
某系列艇舵漏水原因分析及修理改进
2017-06-23 13:29宋海涛
中国修船 2017年1期
宋海涛,王 亮
(1.4808工厂 威海修船厂,山东 威海 264200;2.海军青岛地区装备修理监修室,山东 青岛 266000)
技术交流
某系列艇舵漏水原因分析及修理改进
宋海涛1,王 亮2
(1.4808工厂 威海修船厂,山东 威海 264200;2.海军青岛地区装备修理监修室,山东 青岛 266000)
某系列艇舵漏水问题严重,影响装备安全和使用寿命。调查分析表明,主要原因是由于支撑孔磨损间隙增大、定位螺母松动、支撑孔轴线不正、橡胶圈装配不当等,根据原因逐一采取改进措施,使舵漏水问题得到圆满解决。
舵;漏水;改进措施;加工精度
某系列艇是海军近海防御的中小型舰艇,也是我厂主要维修的舰艇之一。由于设计和结构存在一些不足,该系列艇舵漏水问题十分普遍,一直是困扰部队使用和工厂修理的难题,轻则导致艇体腐蚀加快,舱内设备受潮失灵,重则需要安排专泵抽水,否则舵舱水位上涨,威胁全艇安全。海军装备机关曾将此问题列为舰艇“三漏”综合治理重点项目之一,要求装备保障部门限期解决。
1 舵结构
此舵是一种特殊的悬挂式舵,主要由舵叶、支撑管、支撑座及舵轴等组成,如图1所示。支撑管上半部分安装于船体支撑座的支撑孔中,上半部分通过定位螺母固定锁紧,支撑管下半部分悬挂在艇体下方。舵轴穿入舵叶内孔,下半部分与舵叶连接固定,舵轴上半部分穿入支撑管中。舵叶套在支撑管上,由2个铜套作支撑。舵柄带动舵轴转动,舵轴带动舵叶绕支撑管转动。
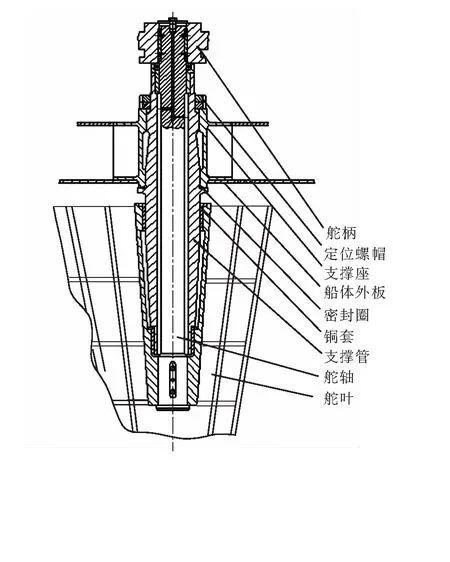
图1 舵系结构图
从舵结构看,外部海水要通过舵漏入舵舱内有2条途径:一是从支撑管与支撑孔之间漏入;二是从支撑管与舵叶铜套之间漏入。为此在设计上,支撑管与支撑孔之间采用过渡配合,并在下端面采用橡胶密封圈密封,而支撑管与舵叶铜套之间采用舵叶空腔内注满润滑脂来密封。
2 漏水情况及原因分析
实际上舵发生漏水就是上述这2条途径,同时伴随着定位螺母松动、支撑管与支撑孔间隙增大、支撑管与舵叶铜套间隙增大、橡胶密封圈密封失效等现象发生。
2.1 支撑管与支撑孔之间漏水
1)支撑管与支撑孔间隙增大。观察发现,漏水严重的舵系,其支撑管与支撑孔间隙一般都变大。支撑孔与支撑管公称尺寸为D210 mm和D220 mm,设计最大间隙不超过0.04 mm,而实际间隙有的甚至超过2 mm,支撑孔磨损呈椭圆形。分析认为,舰艇航行中舵支撑管受冲击和振动导致定位螺母松动,螺母松动后加快支撑孔磨损和腐蚀,间隙快速增大。
