
重型液压剪工作辊道的应用比较
2017-04-27 07:17王悦晗徐利璞苏旭涛魏志毅
山西冶金 2017年1期
王悦晗, 徐利璞, 苏旭涛, 苏 明, 魏志毅
(中国重型机械研究院股份公司, 陕西 西安 710032)
生产实践·应用技术
重型液压剪工作辊道的应用比较
王悦晗, 徐利璞, 苏旭涛, 苏 明, 魏志毅
(中国重型机械研究院股份公司, 陕西 西安 710032)
对上切式和下切式两种重型剪切机组的工作辊道进行研究,对比两种剪切形式重剪的工作辊道,分析工作辊道的结构特点,以及运送板坯时和剪切板坯时的工作情况,为选择重型液压剪切机组提供参考。
重型液压剪切机组 入口工作辊道 出口工作辊道
在铝的热轧生产中,铝铸锭经过粗轧机多个道次的轧制后,在头尾处易产生“张嘴”和“翘曲”现象。较大的“张嘴”在咬入后轧制中进一步加大,导致出现分层现象,造成产品成材率低;头部“翘曲”过大,会影响后一道次钢板咬入轧机,严重时甚至发生轧制异常,使轧制无法进行下去。重型液压剪切机组(以下简称重剪)主要是用来剪切铝板坯的“张嘴”和“翘曲”。
重剪主要采用液压浮动的剪切方式,其中又分为上切式和下切式。前者是通过压止装置压住板坯上表面,下剪刃向上运动实现剪切。后者是下剪刃固定不动,上剪刃向下运动实现剪切。两种剪切方式对重剪工作辊道都产生一定压力,但通过工作辊道的相应动作,就能减小剪切时对辊道的冲击,保护辊道不被挤压受损[1]。
以某铝厂一期“1+1+3”热轧机组中配备的下切式重剪机组和二期“1+4”热轧机组中配置的上切式重剪机组为例,比较两种重剪机组各工作辊道的结构和工作情况,分析两种重剪工作辊道的不同。
1 下切式重剪机组
下切式重剪机组由下切式重剪、入口工作辊道、出口工作辊道、废料溜槽系统以及液压电气系统等组成,如图1所示。
1.1 入口工作辊道
1)结构。下切式重剪机组入口工作辊道由固定辊道、摆动辊道及液压电气系统组成,其中摆动辊道由5个辊子总成、3台电机(所有电机图中未示出)、摆动辊道架、升降液压缸等组成,摆动辊道一端由升降液压缸支撑,另一端由铰接轴与固定辊道连接,固定辊道段有2个辊子总成、2台电机、固定辊道架等组成,如图2所示。
