普通车床快速找正工件工具的应用研究
2017-06-15 01:01孙耀志
科学家 2017年6期
孙耀志
摘 要 本文介绍了一种车床快速找正工件工具,通过在工具体上装一滚轮(滚动轴承)。使用时,把它装在方刀架上,使滚轮对准需要校正的工件表面,用手摇动大拖板或中拖板,把工件找正,然后再慢慢使工具离开工件即可。该工具结构制造简单,可节省大量找正工件的时间,提高了工件加工的生产效率。
关键词 车床;快速;找正;工具
中图分类号 TH13 文献标识码 A 文章编号 2095-6363(2017)06-0056-01
在机械加工中,无论是在普通车床上,还是在数控车床中的工作装夹都需要被校正准确,而校正的基本标准便是使车床主轴和工件两者的回转中心能够重合起来。
1 用划针找正
粗加工时可用目测和划针找正工件毛坯表面,用于找正精度要求不高的场合。1)首先,将工件用卡盘轻轻地夹紧,然后把变速箱的手柄调到空档的位置上,同时根据情况把划线盘放在合适的位置,让划针的尖端能够接触到工件上端悬伸着的圆柱表面,如图1所示。2)用手拨动卡盘使其缓慢转动工件,观察划针尖与工件表面接触情况,用铜锤轻轻敲击工件的悬伸处,如图2所示,等到工件表面的间隙能够与全圆周划针处于同一界面时,校正工作便结束了。3)夹紧工件。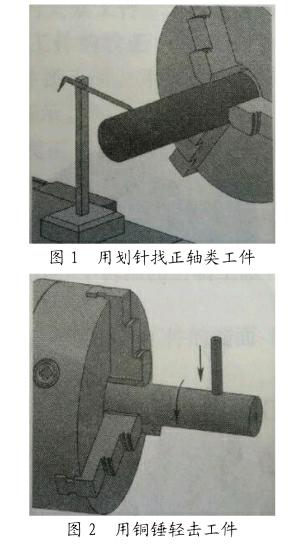
2 用百分表找正
精加工时用百分表找正,用于找正精度较高要求的场合。
1)将工件用卡盤夹住,夹的时候需要的力度较轻,夹稳便行,然后让磁性表座吸附在车床的固定表面上(即导轨面上),接下来就是变换表架的位置,直到百分表的触头垂直地指向工件外悬伸处的圆柱表面才算结束,具体情况如图3所示;而如果工件长度不大但直径又较大,就比如盘形工件,在具体工作的时候可以将百分表的触头垂直地指向工件表面的外端,如图4所示。
2)然后以相同的方式来扳动卡盘,使其缓慢地转动起来,从而校正工件的位置,等到它转到百分表读数的最大差值即0.1mm的范围之内时(具体要求视工程标准来决定),校正工作结束。3)夹紧工件。
提示:百分表触头预先压下0.5mm~1mm,再回转工件。
3 用小铜棒进行端面找正
当装夹经过粗加工端面后的盘形类工件时,一般使用下面的方法,具体情况如图5所示。
1)在刀架口处夹上一个圆头的铜棒。2)将工件用卡盘夹稳,并让主轴保持低速转动状态。3)缓缓地移动中滑板和床鞍,让刀架口上的圆头铜棒与被挤压工件的表面外端轻轻地接近,直到工件端面与其主轴轴线大致保持垂直状态时,停止主轴回转。4)把工件夹紧,然后退出铜棒。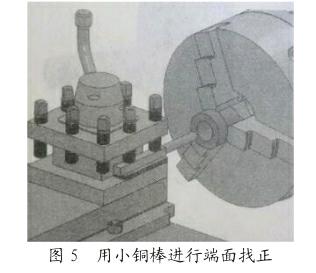
4 快速找正工具找正
以上3种找正工件方法都非常费时费力,工作效率极其低下。因此,我们设计出了一种新型的校正工件的工具,其校正速度得到大幅度的提升,使用时,把它装在方刀架上,以它靠平工件的端面和外圆即可。这种找正工具应用起来比一般的找正方法简单快捷而且避免了工件表面的划伤,找正端面平行度和外圆同轴度可达0.02mm。
车床快速校正工件工具的设计。车床快速校正工件工具装配图(见图6)。车床快速校正工件工具模型图(见图7)。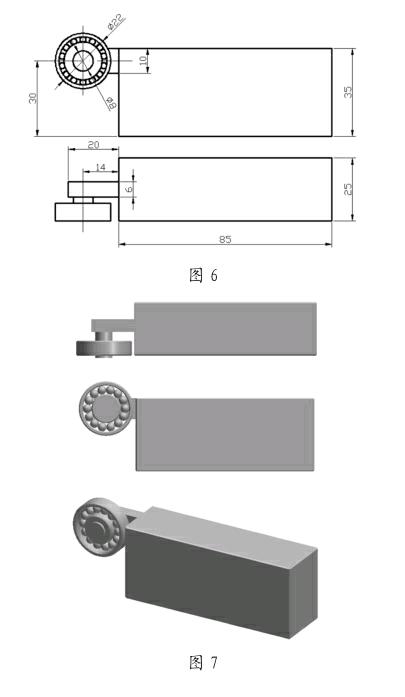
猜你喜欢
山东冶金(2022年2期)2022-08-08
内燃机与配件(2022年2期)2022-01-17
小太阳画报(2020年11期)2020-12-10
小太阳画报(2020年10期)2020-10-30
装备制造技术(2020年12期)2020-05-22
读者(2017年18期)2017-08-29
电子制作(2017年20期)2017-04-26