
金属拉伸试验用铣床切削力和切削热的研究和计算
2017-05-30 10:48马西俊费玉石
科技尚品 2017年1期
马西俊 费玉石


摘 要:本文主要着重研究并计算了金属拉伸试验用铣床中的关键参数,切削力和切削热,为机床的结构设计奠定了理论基础。
关键词:切削力;切削热
1 切削过程中切削力的计算
金属拉伸试验用铣床在加工拉伸试样的过程中,在刀具和铝合金的接触过程中会产生一定的切削力。此切削力的大小直接会影响刀具的耐用性和铣床进给机构的设计,所以对于切削过程中切削力的大小的具体计算,对于金属拉伸试验用铣床的进给机构,装卡方式以及刀具的选择都至关重要。
通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。在实际中使用切削力的经验公式有俩种:一种是指数公式,另一种是单位切削力。
ap为背吃刀量,由于切削材料为铝合金硬度较小。所以可以选择大一些的切削深度,可令背吃刀量為4mm。
f为实际进给量,高速切削过程中所采用的进给量远远小于普通切削的进给量。对于铝合金的加工,采用普通升降台或万能铣床时,实际进给量可以达到3~4mm左右。而高速切削所采用的加工方式是小进给量多次走刀的加工方式,所以选定实际进给量为0.05mm。
VC为进给速度,由表2所知高速切削加工铝合金的范围为1000~7500mm/h,按照加工铝箔拉伸试验件专用铣床的实际加工情况选定进给速度为4000mm/h。KFC,KFp,KFf为修正系数
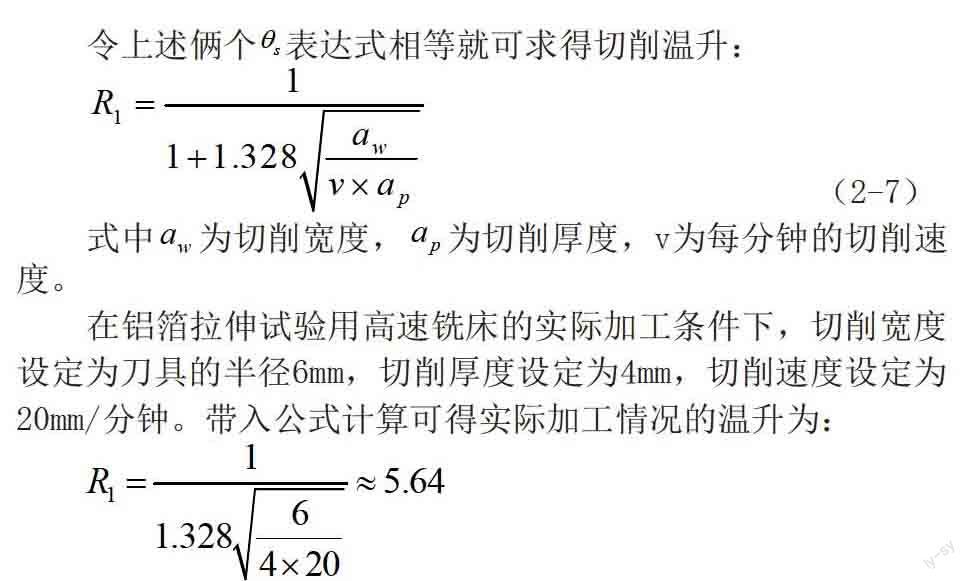
2 切削面温度的计算
金属拉伸试验用铣床中产生的切削热主要来自于刀具和铝合金试样加工过程中的摩擦。热量的产生直接影响加工试样的质量。所以,对于加工过程中切削热的精确计算尤为重要。
消耗在剪切面上的剪切能为:
在切削力和切削热的计算基础下可以为铝箔拉伸试验用铣床的设计,提供良好的设计参数。切削力为10.24kN采用夹具直接裝卡工件人工手扶固定的形式就可以加工零件。在高速切削的条件下,大部分温升均被切屑直接带走,而工件表面的温度变化仅为5.64℃,所以在此计算的基础下很好的验证了金属拉伸试验用铣床设计的合理性。
参考文献
[1]张世昌,李旦,高航.机械制造技术基础[M].北京:高等教育出版社,2007.
[2]汪世溢,满忠伟,方勇.金属切削刀具后刀面的切削热研究[J].制造技术与机床,2011,(1):92-97.
[3]鞋娟.高速切削加工技术在机械制造中的应用[J].机械设计与制造,2006,(6):152-153.
(作者单位:1.沈阳理工大学 机械工程学院;2.辽宁铁岭精诚机械有限公司)
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
制造技术与机床(2019年9期)2019-09-10
上海交通大学学报(2019年1期)2019-02-19
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年12期)2017-02-02
制造技术与机床(2015年3期)2015-01-27
轴承(2014年9期)2014-07-24
组合机床与自动化加工技术(2014年12期)2014-03-01
振动、测试与诊断(2014年4期)2014-03-01