定位螺母松动的原因有如下几点。① 定位螺母设计能力不足,舰艇在恶劣海况下航行时,不足以将舵支撑管固定住;②支撑管橡胶密封圈尺寸偏大,螺母拧紧时定位平面不能紧靠在支撑孔底平面上,之间有间隙,支撑管处于弹性固定状态,使螺母拧不紧而松动;③支撑管与支撑孔间隙偏大,支撑管在冲击和振动作用下导致螺母松动;④支撑孔底平面与中心线不垂直,本应与支撑管定位平面的面接触变为点接触,同样使螺母拧不紧而松动。
2) 橡胶密封圈装配不当。支撑管与支撑座孔密封结构如图2所示,密封圈尺寸为D230 mm×5.7 mm,支撑孔孔口倒角为1.5 mm×45°,支撑管的密封处为R3圆弧槽。当支撑管下平面与支撑孔底平面安装接触后,橡胶密封圈被挤压在R3圆弧槽与倒角1.5 mm×45°之间,起到密封作用。实际支撑孔在修理加工时,为了保证加工量最小,修后内孔与底平面不再垂直,而且孔口倒角大小不均,有的部分可能形成尖角。安装时,橡胶密封圈一边压紧,另一边压不紧,导致漏水。另外,支撑孔口形成尖角,可能损坏密封圈。
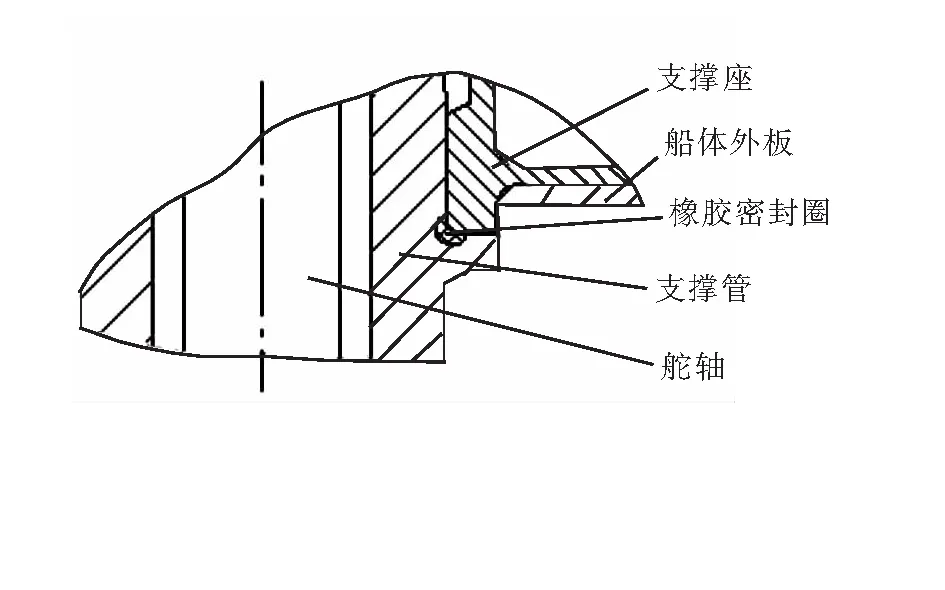
图2 支撑管与支撑座孔密封结构图
2.2 支撑管与舵叶铜套之间漏水
1)支撑管与舵叶铜套间隙增大。舵叶绕支撑管转动,由2个铜套作支撑,铜套尺寸分别为D160 mm、D220 mm。实际修理中发现,铜套磨损比较严重,呈椭圆形,前后方向磨损更大,间隙大的可达1 mm 以上,间隙越大漏水越严重。
2)舵叶空腔内未注满润滑脂。支撑管与舵叶铜套之间的密封,通过舵叶空腔注满润滑脂来实现,正确的注油方法是:从舵轴顶部油嘴注油,直到油脂从支撑管与舵叶铜套之间挤出。如果油脂没挤出来,说明没注满,就可能会漏水。
3 修理改进措施
3.1 缩小支撑管与支撑孔的间隙
修理时测量支撑管与支撑孔的间隙,如果超过0.20 mm(经验值),就需要修理。方法是:将支撑孔镗圆,支撑管镶套,镶套厚度5 mm,然后镗加工的尺寸间隙0~0.04 mm。另外在支撑管外径及定位面处重新加工R3密封槽,宽度和深度等保持不变,仍使用原规格橡胶密封圈。
3.2 正确装配橡胶密封圈
装配前测量橡胶密封圈、支撑管R3圆槽、支撑孔与底平面垂直度及1.5 mm×45°倒角尺寸,确保密封圈有一定压缩量,同时定位螺母拧紧后,支撑管定位平面与支撑孔底平面靠紧,塞尺检查任何位置都无法插入。
3.3 支撑管与舵叶铜套之间增加辅助密封
支撑管与舵叶铜套处增加一个草帽形橡胶密封圈进行辅助密封,密封改进结构具体如图3所示。
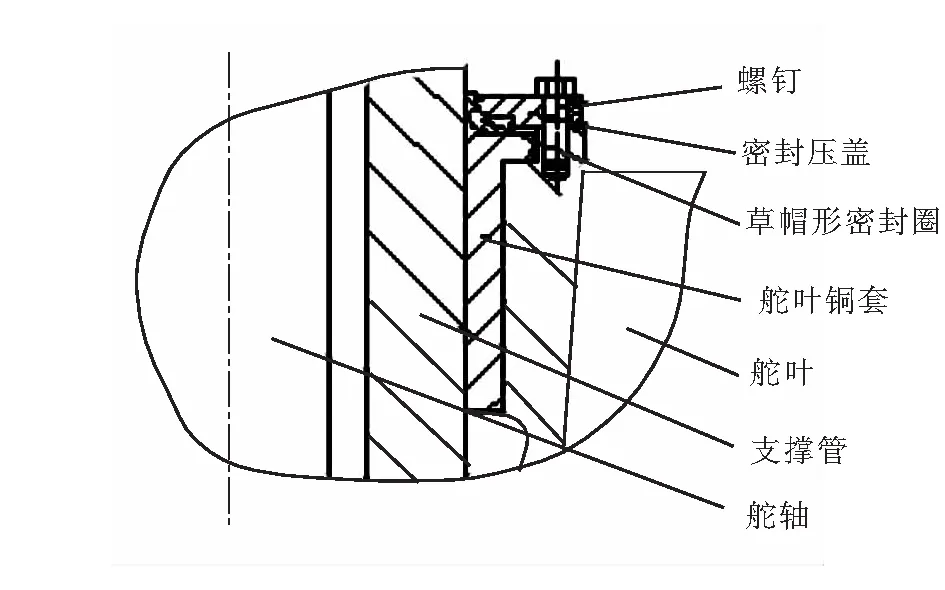
图3 支撑管与铜套间密封改进图
3.4 缩小支撑管与舵叶铜套的间隙
