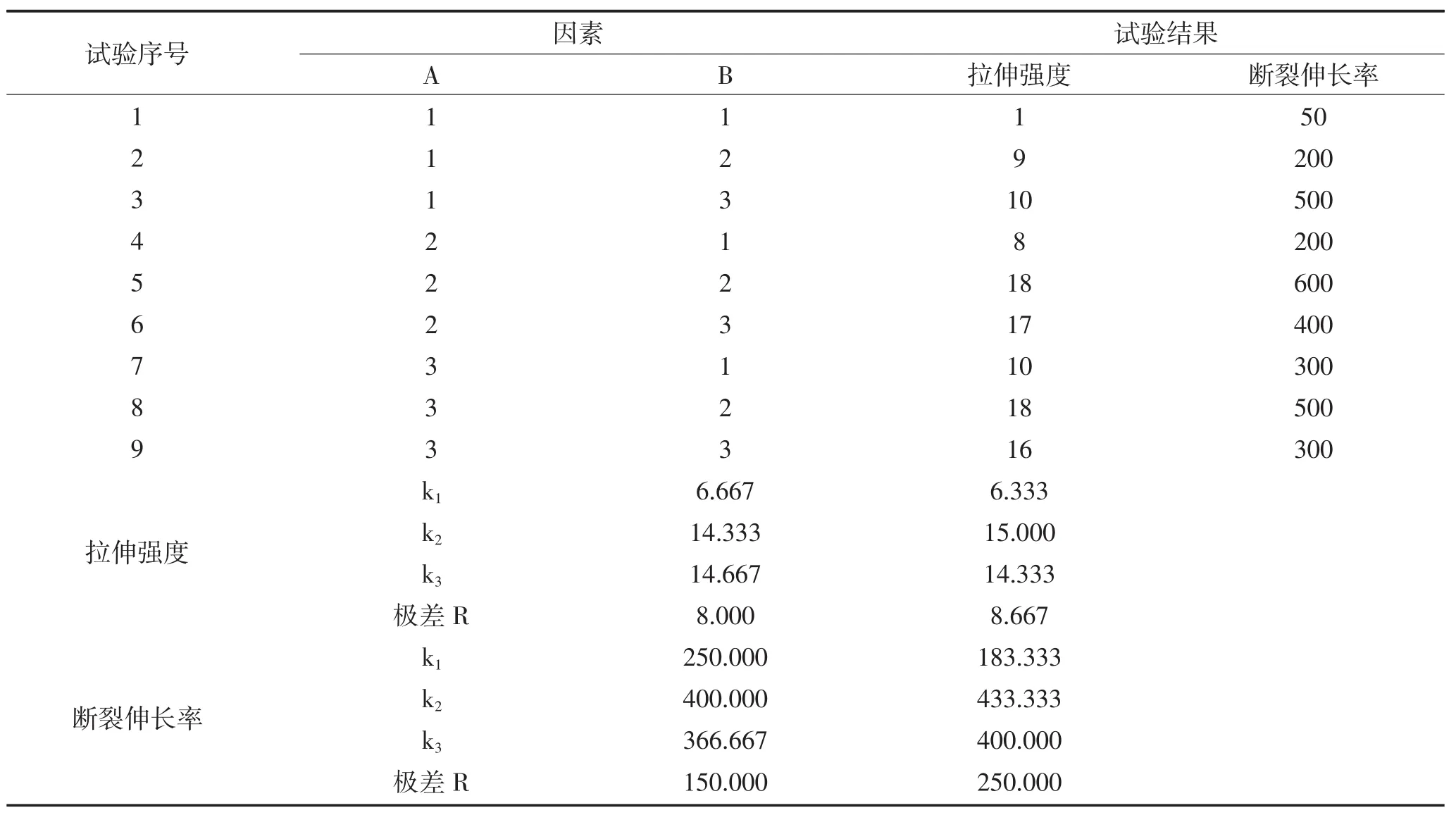
表4 正交试验极差分析表Table 4 Range analysis of orthogonal experiments
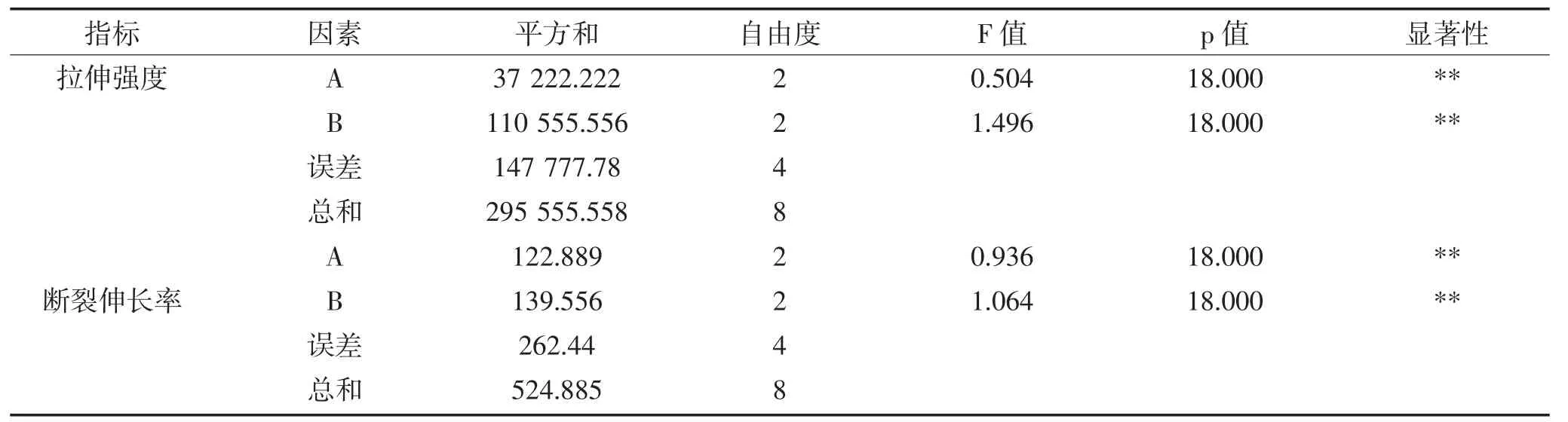
表5 正交试验方差分析表Table 5 Analysis of variance of orthogonal experiments
3.3 模具内部温度曲线与工位转换拐点
塑化完成不仅与模具温度有关,还与结束加热过程的时机有关,即与工位转换的拐点有关。
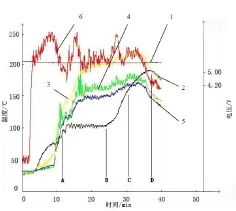
图5 模具内部温度曲线Fig.5 Temperature curve inside the mold
图5是滚塑沼气发酵罐的滚塑时的模具内部温度曲线的计算机自动记录。其中:
1.电池电压 2.模内 3.桶盖 4.桶边 5.桶身6.保温箱
A点,塑料开始软化、熔融,温度因为熔化吸热而停止上升。
B点,塑料完全熔化,不再吸热,温度继续上升,塑料进入玻璃态,有利于冷却时候结晶。
C点,塑料完全进入玻璃态,温度继续上升减慢。
D点,结束加热,塑料从玻璃态开始结晶,构造新的塑料结构。
选择3个样品实际试验,采用了不同的时机停止加热,并对样品的对称位置解剖分析,结果见表6。

表6 不同保温箱温度和模具内部温度的塑化程度Table 6 Different cncubators temperature and probe temperature of plasticizing degree
因此确定正式生产选用序号2的模具内部温度停止加热。
3.4 内脱模剂品种与用量确定