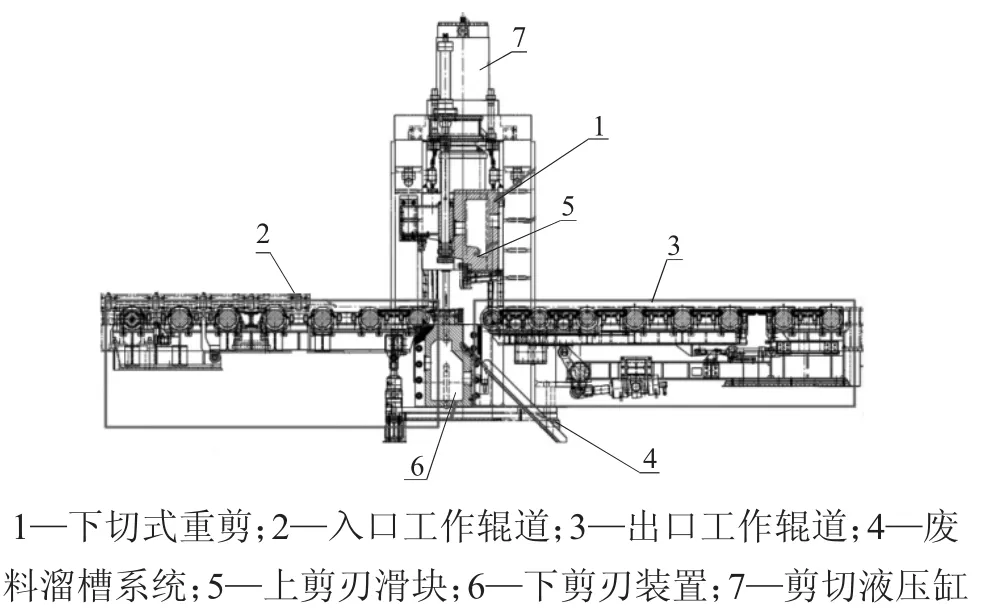
图1 下切式重剪机组结构图
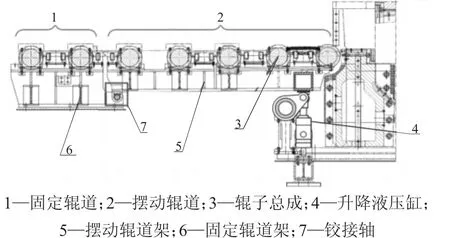
图2 入口工作辊道结构图
2)工作情况。在运送板坯从入口工作辊道进入并通过重剪时,由于板坯在轧制过程中会产生“翘曲”,导致板坯头部下垂,可能会碰到剪刃造成损伤,所以升降液压缸将摆动辊道一端顶起,如下页图3所示,防止板带材下垂的部分碰到剪刃。
在运送板坯从出口工作辊道进入并通过重剪时,摆动辊道不进行升降,保持水平状态。
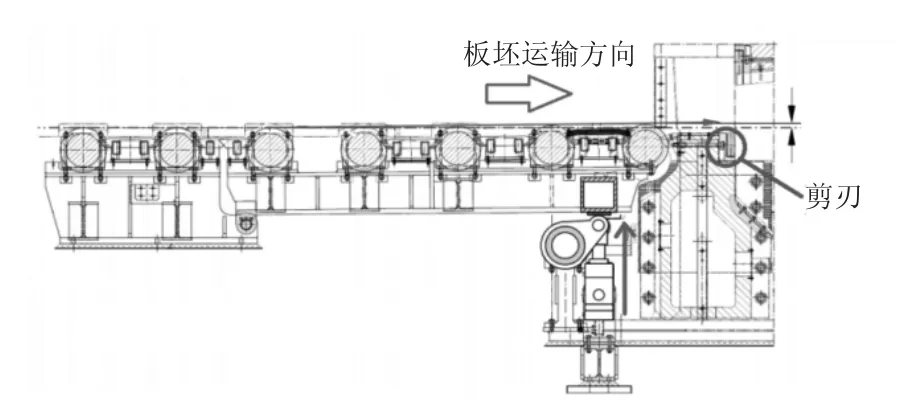
图3 入口工作辊道运送状态
在剪切板坯的“张嘴”时,下剪刃装置固定不动,剪切液压缸产生的剪切力作用在上剪刃滑块上,带动上剪刃向下运动,从而实现剪切。上剪刃滑块向下运动剪切板坯时,剪切力P和上剪刃滑块的重力G的合力F作用在板坯上,为避免板坯的G与F的合力作用在辊道上造成辊道损坏,为了防止这种情况出现,升降液压缸在剪切前下降,将摆动辊道一端降下,使板坯和辊道脱开,如图4所示,防止辊道在剪切时挤压受损。
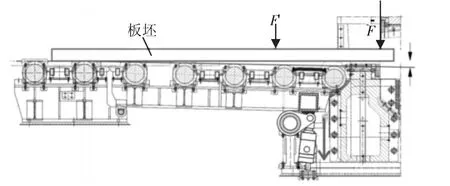
图4 入口工作辊道剪切状态
1.2 出口工作辊道
1)结构。下切式重剪机组出口工作辊道由固定辊道、移动辊道及液压电气系统组成。其中移动辊道由6个辊子总成、4台电机、移动辊道架、升降液压缸、横移液压缸等组成。该段辊道一端由升降液压缸和摆动升降装置支撑,两侧由滑板限位,另一端通过横移液压缸与固定辊道铰接连接,固定辊道段有2个辊子总成、2台电机、固定辊道架等组成,如图5所示。
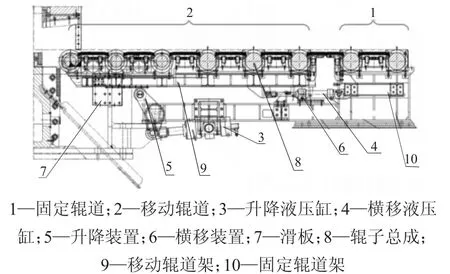
图5 出口工作辊道结构图
2)工作情况。在运送板坯从入口工作辊道进入并通过重剪时,移动辊道保持水平,并且不进行横移。在运送板坯从出口工作辊道进入并通过重剪时,防止板带材头部下垂碰到剪刃,升降液压缸活塞杆伸出,驱动摆动升降装置顺时针转动,摆动升降装置将移动辊道顶起,此时不进行横移,如图6所示。