舵叶铜套与支撑管设计间隙0.17~0.25 mm,如果铜套磨损后实际间隙超过0.50 mm就应该修理,将支撑管车削,然后按车削的直径和规定的间隙装配铜套,在保证舵叶能灵活转动的前提下,支撑管与舵叶铜套间隙越小越好。
3.5 防止定位螺母松动
根据原因分析,定位螺母松动是该舵漏水的主要原因,而螺母设计能力偏小又是螺母松动的内在因素。该螺母实际为2个,一个是固定螺母,另一个是锁紧螺母,之间加上一个锁紧片。采取的措施是:①根据现有舵结构和尺寸,适当加厚螺母厚度,以增加其紧固力;② 拧紧时确保支撑管定位平面与支撑孔底平面靠紧,塞尺检查任何位置都无法插入;③采用乐泰螺纹紧固胶辅助锁紧。
4 支撑孔及底平面的现场加工
上述各项修理措施中,支撑孔和底平面的现场加工难度最大。由于支撑孔磨损和腐蚀严重并偏位,如果按原轴线找正,实际加工量将很大,不能满足支撑孔最小壁厚的要求。因此只能按磨损的孔来找正,这样需同时加工底平面,以保证新支撑孔与底平面的垂直度。
4.1 加工技术要求
支撑孔公称尺寸D210 mm、D220 mm,2孔镗圆即可;支撑孔公称尺寸D210 mm、D220 mm及倒角1.5 mm×45°的同轴度不大于0.03 mm;支撑孔与底平面的垂直度不大于0.05 mm;支撑孔及底平面表面粗糙度不大于3.2。
4.2 保证现场加工精度的措施
1)保证垂直度的措施。为保证加工后的垂直度达到要求,专门设计制作了一种辅助平面加工装置,结构如图4所示。支撑孔加工后,设备及镗杆不拆卸,将加工装置本体和夹紧体通过夹紧螺钉固定在镗杆合适位置。根据进给棘轮的位置,在船体板上焊接挡板,进给棘轮被锁紧螺母固定在传动丝杆上。平面加工时,先根据底平面调整刀具,确定进刀量的大小,用顶紧螺钉固定刀具。当镗杆转动时,进给棘轮转到挡板的位置,就被拨动一个齿,从而带动传动丝杆一起转动。传动丝杆轴向位置被压盘限制,而进给刀杆的轴径有一个导向槽,定位螺钉定位在导向槽中,进给刀杆只能前后移动,这样传动丝杆就会带动进给刀杆向前完成进给运动。当底平面加工完成后,将挡板拆除,用手动进给可完成孔口倒角的加工。
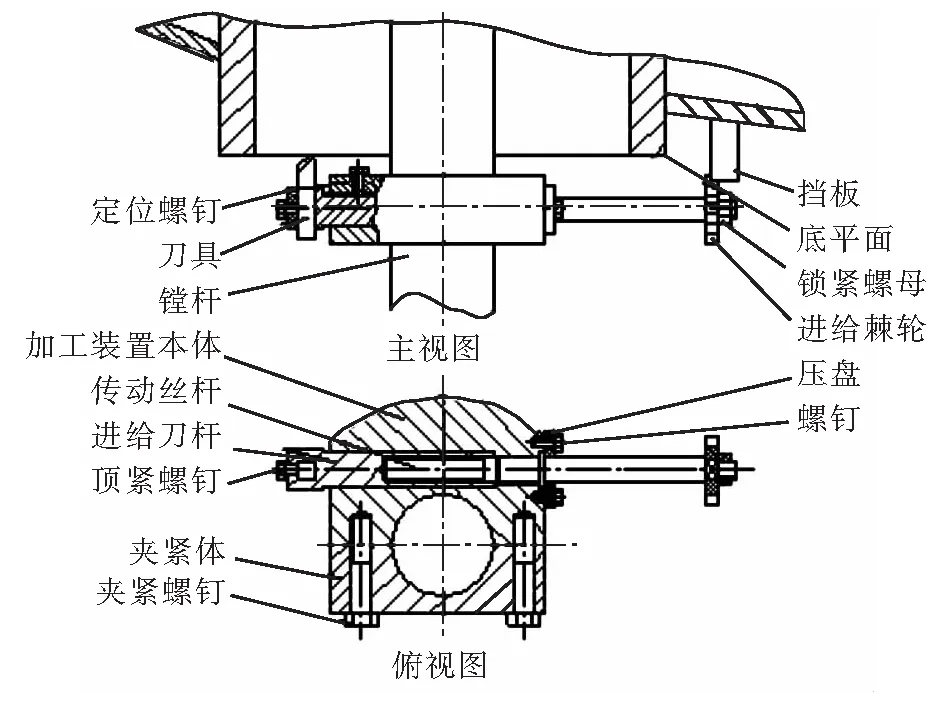
图4 辅助平面加工装置结构示意图
本方法的优点是:一种设备在一次安装中,就可完成支撑孔、底平面及倒角的加工,能够保证支撑孔与倒角的同轴度及其与底平面的垂直度,达到很高的加工精度。
2)保证表面粗糙度的措施。加工中发现,由于轴向力的作用,镗杆有轴向窜动和振动现象,底平面的表面粗糙度无法保证。于是在设备下部增加防止轴向窜动、振动的装置,改进后结构如图5所示。

图5 设备下部轴向结构改进图