选择3个样品实际试验,采用了不同用量的硬脂酸锌,并对样品分析,结果见表7。

表7 内脱模剂品种与用量确定试验结果Table 7 Varieties and dosage of internal release agent
3.5 试验结果与分析
由表1试验可知主轴转速增高,设备抖动加大,塑料表面产生波浪纹,但壁厚不均匀度并没有减小。由此可见主副轴转速比为1∶6为较优值。
由表5,显著性水平α=0.01,可知保温箱温度、加热时间对拉伸强度和断裂伸长率的影响极显著,可以通过改变保温箱温度和加热时间来影响拉伸强度和断裂伸长率。拉伸强度和断裂伸长率越大越好,在保证完全结晶的状况下,应选取拉伸强度和断裂伸长率的较高值,由表4中各因素的极差可知,各因素对试验指标的影响程度从大到小为:加热时间、保温箱温度,较优参数组保温箱温度为200℃,加热时间为35 min,此时拉伸强度和断裂伸长率为最好。
由表6可知试验序号2的塑料分解及塑化程度符合要求,可见保温箱温度为200℃,模具内部温度为150℃时为较优值。
由表7可知试验序号2的塑料表面的光洁程度符合要求,可见硬脂酸锌用量为10 g·kg-1时为较优值。
4 结论
(1)通过试验结果的对比分析,从强度、气密性、渗透率方面的检测可知利用滚塑工艺生产沼气发酵罐的工艺可行,其优化的工艺参数为:主副轴转速比1∶6、保温箱温度200℃,模具内部温度150℃,脱模剂硬脂酸锌用量为10 g·kg-1,滚塑时间为35 min。
(2)滚塑成型过程中,塑性塑料在升温过程中存在着工位转换拐点,这是实现工艺过程自动控制的物理条件,并且此特征点的参数是稳定且变化明显的。
[1] 陈昌杰.有关滚塑工艺的思考[J].国外塑料,2005,23(5):44-46.
