
非等厚不锈钢板电阻点焊的熔核偏移
2017-07-19 06:53邱然锋李久勇张振伟王彤勇刘肖扬
河南科技大学学报(自然科学版) 2017年6期
邱然锋,李久勇,张振伟,王彤勇,刘肖扬
(1.河南科技大学 材料科学与工程学院,河南 洛阳 471023; 2.一拖(洛阳)福莱格车身有限公司,河南 洛阳 471003)
非等厚不锈钢板电阻点焊的熔核偏移
邱然锋1,李久勇1,张振伟2,王彤勇2,刘肖扬1
(1.河南科技大学 材料科学与工程学院,河南 洛阳 471023; 2.一拖(洛阳)福莱格车身有限公司,河南 洛阳 471003)
针对非等厚不锈钢板点焊熔核偏移的问题,采用3种电极组合方式对非等厚不锈钢板进行点焊,测量了接头断面相关特征尺寸,探讨了熔核偏移对接头性能的影响,分析了电极组合方式对熔核偏移的影响。研究结果表明:非等厚不锈钢点焊时采用反焊法能使其绝对偏移量减小,采用正焊法能使薄板与厚板两侧的焊透率较接近。熔核绝对偏移量、相对偏移量对接头抗剪力影响较小。
不锈钢;电阻点焊;熔核;性能;偏移
0 引言
电阻点焊接头承载能力很大程度上取决于熔核的有效承载面积,而非等厚板材点焊的熔核偏移会影响接头的性能[1-2]。随着非等厚板材在工程应用中日益广泛,研究电阻点焊中熔核偏移的规律及改善熔核偏移的措施具有重要的工程应用价值。
目前,国内外学者主要从数值模拟与试验两方面对非等厚板材电阻点焊熔核偏移进行研究。文献[3]探讨了两层及三层的非等厚铝合金板电阻点焊的熔核偏移。文献[4]研究了非等厚低碳钢板电阻点焊熔核的偏移,发现采用不对称电极能改善熔核偏移,提高接头抗剪力。文献[5]采用多元非线性回归数学模型,分析了焊接参数对非等厚钢板点焊熔核偏移的影响。文献[6]在分析熔核形成过程中电流密度和温度变化规律的基础上,提出采用不对称电极点焊非等厚三层钢板,即通过电极的形状改变焊接电流密度及散热条件,改善非等厚板点焊熔核的偏移。而有关非等厚不锈钢板的点焊,只有文献[7]指出采用反焊法,即在厚板侧选用小直径电极,薄板侧选用大直径电极,能够缓解熔核偏移。但是,有关采用反焊法点焊非等厚不锈钢板的试验报道较少。针对这一问题,本文采用3种不同的电极组合对非等厚不锈钢板进行点焊,分析熔核偏移现象,探讨非等厚不锈钢点焊反焊法的效果,为非等厚不锈钢点焊工程化应用提供技术支撑。
1 试验材料与方法
试验材料是厚度分别为1 mm和2 mm的奥氏体SUS304不锈钢薄板和厚板。将其剪切成100 mm×30 mm的试样,并用丙酮脱脂后风干。 沿长度方向搭接装配薄板与厚板各1枚,搭接长度为30 mm。点焊时,固定焊接时间为10周波,固定电极压力为2 kN,焊接电流分别选用6 kA、8 kA和10 kA。
所用电极材料为CuCrZr合金,电极端面直径有6 mm和12 mm两种。点焊时,分别采用3种组合方式:(1)对称焊,点焊时试样薄板侧与厚板侧均采用端面直径为6 mm的电极。(2)正焊法,薄板侧采用端面直径为6 mm的电极,厚板侧采用端面直径为12 mm的电极。(3)反焊法,薄板侧采用端面直径为12 mm的电极,厚板侧采用端面直径为6 mm的电极。焊后,对接头进行断面观察、测量试验。垂直于接合界面沿焊点直径横切焊接接头,研磨、抛光其断面,使用王水(V(HCl)∶V(HNO3)=3∶1)腐蚀。利用光学显微镜观察接头断面,并测量相关特征尺寸以评价熔核的偏移。

图1 接头特征尺寸注释
