凸轮零件的数控铣削加工工艺优化
2017-06-19 11:27陆瑜
报刊荟萃(上) 2017年6期
陆瑜

摘 要:分析了凸轮的主要失效形式,精度要求,凸轮曲线的结构,着重从加工刀具的尺寸、相邻两点间曲线的形状和尺寸、加工方法的选择来具体阐述凸轮曲线的加工方法及其工艺的改进优化。
关键词:凸轮;数控铣削;工艺
凸轮,是机械的回转或滑动件,可以将运动传递给紧靠其边缘移动的滚轮或在槽面上自由运动的针杆,或者承受来自滚轮和导杆的力。一般是由凸轮,从动件和机架三个构件组成的高副机构。广泛应用于各种自动化机械、仪器和操纵控制装置。要使从动件复杂运动规律能够实现必须在设计中保证准确无误而且还要保证很高的加工精度。随着机器对传动精度的不断提高,凸輪的加工方法及其加工工艺也有了新的改进。本文着重从加工刀具的尺寸、相邻两点间曲线的形状和尺寸、加工方法的选择来具体阐述凸轮曲线的加工方法及其工艺的改进优化。
一、凸轮加工的要求
在加工凸轮的过程中,零件所要求的加工精度、尺寸公差必须都要得到保证。不能因为数控机床加工精度高而放弃这些分析。应该要特别注意的是过薄的腹板与缘板的厚度公差,“铣工怕铣薄”,数控铣削也是一样,因为加工时产生的切削拉力及薄板的弹性退让会导致切削面的振动,这样薄板厚度尺寸公差就难以保证,其表面粗糙度也会随之增加。
二、凸轮加工工艺改进
1.工艺分析
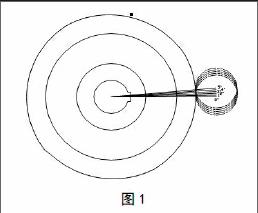
零件如图1所示,为一个平面凸轮。由于凸轮本身运动规律和传递力的特殊性,在各种自动机械、仪表及自动控制装置中应用非常广泛。该凸轮工件是一种平面槽形凸轮,槽宽28mm,工作表面粗糙度为Ra1.6um,材料为HT300。
工件在数控铣削加工前,φ35G7和φ12H7的两个基准孔及凸轮槽之外的其他尺寸已加工,半产品为一圆盘。凸轮的轮廓尺寸按照每一度上滚子中心与凸轮中心的距离标注,要加工该凸轮,必须解决下面三个问题;加工刀具尺寸;相邻两点间曲线的形状和尺寸;加工方法的选择。
2.加工刀具的尺寸
由图1中可知,凸轮曲线的实际形状是滚子绕凸轮中心转动时滚子外廓所形成的包络线,滚子外廓与凸轮曲线是时刻相切的,但切点绝大多数情况下不在滚子与凸轮中心的连线上。图2为凸轮机构在任一角度下的示意图。
其中O、O2分别为凸轮和滚子的中心,E为凸轮和滚子的切点,O1为凸轮曲线上E点的曲率中心。设此时刀具的中心为O3,则线段OO2与OO3的角度及长度都不相等,O3点的位置值需要重新计算。由于凸轮曲线非常复杂,难以用简单的几何公式来表达,所以O3点位置值的计算非常困难、繁琐,有时甚至是不可能的。而采用与滚子直径相同的刀具来加工凸轮则避免了复杂的切点及刀具中心位置的计算,而只需计算滚子中心的位置。另外,如果采用比滚子直径大的刀具来加工凸轮,还必须进行干涉检查。从上边的分析中可以看出,除非有特殊情况,一般应选用与滚子直径相同的刀具来加工凸轮曲线。因为零件图中标注的滚子直径为Φ100,所以我们采用Φ100的专用棒铣刀加工这个凸轮。
3.相邻两点间的形状和尺寸
由于凸轮曲线是用一系列的点表示的,所以曲线上相邻两点间的形状和尺寸必须在加工前确定和计算。对于这种情况,一般有两种解决方法,一是把相邻两点间曲线看作直线,用直线连接;二是把相邻两点间曲线看作圆弧,用圆弧连接。前一种方法的优点是曲线的形状简单、计算容易,缺点是加工出的凸轮表面上有棱;而后一种正相反,其缺点是形状复杂、计算困难,优点是加工出的凸轮表面光滑。鉴于此,我们决定先采用直线连接方法进行试切,如果加工出的凸轮曲线不能满足图纸要求,再应用圆弧连接的方法进行加工。
4.加工方法的选择
加工凸轮曲线一般有普通机床的仿形法、数控机床的插补法、线切割机床的线切割法和电火花机床的电火花加工等方法。后两种方法能加工及其复杂的凸轮曲线,但加工效率低,加工表面质量差,加工出的凸轮质量不能满足我厂产品的要求,而且我厂也没有这两种机床,所以不在我们考虑的范围之内。普通机床仿形法是加工凸轮曲线的一种常用方法,其加工表面光滑,加工效率高,加工质量取决于靠模板的精度。由于该方法是用靠模板仿形加工的,在加工前必须准备仿形夹具、靠模板等工装,但靠模板比凸轮还难制造,所以生产准备周期长,一般用于少品种、大批量的生产中。操作者在粗加工时,将机床刀具参数中的刀具半径增加一个留量值;精加工时,再将机床刀具参数中的刀具半径改为实际值。这样不仅减少了编程的工作量,而且也有利于程序的调试。而对于本文所述的这种用一系列的点表示凸轮轮廓曲线,只能使用刀具中心进行编程的零件来说,也应只编一套程序,精加工时使用与滚子直径相同的刀具,粗加工时使用比滚子直径小一个留量值(半径方向)的刀具,这样也能达到简化编程的目的。
三、结语
制定正确的工艺方案,保证程序准确无误,再加上机床本身精度较高而且性能优良,才能确保最后凸轮的加工达到很好的效果。
参考文献:
[1]伍伟杰,付为堂,唐家会.凸轮槽螺柱零件的数控车铣复合加工[J].机械工程师,2012(6):189-191.
[2]石永刚.凸轮机构设计与技术创新[M].北京:机械工业出版社,2008.
[3]陈学翔.封闭圆柱凸轮槽车铣加工与沿曲面曲率进刀方法研究[J].机床与液压,2013(20):73-75.
[4]黄宇林.复杂零件数控铣削加工工艺的优化[J].军民两用技术与产品,2016(8).
猜你喜欢
丝绸(2022年6期)2022-06-22
科学与财富(2021年35期)2021-05-10
科学与财富(2021年35期)2021-05-10
商情(2019年2期)2019-03-20
科技视界(2018年21期)2018-12-10
优雅(2017年12期)2017-12-08
优雅(2017年12期)2017-12-08
文艺生活·中旬刊(2017年4期)2017-05-25
军事文摘·科学少年(2017年2期)2017-04-26
建筑工程技术与设计(2015年26期)2015-10-21