
民用航空含Ω型长桁复合材料加筋壁板制造技术研究
2017-05-16 02:32唐文峰
航空制造技术 2017年12期
马 刚,唐文峰
(航空工业沈阳飞机工业(集团)有限公司,沈阳110850)
先进复合材料以其高比强度、高比模量、耐腐蚀、可设计性强等优点成为航空四大结构材料之一,其应用范围也从口盖、整流罩等非承力件逐步过渡到机翼、机身等主承力结构件[1-2]。Ω型加筋壁板的长桁切面尺寸较大,两边与蒙皮相连接形成一个闭合切面,具有很高的受压稳定性,可以承受很高的载荷。复合材料Ω型加筋壁板是机身结构形式的发展趋势,最新研制的波音B787、空客A380都采用了这种结构形式[3],我国自主研发的大飞机C919也采用了Ω型加筋壁板作为后机身主要结构。Ω型加筋壁板通常采用热压罐共固化工艺成型,其最大的技术难点在于Ω型长桁在面内形成一个封闭的梯形空腔,该空腔的加压效果和内部表面质量难以保证。关于Ω型加筋壁板共固化成型技术,航空工业沈阳飞机工业(集团)有限公司蒲永伟团队做了大量工作,其工艺方案是利用硅橡胶芯模受热膨胀对Ω长桁加压,其技术核心是通过理论计算和仿真模拟计算出硅橡胶芯模的工艺间隙值,该工艺间隙以预制调型孔的形式存在于硅橡胶芯模中间[4]。该成型方法在军机某型号的研制过程中得到了验证,成型后的Ω长桁无损检测及内部表面质量均较好。
民用飞机研制过程中一个非常重要的内容就是如何通过适航审查(尤其是国际适航审查)并获得相关适航证,只有完成了适航取证的飞机才能投入市场[5]。适航审查是一种根据国家相关法律规定、以确保飞行安全为目的的技术鉴定和监督的方法。适航审查分为初始适航审查和持续适航审查。初始适航审查是国家适航当局对拟用于民用航空运输的航空器所进行的设计符合性和制造符合性审查,而其中的制造符合性是指民用航空产品和零部件的制造、试验、安装等符合经批准的设计[6-8]。复合材料在航空领域应用时间较短,其数据和经验的积累较少,而且复合材料零部件的设计和制造质量依赖于对材料和工艺的严格控制[9-10],对复合材料零件最终实物产品的检测无法判断其符合性情况,所以根据民用航空适航规章CCAR25部《运输类飞机适航标准》[11]第25.605条规定,对复合材料零件的制造符合性审查要采用过程检查的方法。