
烤机预加热新技术探究
2017-06-01 23:05张照德李锐洪王荣康苏吉传
中国高新技术企业 2017年9期
张照德 李锐洪 王荣康 苏吉传

摘要:叶片复烤是烟叶加工过程中的关键工序之一,在生产过程中复烤机干燥区温度调整受烟叶温度、水分变化影响非常大。文章通过对进入烤片机的补风和物料的温度进行预控制,为烤片机提供相对恒定生产条件,以减少甚至杜绝由于气候变化导致的操作人员大幅度适应性调整,提高叶片复烤加工过程的稳定性。
关键词:烟草设备;叶片复烤;预加热新技术;烟叶加工;烤片机 文献标识码:A
中图分类号:TS411 文章编号:1009-2374(2017)08-0081-02 DOI:10.13535/j.cnki.11-4406/n.2017.08.039
烟叶复烤生产加工采用流水线作业,在复烤车间实际生产环境中,由于设备体积的影响,导致生产线相对较长,烟叶从二次润叶-打叶工序出来后还需经过较长的皮运机输送。在这个过程中,烟叶在整个过程中处于外露状态,当遇到天气变化较明显时,会导致进入烤片机的来料烟叶水分发生大幅变化,给烟叶复烤生产带来调整难度,同时由于环境温度变化较大,极大地增加热交换器加热消耗的热能。
1 设计目的
通常情况下,打叶复烤工序都是在秋季和冬季进行生产的,烤片机周围环境的温度常常是在秋季相对来说高一些,到了冬季之后温度相对低一些。尤其是冬季早晨、中午和晚上的温差比较大,烟片在打叶工序完成之后,被送进烤片机烘烤之前,受到环境的温度变化的影响比较大,使烟片的温度波动也比较大。这就需要频繁地调整烤片机的温度来适应由于环境温度变化而产生的烟片温度的波动,使烟片经过烤片机烘烤之后,达到生产要求和产品技术要求。在烤片机进行适应性调整的过程中,需消耗大量的热交换器的热量来加热,使烤片机干燥区温度变化较大,严重制约了烤片机生产加工能力,消耗了大量的资源,并且难以保证烟片的生产工艺和技术要求。
基于以上问题,为了提供烤片机相对恒定生产条件,以保证设备参数可按照优化后的最佳值设置,减少甚至杜绝由于气候变化导致的大幅度适应性调整,在确保烟片成品内在品质的同时,提升凉房水分、机尾水分的一致性和稳定性为适当降低烤片机干燥区烘烤温度。
根据现有条件,在烟片从喂料机进入干燥一区的物料输送段增加烟片预热功能。采用热空气对烟片进行预加热,使烟片温度在接近室温的基础上提升4℃~6℃,以达到干燥一区烘烤温度降低3℃~4℃的工艺需求。通过设计实施优化叶片复烤机加工参数控制精度并根据不同等级的烟叶建立数学模型,为生产操作提供指导,提高操作的精确性和准确性,提高烤片机冷却区水分、机尾水分的一致性和稳定性,从而提高装箱水分的一致性和稳定性,提高叶片复烤加工质量。
2 方案设计