图6 出口工作辊道运输状态
在剪切板坯“张嘴”时,首先进行横移,横移液压缸活塞杆缩回,横移后打开废料溜槽上方的间隙,使切下的废料可以滑进废料运输系统。完成横移后,再进行升降,升降液压缸活塞杆缩回,带动摆动升降装置逆时针转动,摆动升降装置降下移动辊道,如图7所示,防止板坯的G与F的合力作用在辊道上造成辊道损坏,所以升降液压缸在剪切前下降,将摆动辊道一端降下,使板坯和辊道脱开,防止辊道在剪切时挤压受损[2-4]。
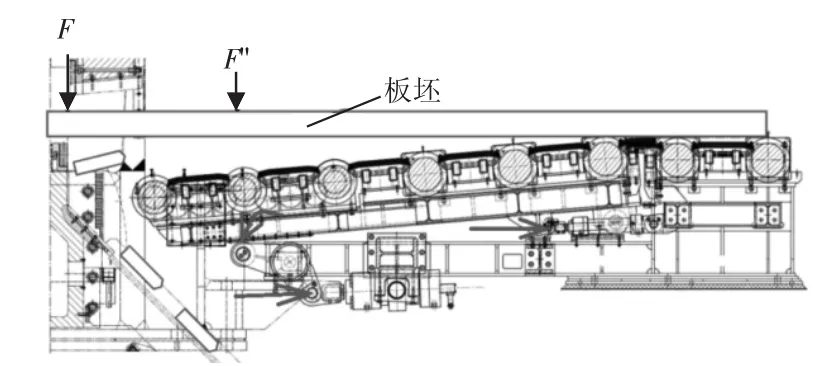
图7 出口工作辊道剪切状态
2 上切式重剪机组
上切式重剪机组由上切式重剪、入口工作辊道、出口工作辊道以及废料溜槽系统及液压电气系统等组成,如图8所示。
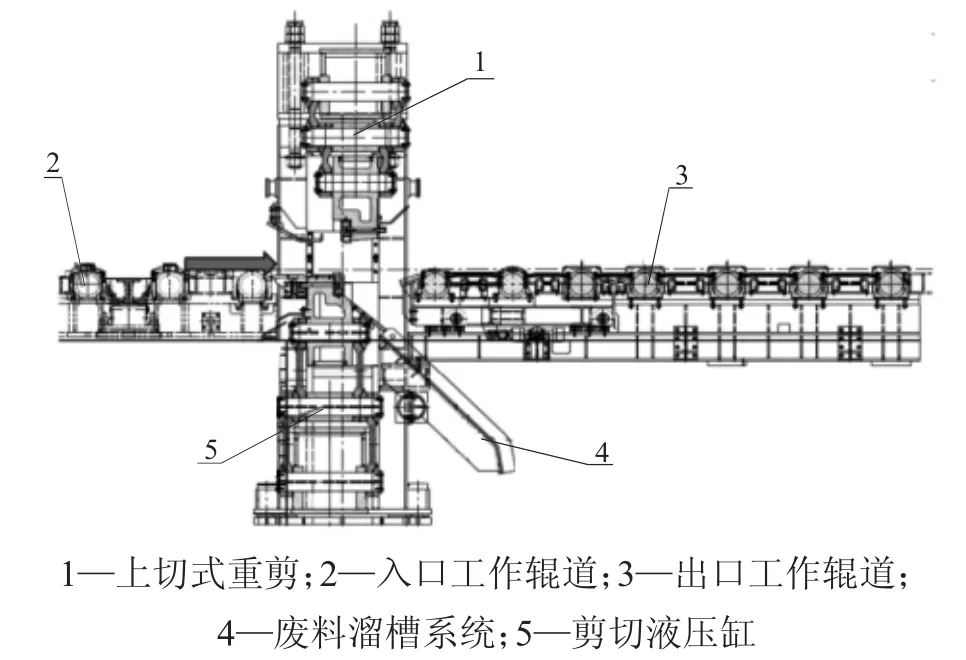
图8 上切式重剪机组
2.1 入口工作辊道
1)结构。上切式重剪机组的入口工作辊道是固定辊道,由3个辊子总成、2台电机、固定辊道架等组成,如图9所示。
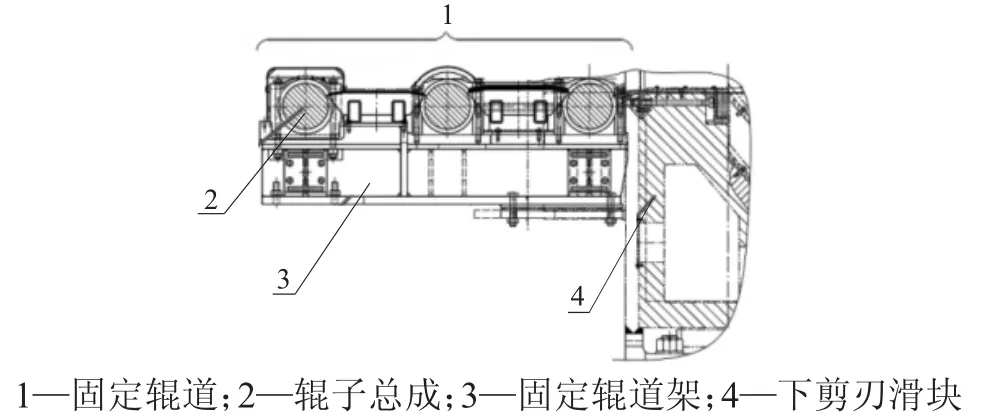
图9 入口固定辊道结构图
2)工作情况。在运送板坯通过重剪时,下剪刃滑块在剪切液压缸的带动下,下降一定高度,避免板带材下垂的部分碰到下剪刃。在剪切时,下剪刃滑块在剪切液压缸的驱动下向上运动剪切板坯,由于剪切力方向向上,所以不会挤压辊道。
2.2 出口工作辊道
1)结构。上切式重剪机组出口工作辊道由固定辊道、横移辊道及液压电气系统组成。其中横移辊道由5个辊子总成、4台电机、横移辊道架、横移液压缸等组成,该段辊道一端与横移液压缸铰接并由横移液压缸驱动,另一端由2个滚轮支撑并在固定辊道架上滑动,固定辊道段有2个辊子总成、2台电机、固定辊道架等组成,如图10所示。
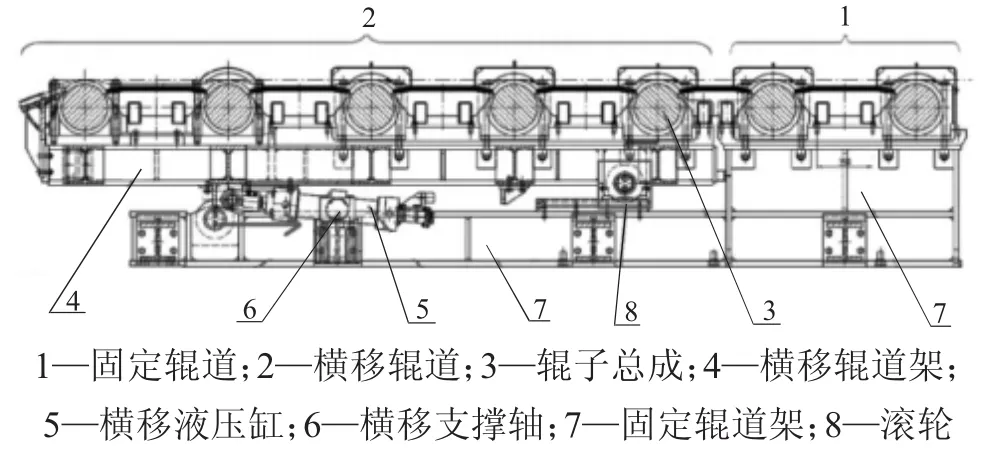
图10 出口工作辊道结构图
