
方环聚合物喷射(PolyJet)彩色3D打印材料消耗分析
2017-08-01 00:03赖周艺施瀚昱
兵器装备工程学报 2017年7期
赖周艺,施瀚昱
(1.深圳信息职业技术学院机电工程学院, 深圳 518172;2.杭州先临三维云打印科技有限公司, 杭州 311200)
【机械制造与检测技术】
方环聚合物喷射(PolyJet)彩色3D打印材料消耗分析
赖周艺1,施瀚昱2
(1.深圳信息职业技术学院机电工程学院, 深圳 518172;2.杭州先临三维云打印科技有限公司, 杭州 311200)
介绍了聚合物喷射(PolyJet)彩色3D打印原理,以方环为研究对象进行彩色3D打印成型,详细分析了打印原材料使用情况及影响因素。打印所得模型包含底座、模型本身及模型四周包裹的支撑层三部分,大部分打印原材料消耗在喷孔清洁和支撑层。通过比较不同放大比例方环模型的打印结果发现,随着模型体积的增加,喷孔清洁消耗原材料的比值显著下降而模型消耗的比值则显著上升,支撑消耗的比值呈下降的趋势。喷嘴清理消耗的材料和支撑材料消耗仍然占较大的比值,超过了60%;真正用于成型模型本身的材料不到40%。减少喷孔清洁过程的材料消耗及模型表面支撑材料是PolyJet彩色3D打印推广应用急需解决的问题。
方环;彩色3D打印;PolyJet;材料消耗
目前3D打印技术已突破传统单材均质打印加工的限制,实现了多材料、多颜色及彩色表面纹理贴图制件的精细复杂打印成型[1-2]。彩色3D打印能直接获得产品设计五颜六色的外观效果,不需要复杂的后处理流程,在牙科、医疗、军工和消费产品等行业有着巨大优势[1-3]。聚合物喷射(PolyJet)是实现彩色3D打印技术的重要手段[2]。国内已有不少企业、高等院校及科研院所在进行这方面的一些研究和生产实践,但有关PolyJet彩色 3D打印成果方面的文献资料较少,主要停留在打印原理的简单介绍阶段[4-6]。胡彦萍以简易自行车模型为例介绍了PolyJet单色3D打印流程[7]。向友来等以微靶零件为例研究了PolyJet单色3D打印的表面质量与尺寸精度[8]。