以国产大飞机C919型号的含Ω型长桁的复合材料机身壁板零件为例,设计文件要求固化过程全程压力为0.6MPa,如果使用硅橡胶芯模对Ω长桁加压,虽然可以通过调整工艺间隙值控制硅橡胶膨胀加压量,但是无法从理论上证明所施加压力精确地符合设计文件要求。北京航空航天大学开发了一套树脂压力在线监测系统,可以实时监测固化过程中树脂的压力数值[12],但是该系统有一定的局限性,首先需要在树脂达到一定温度,流动性较好的情况下才能测量,达不到固化过程全程监测的要求;其次,固化过程的压力由树脂和纤维共同承担,而该系统只能检测出树脂承担的压力,其检测结果并非零件所受的全部压力。基于这两点理由,该系统也不能证明硅橡胶芯模加压满足设计文件的要求,因此达不到民航制造符合性的要求。有鉴于此,必须采用新的方法对Ω长桁加压以满足民用飞机适航审查的要求。要精确地符合设计文件中固化压力的要求,唯一的方法是使Ω长桁内部连通热压罐,因为热压罐可以通过程序设定来精确地控制压力,同时所施加的压力大小也有实时的监控和记录,所以唯有用罐压给Ω长桁加压才能符合设计要求,才能满足适航制造过程符合性的要求。在Ω长桁内部连通热压罐,最常见的方法是用筒状真空袋作为芯模,筒状真空袋的两端暴露在热压罐中,在热压罐加压过程中高压气体进入筒状真空袋,对Ω长桁内部施加压力。然而这种方式有3个缺点,首先是真空袋形状与Ω长桁内型面不完全一致,R角位置很容易加不上压力;其次是真空袋与Ω长桁内表面不能完全贴合,真空袋本身的褶皱等都会影响长桁内表面质量,造成纤维面内屈曲、富树脂等缺陷;最后,筒状真空袋容易破损,尤其在加压展开的过程中,容易因为架桥等原因被击穿,一旦出现这种情况,整个零件都面临报废的风险。
综上所述,要生产出满足适航制造符合性要求的Ω型加筋壁板,必须要满足如下几个条件:
(1)Ω长桁内部连通热压罐,用罐压保证加压大小;
(2)芯模具有一定刚性,其外表面平整,截面与Ω长桁内型面保持一致;
(3)不易破损,能在使用过程中保持气密性。
针对这些要求,选择使用薄壁气囊作为芯模,尝试铺叠方式不同、内部是否使用真空袋等多种不同形式薄壁气囊的成型效果,探索合适的气囊形式并应用于生产实践,以制造出合格的零件。
1 气囊制作