2)工作情况。在运送板坯通过重剪时,该段辊道保持水平,不进行横移。在进行剪切时,此时进行横移,横移液压缸活塞杆缩回,带动移动辊道向固定辊道处横移,横移后打开废料溜槽上方的间隙,使切下的废料可以滑进废料运输系统。
3 两种剪切机组工作辊道的比较
从表1可以看出由于重剪剪切形式的不同,上切式重剪机组入口工作辊道与下切式重剪机组入口工作辊道相比有以下优点:
1)辊道长度、辊子总成数量、电机数量减少,机械设备成本降低。
2)由于无摆动辊道,辊道结构简化,并且省去升降液压缸及配管、电控系统。

表1 入口工作辊道参数比较
从表2可以看出由于重剪剪切形式的不同,上切式重剪机组出口工作辊道与下切式重剪机组出口工作辊道相比有以下优点:
1)辊道长度、辊子总成数量,机械设备成本降低。
2)由于移动辊道只需要横移无需升降,所以无需升降装置和升降液压缸及配管,简化辊道结构,从控制角度来说,辊道动作减少,控制简便。
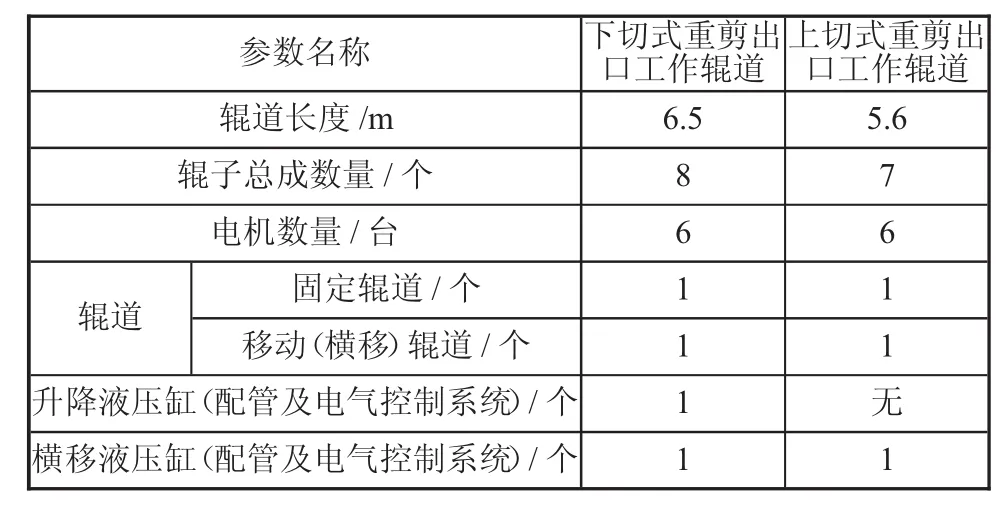
表2 出口工作辊道参数比较
4 结语
通过上面的对比可以看出,上切式重剪机组工作辊道结构相对简单,使得安装、维护简便,有效降低成本,但其对应的重剪机构较下切式重剪复杂。上切式重剪机组工作辊道在运送和剪切板坯时的动作相对减少,使得操作简便,减轻操作工负担。工作辊道形式可作为选择重型液压剪切机组的一个参考。
[1] 王祝堂.世界铝板带箔轧制工业[M].长沙:中南大学出版社,2010:14.
[2] 赵世庆,王华春,郭金龙.铝合金热轧与热连轧技术[M].北京:冶金工业出版社,2010:80.
[3] 张新明.铝热连轧原理及技术[M].长沙:中南大学出版社,2010:23.
[4] 王剑波,康明.大型铝板热轧机组中液压剪的设计要点[J].一重技术,2013(4):10-13.
(编辑:苗运平)
Application Comparison of Roller Tables of Heavy Hydraulic Shear
Wang Yuehan,Xu Lipu,Su Xutao,Su Ming,Wei Zhiyi
(China National Heavy Machinery Research Institute Co.,Ltd.,Xi'an Shannxi 710032)
The roller tables of the hydraulic up-cut and down-cut shear are studied.The roller tables of two kinds of heavy hydraulic shear are compared.The structure characteristics of roller tables and the working situation when transporting and cutting the slabs are analyzed,providing reference for the selection of heavy hydraulic shear.
heavy hydraulic shear,entry roller table,exit roller table
TJ818
A
1672-1152(2017)01-0053-03
10.16525/j.cnki.cn14-1167/tf.2017.01.22
2016-11-27
王悦晗(1989—),男,2015年毕业于天津理工大学,硕士研究生,助理工程师,工作单位:中国重型机械研究院股份公司,从事板带轧制研究。
猜你喜欢
山东冶金(2022年2期)2022-08-08
橡塑技术与装备(2021年16期)2021-08-27
商品与质量(2021年17期)2021-04-23
重型机械(2020年3期)2020-08-24
冶金设备(2019年6期)2019-12-25
山东冶金(2019年3期)2019-07-10
机械设计与制造(2018年11期)2018-11-12
陶瓷学报(2015年4期)2015-12-17
新疆钢铁(2015年2期)2015-11-07
建筑工程技术与设计(2015年22期)2015-10-21
