
激光测径技术在核反应堆燃料棒辐照后检验中的应用研究
2017-06-19 09:23附程汤琪
科技资讯 2017年13期
附程++汤琪
摘 要:直徑测量是燃料棒辐照后检验的一项重要项目,使用激光测径技术可以实现设备与燃料棒非接触测量的目的。针对燃料棒会对设备电子器件造成辐照损伤的问题,激光测径仪经过屏蔽改造后被放置于热室用于反应堆燃料棒直径的测量。经过标准直径棒进行校验,系统测量精度为±3μm,满足检验的要求。
关键词:燃料棒 辐照后检验 激光测径
中图分类号:TL421 文献标识码:A 文章编号:1672-3791(2017)05(a)-0210-04
Abstract: Diameter measurement is an important itemin the post irradiation examination (PIE) of irradiated fuel rods, and measurement using laser device technology can realize the goal of noncontact with the fuel rod. In order to solve the irradiation damage from fuel rods, the instrument was put into the hotcell after modification. The accuracy is about ±3μm, which can meet the requirement of the examination.
Key Words: Fuel rod; Diameter measurement; Laser device
燃料棒在反应堆内运行期间,在辐照、高温等因素作用下,燃料棒会发生诸如燃料辐照肿胀、过多裂变气体释放、包壳蠕变以及包壳-芯块机械相互作用等方面的变化[1],而这些变化都可以直观地通过直径的变化反映出来。因此,燃料棒直径的测量对于评价燃料棒在堆内的性能非常重要。
从核反应堆内卸车的燃料棒带有很强的放射性,会给直径的测量带来诸多困难,差动变压器接触法和激光测径法是目前测量燃料棒直径比较广泛使用的两种方法[1]。而相对于前者,激光测径技术的优点在于在不降低测量准确度的前提下,可以实现燃料棒与装置非接触而达到测量的目的,这就可以在测量过程中减少设备对于燃料棒的损伤。
1 检验原理
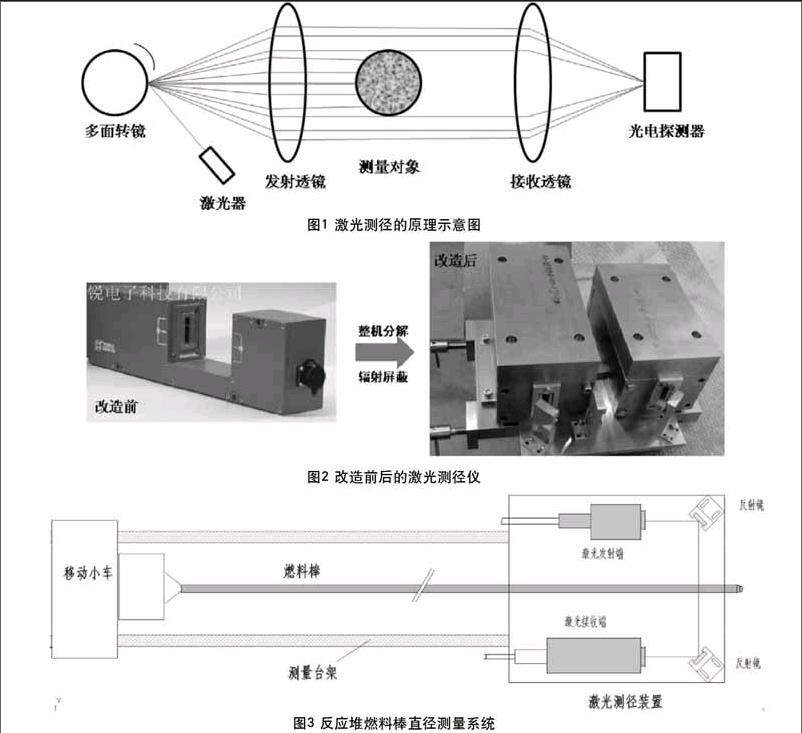
燃料棒直径测量所使用的激光测径技术的原理非常简单,如图1所示,一般的激光测径仪带有高速旋转的激光发射器和激光接收器,激光发射器发出的激光束通过一组透镜处理变成平行光,物件只要挡住光束,在接收器上就有信号产生,通过光电传感器将此信号传到专用计算机处理器上,可读出所测量位置的直径值。
2 检验装置
2.1 激光测径仪的改造
市场上采购的原始激光测径仪如图2所示,其拥有众多电子器件,因此抗辐照能力有限,不适于测量辐照比较强的燃料棒,因此必须在现有条件下做设备的屏蔽改造以适应热室的工作环境,做到既能保护设备又不影响直径测量的准确性。
首先,将图2所示的激光测径仪进行分解,将其激光发射端和接收端拿出分别安置于燃料棒的两侧,使用平均厚度40 mm厚的钨合金作为屏蔽材料将发射端和接收端分别屏蔽,同时留有线路和激光光路的通道;然后,将两个平面镜也在燃料棒两侧布置,且两者位于激光光路通道之前并呈一定角度,目的是使得发射端发出的激光光束经过两次反射后能被接收端接收,完成在不阻挡燃料棒正常运动情况下的直径测量。改造之后的实物如图2所示。
2.2 检验装置
激光测径仪经过屏蔽改造后能够更好地适应燃料棒检验中强辐射的工作环境,将其放入热室多功能测量台架上,并配合装卡燃料棒的移动小车、防止燃料棒抖动的托架等辅助部件组成整个反应堆燃料棒的直径测量系统(如图3所示)。