C919型号后机身壁板中的Ω长桁带有一定曲率,长桁本身有厚度变化,长桁位置的蒙皮区域也存在厚度变化。为了使气囊截面与长桁内型面保持一致,采用阴阳组合模具(见图1)制造气囊,气囊材料是常温下为固态的无硅未硫化橡胶,牌号为AIRPAD,单层厚度1.7mm,硫化参数为:(1)以 0.5~3℃ /min 升温至 175℃以上,保温2h以上,以0.5~3℃/min降温至60℃以下出罐;(2)全程抽真空,压力0.6MPa。首先在阴模中铺叠未硫化橡胶,铺叠方式见图2,在气囊腔体中放置筒状真空袋,然后组合阴阳模具,在热压罐中硫化。得到的气囊如图3所示。
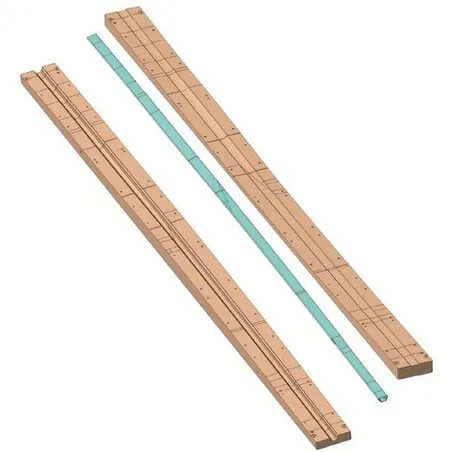
图1 气囊成型模Fig.1 Mould of rubber balloon
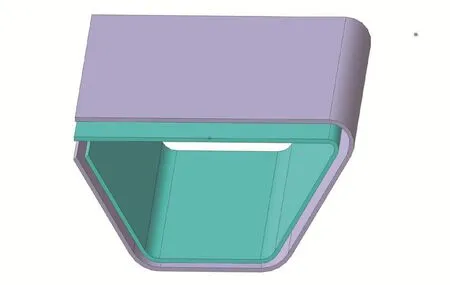
图2 气囊铺叠示意图Fig.2 Schematic of rubber balloon layup

图3 气囊实物Fig.3 Rubber balloon
2 Ω长桁加筋壁板的制造
Ω长桁加筋壁板同样采用阴阳组合模具(见图4)制造,包括蒙皮铺叠模和长桁成型模两部分,长桁成型模为分块式结构,组合后能够覆盖整个蒙皮区域,同时起到匀压板的作用。首先在蒙皮成型模上按照激光投影位置铺叠蒙皮,在长桁成型模上铺叠长桁。然后在铺叠好的长桁腔体内放置气囊,气囊内放置筒状真空袋,气囊外侧铺叠止裂层,R角位置填充零度纤维,完成上述工序后在热压罐内进行热压实。将长桁成型模通过定位器组合到蒙皮上,然后封装,气囊内的筒状真空袋延伸至袋外,在热压罐内固化。在气囊内放置筒状真空袋,一方面可以保证气密性,另一方面如果在组合过程中出现筒状真空袋破损可以随时更换。
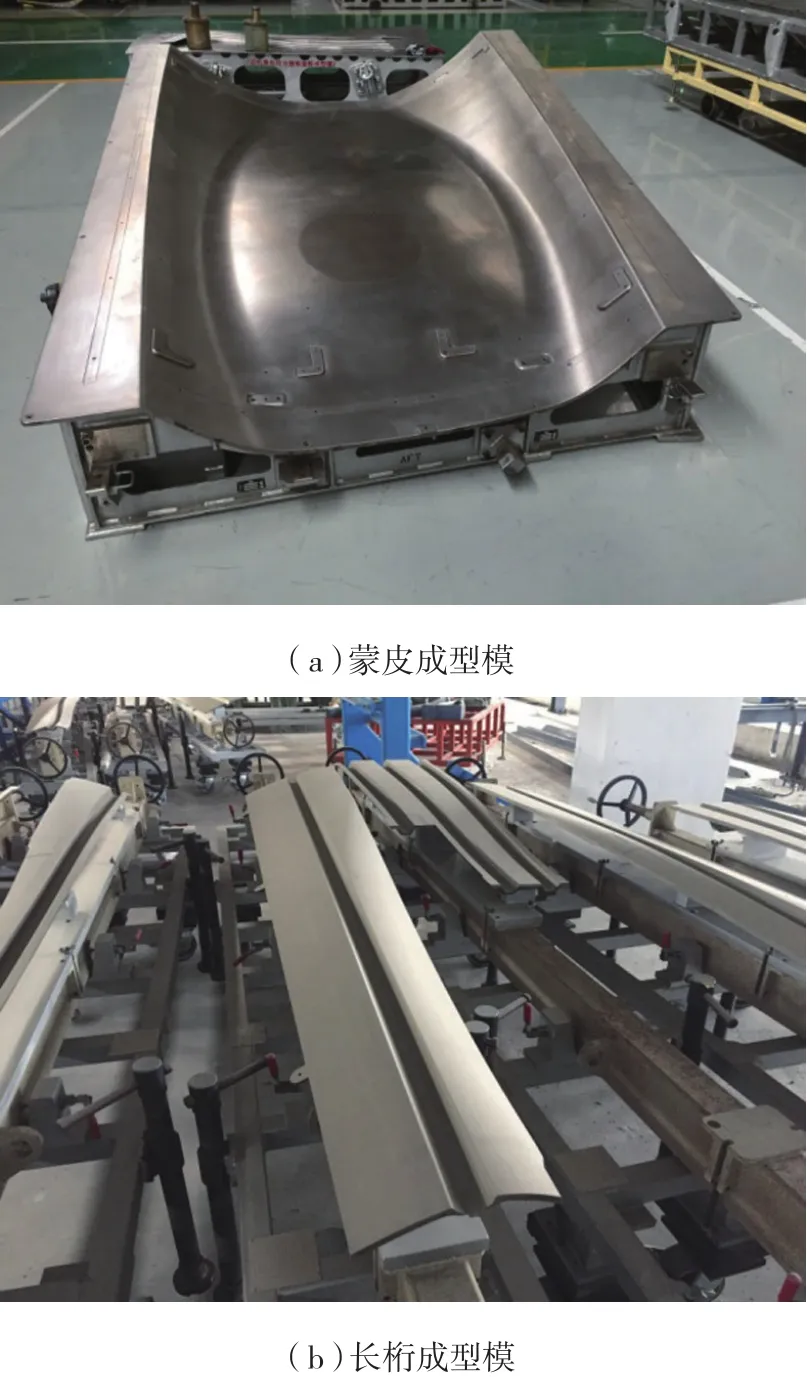
图4 加筋壁板成型模具Fig.4 Mould of stiffened panel
3 结果与讨论

图5 目视可见的长桁端头褶皱Fig.5 Visible wrinkle on the end of stringers

图6 内部放置了筒状真空袋的气囊Fig.6 Rubber balloon with the tube-shape vacuum bag in the stringer