原设备下部轴向结构由镗杆、支撑套、调节套、找正螺钉、锁紧螺母等主要部件组成。改进后的结构是在支撑套上部和下部各增加一个平面推力轴承和定位套,通过上、下定位套将2个平面轴承分别挤靠在支撑套的上、下端面,然后用固定螺钉将2个定位套固定在镗杆上,这样轴向力就直接作用到支撑套上,而支撑套已通过连接板固定到船体板。支撑座底平面加工时,镗杆既可确保正常转动又可确保轴向不窜动,窜动及振动问题得到了有效解决。
4.3 现场加工结果
通过设备改进及制订合理的加工方法,支撑孔、底平面及倒角的加工顺利完成,加工精度达到预期目标,具体如下。
1)支撑孔直径加大为211.1 mm和221.4 mm,2孔与倒角的同轴度小于0.03 mm,内孔表面粗糙度为2.7~3.2。
2)底平面的表面粗糙度为2.5~2.9,支撑孔与底平面的垂直度小于0.03 mm。
5 修理改进效果
经过采取上述各项改进措施,在修后下水时对该艇进行了静态和航行试验,舵装置工作完全正常,没有再漏水。之后,该系列艇舵都按照此方法进行修理改进,艇出厂后最长已使用5年,没发现一例舵漏水问题,危害多年的舵漏水问题得到圆满解决。同时,本文解决舵漏水问题的思路和方法对各型舵漏水问题提供了较好的借鉴。
Severe leakage exists in the yacht rudder,which influences the safety and working life span of equipments.Investigation and analysis show the causes of increased gaps for wearing supporting hole,loose for position nut,distorted axis and improper fitting of the rubber ring,which are solved one by one by adopting some improving measures.
rudder;leakage;improving measure;processing accuracy
宋海涛(1976-),男,山东威海人,工程师,大学本科,主要从事舰艇装备维修工作。
U672
10.13352/j.issn.1001-8328.2017.01.001
2016-09-12
猜你喜欢
锻压装备与制造技术(2022年3期)2022-07-18
南方农机(2022年10期)2022-05-14
防爆电机(2022年2期)2022-04-26
中国设备工程(2022年7期)2022-04-20
南方农机(2021年17期)2021-09-11
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
山东工业技术(2016年15期)2016-12-01