图1为接头特征尺寸的注释。图1中:c1与c2分别为薄板侧和厚板侧的压痕深度,mm;H1与H2分别为薄板和厚板的原厚度,mm;h1与h2分别为薄板侧和厚板侧的熔核厚度,mm;△h为熔核几何中心线距板间贴合面的距离,这里定义为熔核绝对偏移量,mm。 焊透率η的计算公式为η=h/(H-c)[8]。 将薄板与厚板焊透率之比(η1/η2)定义为熔核相对偏移量。
为检测接头性能,对部分接头在室温条件下以1.7×10-5m/s的速率进行拉伸试验。为了进行对比,使用同样方法和焊接参数对Q235低碳钢板进行点焊。低碳钢板厚度同样选为1 mm和2 mm。每一焊接条件焊接7个试样,其中,3个试样用于断面观察,4个试样用于拉伸试验。
2 试验结果与分析

图2 SUS304不锈钢接头熔核的宏观形貌
图2是焊接电流为8 kA时,SUS304不锈钢接头熔核的宏观形貌。如图2所示,采用3种电极组合获得的接头熔核中都没有观察到孔洞、裂纹等缺陷,表明接合良好。但是3种接头的熔核中心均出现不以贴合面对称,而偏向厚板的现象。这是因为不同厚度的钢板点焊时,厚件的电阻大,析热多,由于析热中心远离电极而导致散热缓慢。薄件的电阻小,析热少,析热中心靠近电极,散热较快,造成焊接温度场分布不均匀,使熔核向厚板偏移。
表1为SUS304不锈钢接头的电极压痕深度、熔核直径和抗剪力,其中,熔核直径是在接头断面上测量而得出的。从表1中可看出:在所用电极组合方式相同情况下,熔核直径随焊接电流的增大而增大。这是因为焊接电流的增大致使点焊中析出了较多电阻热。在焊接参数相同条件下,3种方法所得熔核直径相差较小,在测量误差之内。电极压痕变化有以下3个特征:(1)所用电极组合方式相同时,电极压痕随焊接电流的增大而变深。(2)焊接参数相同情况下,无论正焊法还是反焊法,电极端面直径小的一侧压痕较深,而大电极侧压痕很小。相对于小电极置于厚板侧(反焊法)时的压痕,小电极置于薄板侧(正焊法)时的压痕较深。(3)对称焊时薄板侧压痕比厚板侧的稍深。
电极压痕深度与施加的电极压力、所用电极端面尺寸、熔核直径及板厚有关。电极压力相同的情况下,电极端面直径小时能产生较大的应力,致使焊接区发生较大的塑性变形,而导致压痕变深。熔核直径增大会使点焊时上下电极间金属塑变阻力减小而产生较深的压痕。焊接条件相同时,由于薄板容易变形而使薄板侧压痕深于厚板侧压痕。
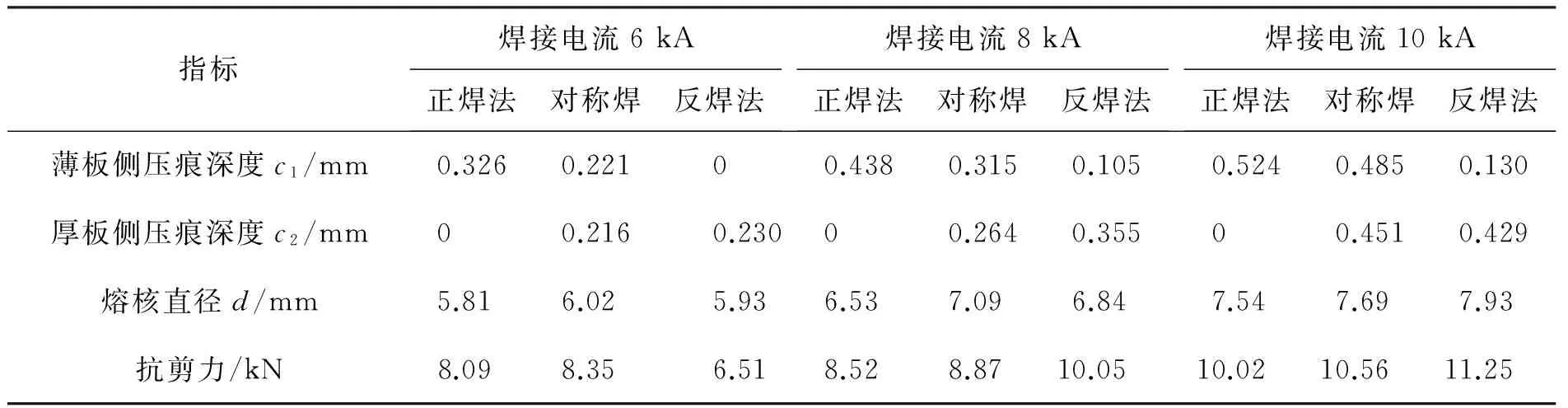
表1 SUS304不锈钢接头电极压痕深度、熔核直径和抗剪力

图3 不锈钢接头和低碳钢接头的熔核厚度与熔核绝对偏移量
图3为不锈钢接头和低碳钢接头的熔核厚度与熔核绝对偏移量。由图3可知,不同焊接条件下,非等厚不锈钢接头的厚板侧、薄板侧熔核厚度的变化具有以下特征:(1)对于所有的接头,其厚板侧的熔核厚度都远大于薄板侧的。(2)所用电极组合方式相同的情况下,接头厚板侧、薄板侧熔核厚度随焊接电流的增加呈无规律性变化。(3)在焊接电流相同的情况下,接头薄板侧熔核厚度的变化与所用电极组合方式无关。(4)在焊接电流相同的情况下,采用正焊法所得接头的厚板侧熔核厚度最大。
采用不同电极组合方式所得非等厚不锈钢接头厚板侧熔核的厚度变化,也导致了接头熔核绝对偏移量的变化。如图3所示,在焊接电流相同的情况下,反焊时SUS304接头熔核绝对偏移量最小,正焊时最大。从这一点来说,采用反焊法有利于减少非等厚不锈钢点焊熔核的偏移。但是,采用相同方法获得的非等厚Q235低碳钢接头也呈现出相似的变化规律。这说明了反焊法能减少接头熔核绝对偏移量并非不锈钢接头所特有,主要原因是熔核的变形。 采用正焊法时,在薄板侧的小直径电极作用下,熔核向薄板侧微弯(如图2a所示),使熔核几何中心线远离贴合面,熔核绝对偏移量较大;而采用反焊法时,熔核几何中心线靠近贴合面,其熔核绝对偏移量则较小。