固化后零件外表面光滑平整,无损检测合格,但经目视检查(见图5)和内窥镜检测发现部分Ω长桁内部存在纤维褶皱等缺陷。经过分析,该缺陷的产生是由于气囊内部筒状真空袋在加压展开的过程中有时不能与气囊很好地贴合,就会造成长桁内部出现低压力区,导致该位置的纤维褶皱变形,这种缺陷往往发生在R角位置。图6为放置了筒状真空袋的气囊,为了防止筒状真空袋破损,在真空袋外侧包裹了单面带胶脱模布。筒状真空袋在展开过程中如果在R角等位置架桥,便会造成零件加压不均。由于筒状真空袋在展开前形状不是固定的,所以该问题无法避免,在实际得到的零件多处位置出现了纤维褶皱,为了彻底解决该问题,对工艺方案进行了更改,取消了气囊内部的筒状真空袋,仅靠气囊自身的气密性保证加压效果。对气囊进行加压气密试验,效果良好,能够满足加压成型Ω长桁的要求,考虑到橡胶老化以及在脱模过程中可能造成的损伤,目前的气囊使用3次即报废。
在气囊成型过程中,由于同样的原因,筒状真空袋的架桥有可能造成气囊受压不均,从而导致气囊局部位置偏薄,在长桁成型过程中容易发生破损,为了避免这种情况,改进了气囊铺叠方式,使气囊铺层的接缝位置由R角处转移到帽底,同时由原来的对接改为搭接,其铺叠示意图见图7。改进后的气囊制造的零件表面平整、无损检测无缺陷、长桁内外表面质量优异,具体见图8。
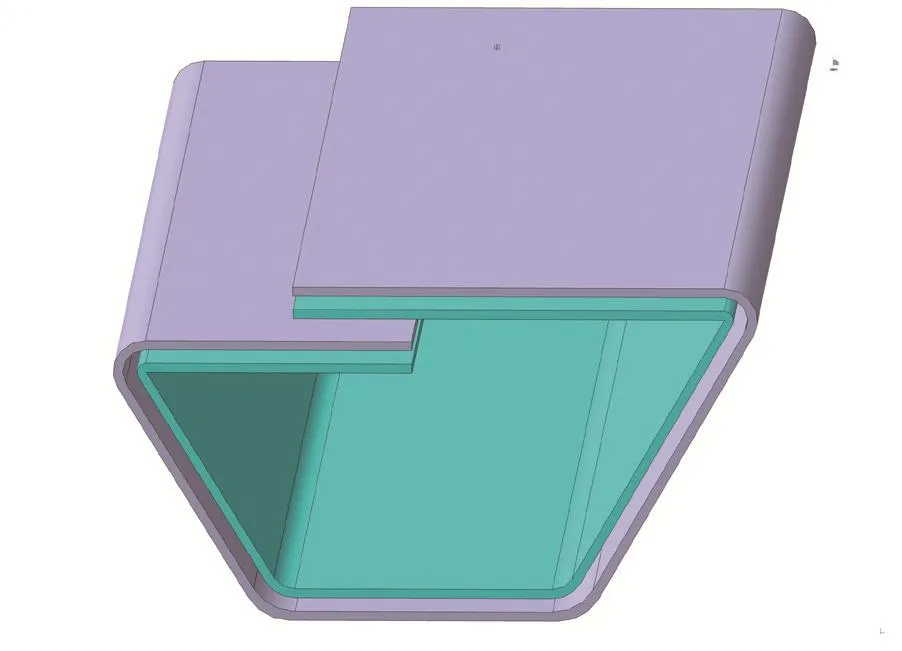
图7 气囊铺叠示意图Fig.7 Schematic of rubber balloon layup

图8 含Ω型加筋壁板零件实物Fig.8 Ω type stiffened panel
4 结论
(1)使用气囊连通热压罐内高压气体的方式能够有效地给Ω长桁加压,所加压力精确地符合设计文件要求,能够满足民用航空产品适航过程符合性审查的要求。
(2)橡胶气囊自身的气密性足以满足使用要求,但是其重复利用率有待验证;在气囊内部使用筒状真空袋可以大大提高气囊的使用寿命,但是由于真空袋与气囊内部的摩擦等多方面因素的影响,真空袋可能无法完全展开,产生“架桥”现象,导致最终的产品质量存在一定的潜在风险。
参 考 文 献
[1]中国航空研究院. 复合材料结构设计手册[M]. 北京:航空工业出版社,2004.
