IMS射线管及控制单元箱检测方法
2017-06-03 16:34刘辉
电子技术与软件工程 2017年9期
刘辉

摘 要莱钢1500宽带钢采用了德国IMS公司的凸度仪,用于进行凸度、楔形、中心线厚度的检测并能将数据发送至精轧进行调整从而控制产品的板形,以提高成品质量和成材率。
【关键词】X射线 射线管 控制单元箱 检测方法
1 概述
随着科技越来越发达,用户对钢坯的质量要求越来越高,为了适应市场需求,提高产品质量,提高竞争力,莱钢1500宽带钢生产线配备了德国IMS公司的凸度仪,用于进行凸度、楔形、中心线厚度的检测。测量原理为X射线,整套高压系统包括射线管、高压电缆、控制单元箱等。本文主要介绍了射线管及控制单元箱检测方法,用于对新上线的设备或者维修后的备件进行检测。
2 测量数据
2.1 带钢厚度
在振荡的C形架内上臂装有两套X射线发射装置,C形架内下臂有58组电离室,用于检测X射线的能量,通过检测到的射线能量确定被带钢吸收掉的部分,从而确定出带钢的厚度。
2.2 横截面宽度
每组检测器形成一个检测数据通道。电离室按照一定的间隔排列,C形架检测时前后来回振荡,以保证带钢的整个横面都能够被检测到。根据带钢宽度和它偏离中心线的位置,凸度仪可以准确地计算出横截面宽度。
2.3 凸度数据
厚度数据和宽度上的位置是成对出现的,这两部分数据通过计算,得出凸度数据。探头和射线源始终处于工作状态,以保证带钢纵向所有长度上的数据都能测量的到。
3 射线管及控制单元箱的检测方法
3.1 射线管硬件方面
确认高压发生器的两根电缆线与接地线已正常连接;确认放电打弧次数每个高压发生器不高于5次,如果高于5次需及时涂抹硅胶。
3.2 射线管软件方面
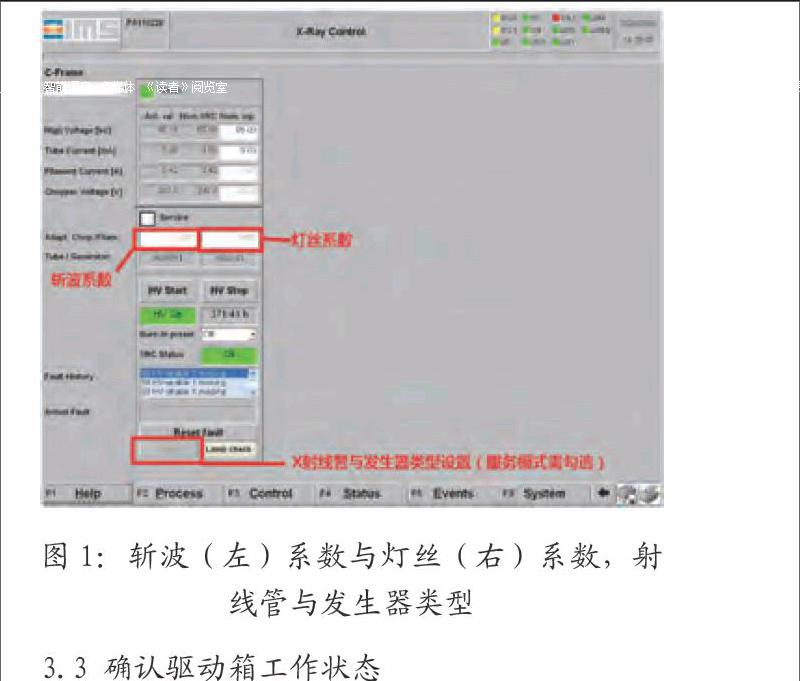
检查X射线管类型是否为MXR226,高压发生器类型是否为HSG160,如果不是,请重新设置参数(需打开服务模式);检查斩波系数与灯丝系数,两者刚开始需要设置为1.000(初始设置,一般不会都是1.000),查看位置如图1所示。
若实际灯丝电流值与设定值的偏差超过0.05A,则需要调整灯丝系数,使得实际与设定基本一致,具体方法为:
灯丝系数=实际灯丝电流值/CPU设定值
例如实际灯丝电流为3.21A,而设定值为3.15A,则灯丝系数应调整为3.21/3.15=1.02。
注:调整系数时应关闭高压并且打开服务模式。
查看实际运行状况,高压与管电流的实际值与设定值的偏差应在±0.5%以内,稳定性通常在±0.1kV和±0.01mA以内,斩波电压的实际值与设定值最大相差4V,灯丝电流的设定值与实际值相差应不大于0.03A,如果系统满足以上条件,则可以判断运作正常。
如果达不到第5步所写的条件,则需要适当调整斩波系数与灯丝系数,方法如下:
如果高压实际值比设定值低0.5%以上(通常不会出现实际值比设定值高的情况),则需要调整斩波系数
斩波系数=CPU设定值/高压实际值+0.05
(例如实际高压值为150kV,设定值为155kV,则斩波系数为155/150+0.05=1.08)
如果灯丝电流实际值与设定值相差大于0.03A,则按照第5步对灯丝系数进行调整,确保灯丝电流实际值与设定值之间的差异小于0.03A。
注:调整系数时应关闭高压,并且打开服务模式。
3.3 确认驱动箱工作状态
(1)用万用表测量REG1卡面板上2孔(高压控制器输出值)与8孔(GND)之间的电压,正常范围是-0.8V~+0.2V,理想值为-0.2V~+0.1V。
(2)測量REG1卡6孔(管电流控制器输出值)与4孔(GND)之间的电压,正常范围为-4V~+4V,理想值为-2V~+2V。
(3)测量REG2卡3孔(斩波控制器输出值)与2孔(GND)之间的电容,正常值-1.2V~-3.0V。
(4)测量HZK1卡3孔(灯丝控制器输出值)与2孔(GND)之间的电压,正常值-1.5V~-2.3V,理想值为-1.7V~-2.1V。
建议1个月按照步骤7测量一次电压,如果某个电压值不对,则需要重新设置斩波系数与灯丝系数,确保系统工作在最佳状态,以延长设备使用寿命。高压控制器输出值不正常则需调整斩波系数,管电流控制器输出值不正常则调整灯丝系数。
作者单位
山信软件股份有限公司莱芜自动化分公司 山东省莱芜市 271104
猜你喜欢
机电安全(2022年5期)2022-12-13
农家科技下旬刊(2016年9期)2016-12-15
中华建设科技(2016年10期)2016-12-14
中国卫生(2015年12期)2015-11-10
警察技术(2015年6期)2015-02-27
河南科技(2015年3期)2015-02-27
电子设计工程(2014年8期)2014-02-27