燃料棒直径测量时,热室中的移动小车带动燃料棒在台架上左右移动,并在所设定的固定间隔位置停留一定时间,激光发射端发出的激光扫描燃料棒,接收端将获得的直径信息传输到计算机上,同时移动小车具有带动燃料棒旋转的功能,可以进行多角度直径测量,从而可以得到燃料棒椭圆度方面的信息。
3 应用结果及分析
3.1 直径测量装置校验
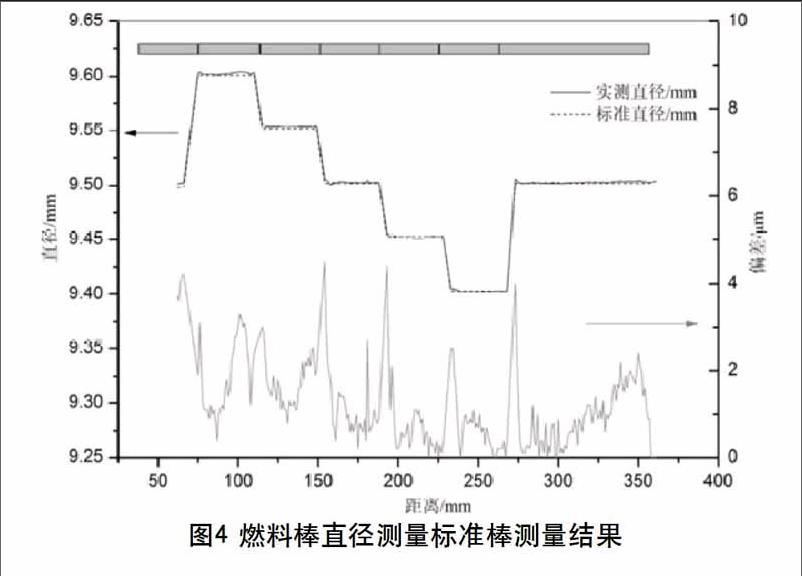
使用激光测径技术测量燃料棒直径的误差主要来源有燃料棒的抖动、激光束的稳定性等。为了验证改造之后的激光测量装置直径测量的准确性,设计加工如图4所示的标准棒对装置进行校验。标准棒共有7个不同直径的台阶,经计量部门测试后的尺寸分别为9.502 mm、9.403 mm、9.452 mm、9.502 mm、9.552 mm、9.601 mm和9.498 mm。使用激光测径装置对标准棒测量的结果如图4所示,排出台阶过渡处加工的误差,结果显示系统测量偏差值基本在3μm以内,达到国外所报道的水平[2]。
为保证燃料棒直径测量的准确度,减小实验误差,在每次燃料棒进行测量前后均使用该标准棒对测量装置进行校正。
3.2 燃料棒检验
作为一种无损测量手段,反应堆燃料棒直径测量能够反映芯块肿胀、包壳蠕变等重要的尺寸变化信息;同时,由氢化或者是“环脊”所引起的包壳径向的变化也能通过实验所获得的直径数据进行初步判断。
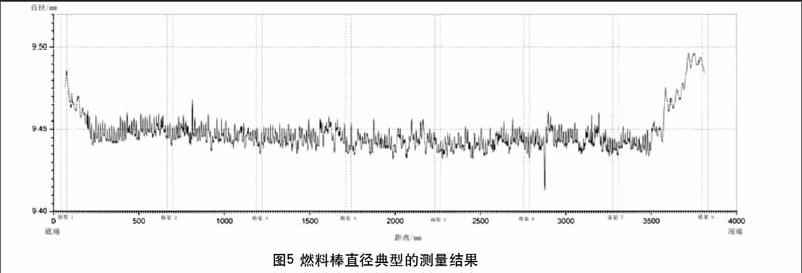
利用热室内的激光测径装置进行燃料棒直径测量时,为获得完整的数据,多采用母线法分别在0°、45°、90°、135°四个相对角度方向上对燃料棒进行直径测量;一般选择测量间隔为1 mm,每到一个位置时,燃料棒停顿,激光测径装置进行采集数据,直到完成整根燃料棒的测量。某核电站反应堆完整燃料棒单个角度方向直径的测量结果如图5所示。
从图5中可以看出:对于完整的燃料棒,燃耗在不超过一定程度时,所测直径值呈现中间小,两头大的趋势;由于受到堆内高温蠕变和辐照生长的共同影响,中间大部区域的直径值均小于燃料棒设计值。
燃料棒在堆内长时间辐照期间,由于燃料芯块与包壳的热膨胀系数以及所受温度的差异,芯块和包壳会经历如图6所示的变化过程,芯块与包壳之间的间隙逐渐较小,最终芯块与包壳相互接触发生相互作用,并形成“环脊”[3-4]。“环脊”形成最直接的反映是燃料棒直径会发生有规律的变化,对应图5中虚线框内更细节的图如图7所示,可以看出每一个峰值相互之间的距离就是一个芯块的长度,从而证明该燃料棒“环脊”的存在,“环脊”的高度约在10μm左右。
4 结语
激光测径仪经过改造后被放入热室进行反应堆燃料棒直径的测量,既能够适应热室强辐照的工作环境,同时其±3μm测量精度能够满足检验的要求,其测量结果已经被用于燃料棒性能的评价。
参考文献
[1] Guidebook on non-destructive examination of water reactor fuel[J].Vienna:IAEA,1991.
[2] D PAPAIOANNOU,R NASYROW,W DE WEERD,et al,Non-destructive examinations of irradiated fuel rods at the ITU hot cells,Hotlab 48th annual meeting:Hot cell post-irradiation examination and pool-side inspection of nuclear fuel[J].Slovakia,2011.
[3] Tanweer Alam,Mohd. Kaleem Khan,Manabendra Pathak,et al.A review on the clad failure studies.Nuclear Engineering and Design,2011(241):3658-3677.
[4] Steinar.Mechanical interaction between fuel and cladding[J].Nuclear Engineering and Design,1972(21):237-253.