[2] 刘少成,裴小静,张广明.滚塑树脂DNDB7149U的性能研究[J].齐鲁石油化工,1998,10(6):36-38.
[3] Pop-Iliev R,Rizvi G M,Park C B.The importance of timely polymer sintering while processing polypropylene foams in rotational molding[J].Polymer Engineering and Science,2003,43(1):40-54. [4] Archer E,Harkirr Jones E,Kearns M P,et al.Investigation of the processing characteristics and mec;hanical properties of metallocene-catalysed polyethylene foams for rotational moulding[J].Journal of Cellular Plastics,2003,39(6):487-497.
[5] 安宝山.高性能滚塑专用料的研究[J].工程塑料应用,2011(3):31-35.
[6] 朱桂英,夏吉庆,施璨灿,等.基于模糊聚类方法的沼气工程综合评价指标体系的构建[J].东北农业大学学报,2015,46(6):104-108.
[7] 李明,何首贤.基于MSP430的材料扭转试验机测控系统设计[J].长春大学学报,2011,21(4):1-4.
[8] 朱桂英,丁艳清,李维屿,等.基于熵权的区域水资源配置模糊综合评判决策[J].黑龙江八一农垦大学学报,2014,26(3):53-57.
[9] 龚婵媛.家用肥皂盒的注塑模具设计[J].长春大学学报,2013(6):651-653.
[10] 郭超,吴显,刘方辉,等.滚塑成型工艺的现状及其发展[J].塑料,2010,39(6):105-108.
Determination on Technological Parameters of Rotational Molding for Biogas Fermenter
Ji Qingxiang,Zhu Guiying,Yang Zhiwei,Qin Han,He Langang,Li Leilei,Yue Xingyu
(College of Science,Heilongjiang Bayi Agricultural University,Daqing 163319)
To ensure the quality of rotational molding for biogas fermenter at atmospheric pressure,the main technical parameters of rotational molding in the process of manufacturing biogas fermenter were investigated.Plasticizing degree of rotational molding and influential factors on the uneven degree of wall thickness were studied.The test results indicated that the technology of rotational molding for biogas fermenter was feasible.A set of optimized parameters were obtained,the speed ratio of spindle and countershaft was 1∶6,abrasives temperature was 150℃,the temperature of the incubator was 200℃,molding time was 35 min and the amount of mold discharging agent(zinc stearate)was 10 g·kg-1.
biogas;fermenter;rotational molding;lined with plastic;resin;inflection point
S24
A
1002-2090(2017)02-0108-06
10.3969/j.issn.1002-2090.2017.02.021
2016-03-20
黑龙江省大学生创新创业训练计划项目(201510223017);大庆指导项目(zd-2016-132)。
季庆祥(1992-),男,黑龙江八一农垦大学理学院2010级本科生。
朱桂英,女,副教授,E-mail:zhuguiying197211@163.com。
猜你喜欢
轮胎工业(2022年3期)2022-07-20
家庭医药(2020年20期)2020-12-04
家庭医药·快乐养生(2020年10期)2020-11-06
山西建筑(2020年18期)2020-09-14
时尚育儿(2019年2期)2019-06-11
橡胶科技(2018年12期)2018-02-16
中国沼气(2017年6期)2018-01-11
江苏农业科学(2017年21期)2017-12-13
国际公关(2015年10期)2015-12-17
中国酿造(2015年6期)2015-01-26