Chinese Aeronautical Establishment. Composite structural design manuel[M]. Beijing∶ Aviation Industry Press, 2004.
[2]沈观林,胡更开. 复合材料力学[M]. 北京:清华大学出版社,2006.
SHEN Guanlin, HU Gengkai. Mechanics of composite[M]. Beijing∶Tsinghua University Press, 2006.
[3]卢秉贺,李希岩,叶军,等. 复合材料Ω形加筋壁板细节加强技术概述[J]. 航空制造技术, 2013(22):78-79.
LU Binghe, LI Xiyan, YE Jun, et al. Review on strengthen design of Ω type stiffened panel[J]. Aeronautical Manufacturing Technology, 2013(22)∶78-79.
[4]蒲永伟,湛利华. 航空先进复合材料帽型加筋构件制造关键技术探究[J]. 航空制造技术, 2015(4)∶ 78-82.
PU Yongwei, ZHAN Lihua. Study on the key manufacturing technology of aeronautical advanced composite hat-stiffened structures[J].Aeronautical Manufacturing Technology, 2015(4)∶78-82.
[5]李宏运. 复合材料在民机应用中有关适航问题的探讨[J]. 航空制造技术 , 2009(16)∶ 26-29.
LI Hongyun. Airworthiness issues of composite applied in civil aircraft[J]. Aeronautical Manufacturing Technology, 2009(16)∶26-29.
[6]中国民用航空局. 民用航空产品和零部件合格审定规定∶CCAR-21-R3[S]. 北京∶中国民用航空总局,2007.
Civil Aviation Administration of China. Civil aviation product and component qualification∶CCAR-21-R3[S]. Beijing :Civil Aviation Administration of China, 2007.
[7]中国民用航空局. 航空器型号合格审定程序∶ AP-21-AA-2011-03-R4[EB/OL]. [2015-10-30]. https∶//wenku.baidu.com/view/8955bc9fb52acfc788ebc934.html.
Civil Aviation Administration of China. Aviation vehicle qualification procedure∶AP-21-AA-2011-03-R4[EB/OL]. [2015-10-30]. https∶//wenku.baidu.com/view/8955bc9fb52acfc788ebc934.html.
[8]中国民用航空局. 生产批准和监督程序∶ AP-21-AA-2010-04-R4[EB/OL]. [2011-12-22]. https∶//wenku.baidu.com/view/000bd6df6f1aff00bed51e18.html?from=search.
Civil Aviation Administration of China. Production approval and supervision∶AP-21-AA-2010-04-R4[EB/OL]. [2011-12-22]. https∶//wenku.baidu.com/view/000bd6df6f1aff00bed51e18.html?from=search.
[9]Federal Aviation Administration. Quality control for the manufacture of composite structures∶AC 21-26[S]. Washington D C. U S Dept of Transportation, 1989.
[10]王仁龙,谭永刚. 纤维增强复合材料零部件的制造符合性检查[J]. 航空制造技术, 2014(9)∶ 66-72.
WANG Renlong, TAN Yonggang. Conformity inspection of fiber reinforced composites parts[J]. Aeronautical Manufacturing Technology,2014(9)∶ 66-72.
[11]中国民用航空局. 运输类飞机适航标准∶ CCAR-25-R4[S].北京:中国民用航空总局公报, 2011.
Civil Aviation Administration of China (CAAC). Airworthiness standard for transport classes∶ CCAR-25-R4[S]. Beijing∶ Civil Aviation Administration of China, 2011.
[12]李艳霞,顾轶卓,李敏,等. 先进复合材料热压罐工艺成型过程压力监测技术[J]. 航空制造技术, 2015(9)∶ 82-86.
LI Yanxia, GU Yizhuo, LI Min, et al. Pressure monitoring technology during autoclave process of advanced composites[J]. Aeronautical Manufacturing Technology, 2015(9)∶82-86.
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
橡塑技术与装备(2022年2期)2022-02-14
民用飞机设计与研究(2020年1期)2020-05-21
建设监理(2020年7期)2020-02-15
制造技术与机床(2019年8期)2019-09-03
模具制造(2019年3期)2019-06-06
制造技术与机床(2018年10期)2018-10-13
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
制造业自动化(2017年2期)2017-03-20