图4 不锈钢接头和低碳钢接头的焊透率与熔核相对偏移量
本文采用相对偏移量评价非等厚不锈钢点焊接头熔核的偏移。图4显示了不锈钢接头和低碳钢接头薄板侧、厚板侧的焊透率与熔核相对偏移量(η1/η2)。对于所有接头,薄板侧和厚板侧的焊透率都达到相关标准[8]。厚板侧焊透率受所用电极组合的影响较小,薄板侧焊透率随电极组合的变化呈规律性变化。正焊时薄板侧焊透率最大,反焊时薄板侧焊透率则最小。这是因为反焊时薄板侧采用大直径电极导致该侧热量不充分,焊透率下降。
在相同焊接电流的条件下,采用正焊法时,SUS304接头熔核相对偏移量最接近于1.0(见图4中虚横线),此时,薄板侧与厚板侧的焊透率比较接近。而采用反焊法时熔核相对偏移量则远离虚线(见图4),即薄板侧焊透率远小于厚板侧。这一规律与相同方法所得非等厚Q235低碳钢接头相似。因此,采用正焊法有利于平衡薄板侧与厚板侧的焊透率。
在不同焊接条件下所得非等厚不锈钢点焊接头的抗剪力见表1。相同电极组合方式下,接头抗剪力随焊接电流增大而增大。这是由于焊接电流增大使熔核直径增大,接头承载面积增大。在焊接电流相同的条件下,电极组合方式对接头抗剪力影响的规律性不强,与熔核绝对偏移量、熔核相对偏移量的关系尚不明确。接头的破坏形式与焊接电流有关,焊接电流为6 kA时,接头的破坏形式为界面撕裂;焊接电流为8 kA、10 kA时,接头则呈纽扣式破坏,均是在薄板侧断裂。
但是,对照表1中压痕深度与熔核直径可以发现:接头呈界面撕裂破坏(焊接电流为6 kA)时,接头抗剪力随熔核直径的增大而增大;接头呈纽扣式破坏(焊接电流为8 kA和10 kA)时,接头抗剪力随薄板侧压痕深度的减小而增大。这是因为点焊接头抗剪力除与材料的组织、性能有关外,界面撕裂破坏的主要因素是熔核直径,纽扣式破坏的主要因素为焊点厚度和熔核直径[9-10]。压痕过深不仅导致接头承载厚度减小,而且造成局部应力集中,所以纽扣式破坏时接头抗剪力随压痕加深而降低。本研究所得非等厚不锈钢点焊接头纽扣式破坏是从薄板侧断裂,所以薄板侧电极压痕深度是影响接头抗剪力的主要因素。
3 结论
(1)采用反焊法点焊非等厚不锈钢时,因熔核本身的变形能使其绝对偏移量减小,但这并非不锈钢点焊所特有。
(2)采用正焊法点焊非等厚不锈钢时,薄板侧与厚板侧的焊透率较接近,熔核相对偏移量接近于1.0。
(3)非等厚不锈钢点焊接头抗剪力与熔核绝对偏移量、熔核相对偏移量的关系尚不明确。
[1] ASLANLAR S.The effect of nucleus size on mechanical properties in electrical resistance spot welding of sheets used in automotive industry[J].Materials and design,2006,27(3):125-131.
[2]ASLANLAR S,OGUR A,OZSARAC U,et al.Welding time effect on mechanical properties of automotive sheets in electrical resistance spot welding[J].Materials and design,2007,28(7):1-5.