本文以方环模型为研究对象,阐述了PolyJet彩色3D打印成型过程,分析了打印原材料的具体消耗情况,还研究了方环不同放大比例打印时原材料消耗的变化规律,对推广应用聚合物喷射(PolyJet)彩色3D打印有较大的参考价值。
1 聚合物喷射(PolyJet)3D彩色打印原理
聚合物喷射(PolyJet)3D打印原理如图1所示,通过压电式喷头将液态光敏树脂喷射到工作台上,形成给定厚度的具有一定几何轮廓的一层光敏树脂液体,然后由紫外灯发射紫外光对工作台上的这层液态光敏树脂进行光照固化;完成固化后,工作台精准地下降一个成型层厚,然后再进行第二层具有一定几何轮廓的液态光敏树脂固化成型;如此循环进行多次(层)固化成型,使其整体厚度和形状达到设计要求,成型结束。
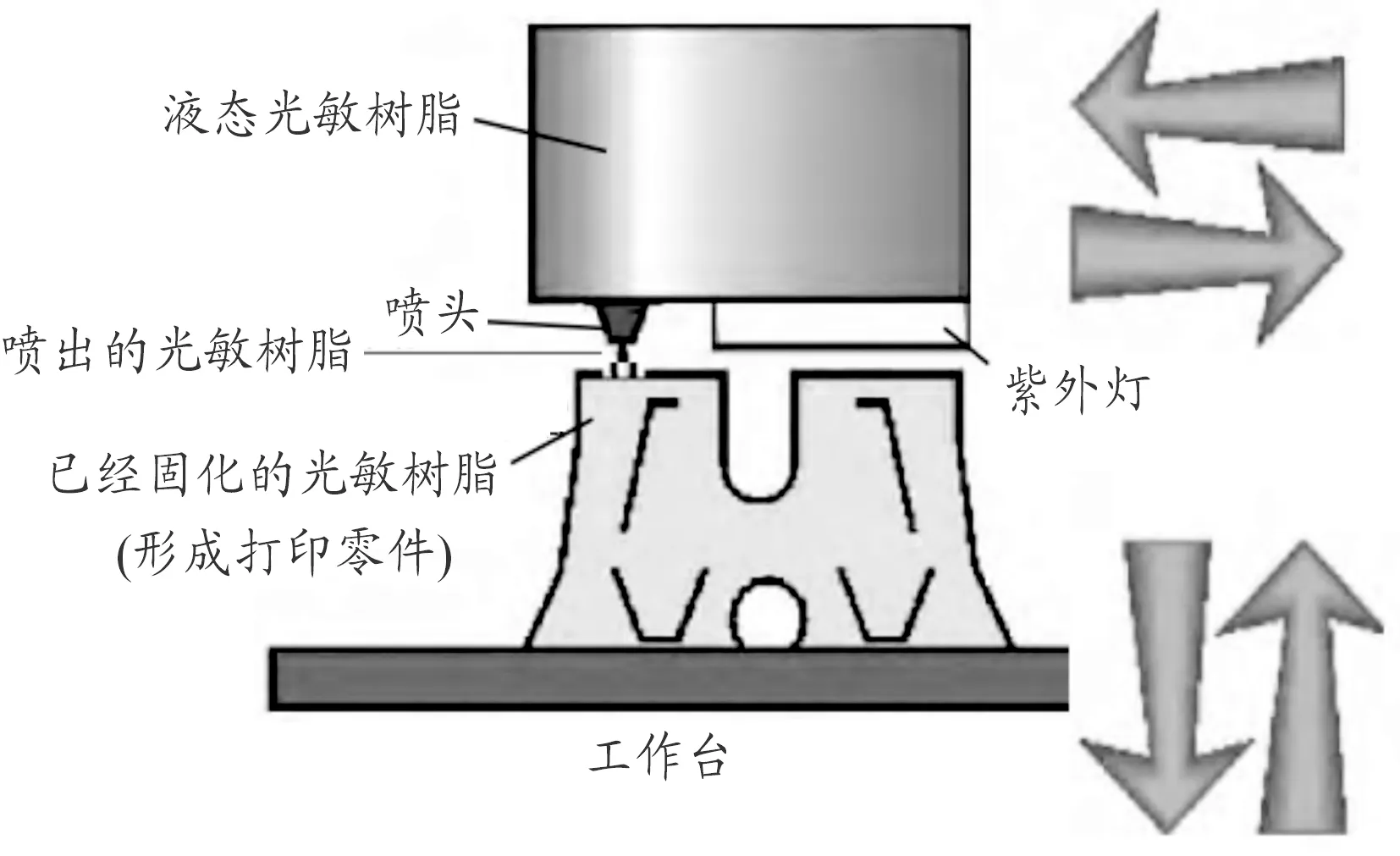
图1 聚合物喷射(PolyJet)工艺原理示意图
图2所示J750彩色3D打印机是美国Stratasys公司2016年4月发布的新产品,采用聚合物喷射(PolyJet),能够同时打印6种基本材料(软性模型材料,硬性白、黑、黄、青和品红模型材料)和支撑材料,通过不同的基本材料配比和组合,可实现不同色彩的3D打印[5]。

图2 PolyJet彩色3D打印机(Stratasys J750)
J750彩色3D打印机的PolyJet喷头共有八组喷孔(如图3中①②③④⑤⑥⑦⑧),每组192个,共1 536个;分别连接6种光敏树脂模型材料(含软性模型材料1组,硬性白、黑、黄、青和品红模型材料各1组)和2组水溶性支撑材料。图3中⑨所示为清洁剂喷孔,共8个,分列于喷头两侧,用于喷射清洁剂以清洁喷头表面。PolyJet彩色3D打印过程中,可以由对应喷孔直接喷出各种颜色的光敏树脂材料;白、黑加上黄、青和品红三原色为5种基本颜色,其他颜色由三原色按照不同比值相加混合而成[9]。图4为三原色相加示意图。

①-⑧为打印材料喷孔,⑨为清洁剂喷孔