基于此目的,故提出构建烤片机入口物料温度保障系统,模拟一个固定的气候气温值对烟叶的温度进行调整,采用单点或多点低强度温度控制的模式改变烟叶温度。补风温度和烟叶温度需满足自动控制功能,尽量杜绝人为调节设备相关参数适应变化时的经验及估计误差等不利因素的影响。两个系统按实际需求在操作面板上标定补偿温度及风机频率,根据自动检测环境温度与标定温度的运算,自动启停温度补偿系统来满足要求。根据烤片机的实际情况,经过对设备结构的仔细分析测量,拟定采取利用排潮管加热和蒸汽加热共同作用的方式,提高进入烤片机的烟叶的温度,提升烤片机整体加工工艺性能和质量保障能力。
具体为:
第一,温度检测点:根据设备的情况,在烤片机与异物剔除机之间设置3个烟叶温度检测点,在烟叶加热后左右两侧适当位置各设置1个温度检测点,按照烟叶加热前后的温度情况,控制系统通过闭环控制自动控制气动薄膜开启量,自动控制供给热交换器(散热器)所需要的蒸汽量,实现物料加热后左右温度达到预期目的。
第二,送风:在干燥区排潮管外套一层管,使排潮管与外套管之间形成一个密封空间,该空间的空气被排潮管外排热风通过管壁传热加溫,在该外套管上分别引出分管至各补风口实现干燥区补风口补充热风功能。
第三,加热:增设一套热交换器,当排潮管传热温度低时热交换器控制阀按工况需求打开所需开度,使热空气与外套管内空气混合,满足所需温度要求。烤片机干燥区通过对散热器(热交换器)传递的热量对烟片进行烘烤,通过一段时间的烘烤,干燥区箱体内的烟片经烘烤后,水分由16%蒸发后降为8%~9%,蒸发掉的水分积累达到一定饱和浓度后通过排潮系统外排,外排的湿气量由补风系统来补充,确保箱体内各区空气压力保持平衡。外排湿气管内湿气温度较高,使管壁外表面温度在55℃左右,靠近管壁附近空气温度比周边环境温度高30℃左右,若把靠近管壁附近温度较高部分的热空气密封起来送到烤片机前端进行补风,使烤片机前端补风装置内空气温度可达到40℃以上,补进的热风会加热即将进入烤片机的烟片的温度,使烟片不再受到由于环境温度变化而产生的温度波动的影响。
第四,控制系统:控制系统采用闭环控制的方式来达到稳定控制进气和物料温度的目的。进风温度和烟叶温度由温度变检测元件进行检测并输出信号到控制系统,控制系统控制气动薄膜开启量,按需要供给热交换器所需要的蒸汽量,使温度达到要求。系统可根据烟叶温度情况调整加温强度,或者关闭不加温,或者以冷风形式适当降低烟叶温度。
工作原理:空气在循环风机1的作用下,进入加热控制器2,空气加热后(温度可调),通过送风风管3,进风风管5,进入加热通道6,对烟片进行预加热,循环风进入回风循环风管4进行加热后再次利用。
第五,对仓式喂料机、烤机前端过渡段进行全封闭密封,保证不漏风,并对其相关部位进行改造,以满足安装热风风道及风机的需求。
第六,冷凝水回收管并到烤机冷凝水回收管路中,不外排。
3 方案实施
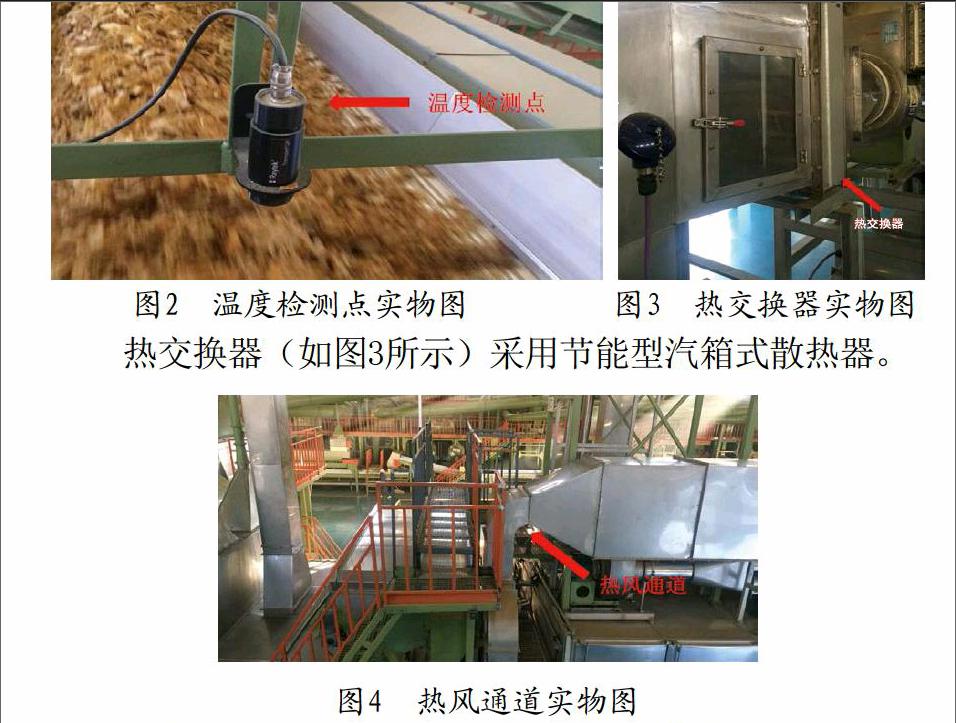
温度检测点设置,在烤片机与异物剔除机之间设置1~3个烟叶温度检测点(如图2所示),烟叶加热后在左右两侧适当位置各设置1个温度检测点。