[3] 颜富裕,李洋,罗震,等.外加磁场对非等厚铝合金电阻点焊熔核偏移的影响[J].焊接学报,2016,37(2):67-70.
[4] BROZEK M.Resistance spot welding of steel sheets of different thickness[J].Engineering for rural development,2015,14(1):72-77.
[5] 罗怡,李春天,周银.非等厚异种钢电阻点焊熔核成形的多元非线性回归模型[J].焊接学报,2010,31(11):85-88.
[6] SHEN J,ZHANG Y,WANG P C.Nugget shifting in resistance spot welding of multi-stackup sheets[J].Quarterly journal of the Japan welding society,2011,29(3):133s-137s.
[7] 赵熹华,冯吉才.压焊方法及设备[M].北京:机械工业出版社.2005.
[8] 中国机械工程学会焊接学会.焊接手册(第1卷):焊接方法及设备[M].北京:机械工业出版社,1992:11.
[9] SATONAKA S,KAIEDA K,OKAMAOTO S.Prediction of tensile-shear strength of spot welds based on fracture modes[J].Weld in the world,2004,48(5/6):39-45.
[10] QIU R F,SATONAKA S,IWAMOTO C.Mechanical properties and microstructures of magnesium alloy AZ31B joint fabricated by resistance spot welding with cover plates[J].Science and technology of welding and joining,2009,14(8):691-697.
国家自然科学基金项目(U1204520);河南省国际合作基金项目(162102410023);河南省高校科技创新人才计划基金项目(16HASTIT050)
邱然锋(1974-),男,河南鹿邑人,副教授,博士,主要研究方向为异种材料连接.
2017-03-18
1672-6871(2017)06-0007-04
10.15926/j.cnki.issn1672-6871.2017.06.002
TG441.2
A
猜你喜欢
电工技术学报(2022年20期)2022-10-29
汽车实用技术(2022年5期)2022-04-02
地理空间信息(2022年3期)2022-04-01
建材发展导向(2021年9期)2021-07-16
航天制造技术(2020年1期)2020-03-28
计算机辅助工程(2018年4期)2018-10-09
自然资源遥感(2018年3期)2018-09-04
制造技术与机床(2017年7期)2018-01-19
汽车文摘(2017年6期)2017-12-06
汽车文摘(2016年6期)2016-12-07