在进入烤片机干燥区前的进料端上方设置热风通道(如图4所示),抽取外界空气然后通过风管连接干燥区的排潮风管,汇入热风风机(中低压离心通风机,4~72、7.5kW,流量6416~7785m3/h,风压2497~2320Pa),在烤前提升机至烤箱入口间对物料进行预加热。将仓式喂料机至烤机前端过渡段进行全封闭密封,密封用材料采用304不锈钢。气动薄膜阀选用技术性能滑窗式调节阀,其他阀件选用技术性能不低于Spiray品牌技术性能的产品,蒸汽管路和冷凝水回收管路采用304不锈钢,表面包装防热层。
增设物料预加热电控系统,实现对物料预加热系统的自动控制功能。
另外根据实际需求在操作面板上设定补风温度及热风风机频率,根据传感器自动检测进入烤片机的烟片的温度与标定补风温度的运算,自动启停热风补偿系统来满足补风温度的要求,实现自动调节补风温度的功能,即PID调节。
此PID控制系统有手动、自动和禁控、使能这四个状态:手动:指此PID控制系统手动控制;自动:指此PID控制系统自动控制;禁控:不使用PID控制系统;使能:使用PID控制系统。
当系统处于自动且使能的情况下:温度PID处于自动调节状态。根据所需设定的SP温度值,系统会自动调节PID温度值,达到设定的SP并稳定追踪。当系统处于手动且使能的情况下:此时PID控制系统不会自动调节温度,需要根据设定阀门开度OP来调节所需要的温度。当系统处于禁控情况下:如果此时把使能改为禁控,M42C风机会即刻停止使用,且PID控制系统也停止使用,不论是手动和自动都无法启用PID温度调节。
4 结语
本方案通过实时收集烤片机干燥区温度、冷却区水分、机尾水分等数据,通过正交实验等方法进行分析,找出它们与装箱水分之间的数学模型和相关关系,用以指导生产操作,提高叶片复烤机控制的精确度,稳定叶片复烤机冷房水分和成品装箱水分,提高冷房水分和成品装箱水分合格率。经生产过程实时数据得出结果显示,冷却水分合格率提高至90%以上(抽检数据合格率);成品装箱水分合格率提高至99.0%以上(抽检数据合格率);烤片机干燥区总温度控制在318℃以下。
除此之外,烟片的温度经过“烤前预加热系统”加热之后,温度有了显著的提高。项目成功的研发并且迅速的投入使用,不仅解决了烟片烘烤质量受环境温度变化影响较大而产生质量波动的问题,而且将之前烤片机排潮管外排掉浪费的热能重新利用,实现了把外排余能回收循环利用、变废为宝、节能降耗、绿色生产的目的。项目完成后提高了烟叶物理保润性能和感官保润性能,改善了烟叶感官舒适度,同时提高了烟叶外观质量和内在品质,降低了大中片收缩率,提升了烟叶使用价值。
参考文献
[1] 毛光平.复烤厂利用空气源热泵预加热锅炉给水技术
研究[J].科技创新与应用,2014,(24).
[2] 孟嘉.工業烟气余热回收利用方案优化研究[D].华中
科技大学,2008.
基金项目:红塔烟草(集团)有限责任公司科技项目《成品装箱水分一致性和稳定性的改进研究》(S-6016008)。
作者简介:张照德(1969-),男(白族),云南大理人,红塔集团大理卷烟厂复烤车间工程师,研究方向:机械自动化。
(责任编辑:王 波)