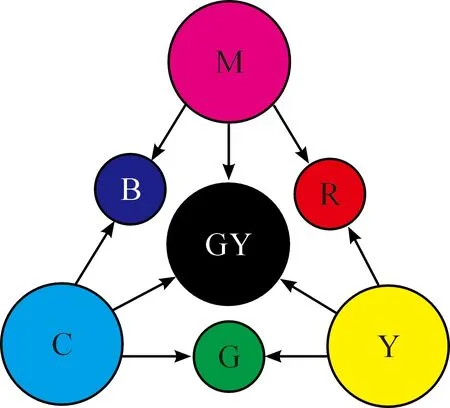
C青色,M品红,Y黄色,B蓝色,G绿色,R红色,GY灰色
图4中,青色C和品红M相加可得到蓝色B,品红M和黄色Y相加可得到红色R,黄色Y和青色C相加可得到绿色G,黄色Y、青色C和品红M三色相加得到灰色GY。即为:
C+M=B
M+Y=R
Y+C=G
Y+C+M=GY
2 PolyJet 彩色3D打印成型过程
打印模型为如图5所示的方环,外环边长为20 mm,内环边长为10 mm,高度为10 mm。方环模型颜色方案如表1所示,上下表面分别为红色和黄色,内外侧壁分别是绿色和蓝色。黄蓝绿黄色的RGB值见表1。
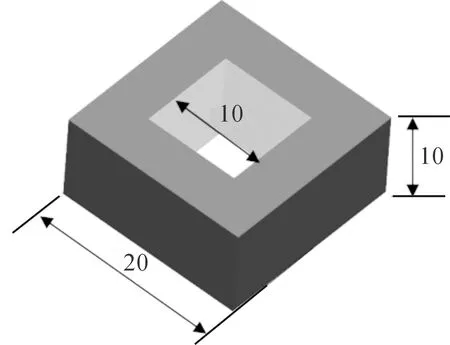
图5 方环
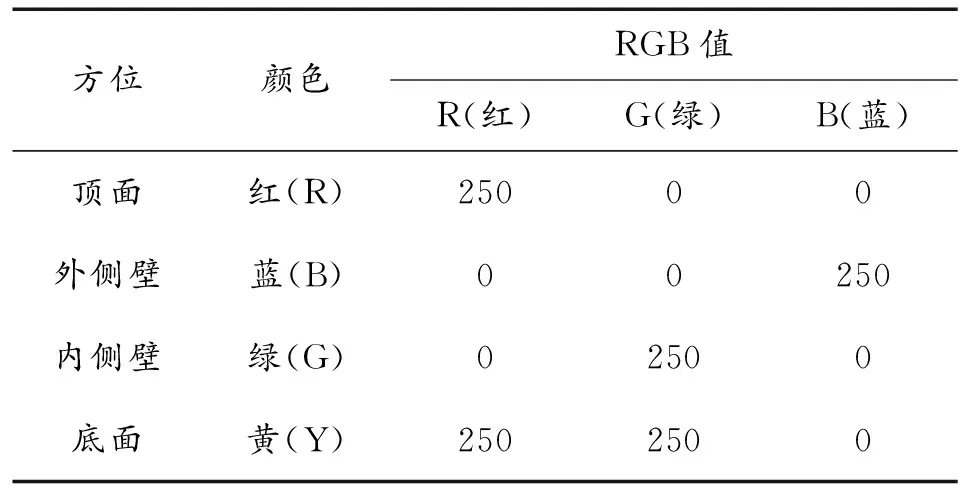
方位颜色RGB值R(红)G(绿)B(蓝)顶面红(R)25000外侧壁蓝(B)00250内侧壁绿(G)02500底面黄(Y)2502500
首先由三维建模软件Rhino建立方环模型并指定各个面的颜色,然后保存为彩色3D打印所需的wrl格式文件,最后载入3D打印设备Stratasys J750控制软件,采用默认参数进行打印,分层厚度为0.027 mm(约0.001英寸)。由控制软件得知:方环模型共需打印510层,总成型高度为13.77 mm。
图6所示方环PolyJet彩色3D打印模型各部分构成简图:底部为底座①,采用模型材料在工作台打印所得,主要是为了固定后续的打印;模型四周均包裹一层支撑材料层③,可保证模型表面为一致的光洁效果;模型表面为指定颜色的模型材料层②④⑥⑦,内部为白色模型材料填充⑤。
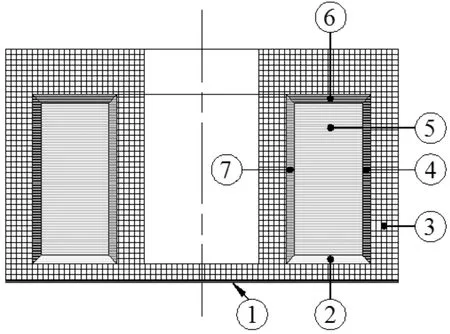
① 底座,② 模型黄色底面,③ 表面支撑材料,④ 模型蓝色外侧壁,⑤ 模型白色内部填充,⑥ 模型红色顶面,⑦ 模型绿色内侧壁
图6 方环PolyJet彩色3D打印模型简图
在打印方环时,室内温度为20 ℃。打印成型过程如下:
1) 打印底座。“底座”是为了支撑所要打印的方环的,所有模型的3D打印都需要打印“底座”。方环模型的底座截面为23.20 mm×23.20 mm的正方形,共打印4层,底座高度为0.108 mm。
2) 打印底部支撑层。采用水溶性支撑材料(主要材料)和模型材料(网状填充)。底部支撑共打印37层,打印高度为0.999 mm。
3) 采用模型材料打印方环并在内侧和外侧打印支撑层。方环设计高度为10 mm,根据打印层厚0.002 7 mm推算,共需打印370层,实际打印高度为9.999 mm。方环模型上下表面和内外侧壁为指定颜色的模型材料层,内部为白色模型材料填充。方环内侧和外侧支撑层的厚底为1.6 mm。
4) 打印顶部支撑材料层。采用水溶性支撑材料(主要材料)和模型材料(网状填充)。顶部支撑材料层共打印99层,计算高度为2.673 mm。
打印开始前喷头自动清洗喷孔一次,打印过程中喷头每隔30 min自动清洗喷孔一次,以保证喷孔端面清洁和预防喷孔堵塞。
本文还将图5所示原始尺寸的方环整体放大2倍和3倍进行了PolyJet彩色3D打印,对比研究原材料消耗的变化。
3 结果分析
3.1 方环PolyJet彩色3D打印材料消耗分析
方环PolyJet彩色3D打印共耗时52.5min,打印结束后所得模型如图7(a)所示。图7(b)为通过压力水枪清除表面支撑材料层后所得最终模型。
由Stratasys J750控制软件得知,方环PolyJet彩色3D打印消耗原材料25 g。由电子秤测得打印所得模型(含支撑材料)重量为7.94 g,清除表面支撑材料后所得最终模型为3.49 g。打印原材料主要消耗在喷孔清洁、成型支撑层和成型模型上,分别占原材料总消耗量的68.24%、17.80%和13.96%(如图8所示)。

图7 PolyJet彩色3D打印所得方环

图8 方环彩色3D打印原材料消耗饼状图
3.2 不同比例方环PolyJet彩色3D打印材料消耗对比分析
方环整体放大2倍和3倍进行PolyJet彩色3D打印所得模型如图9所示。
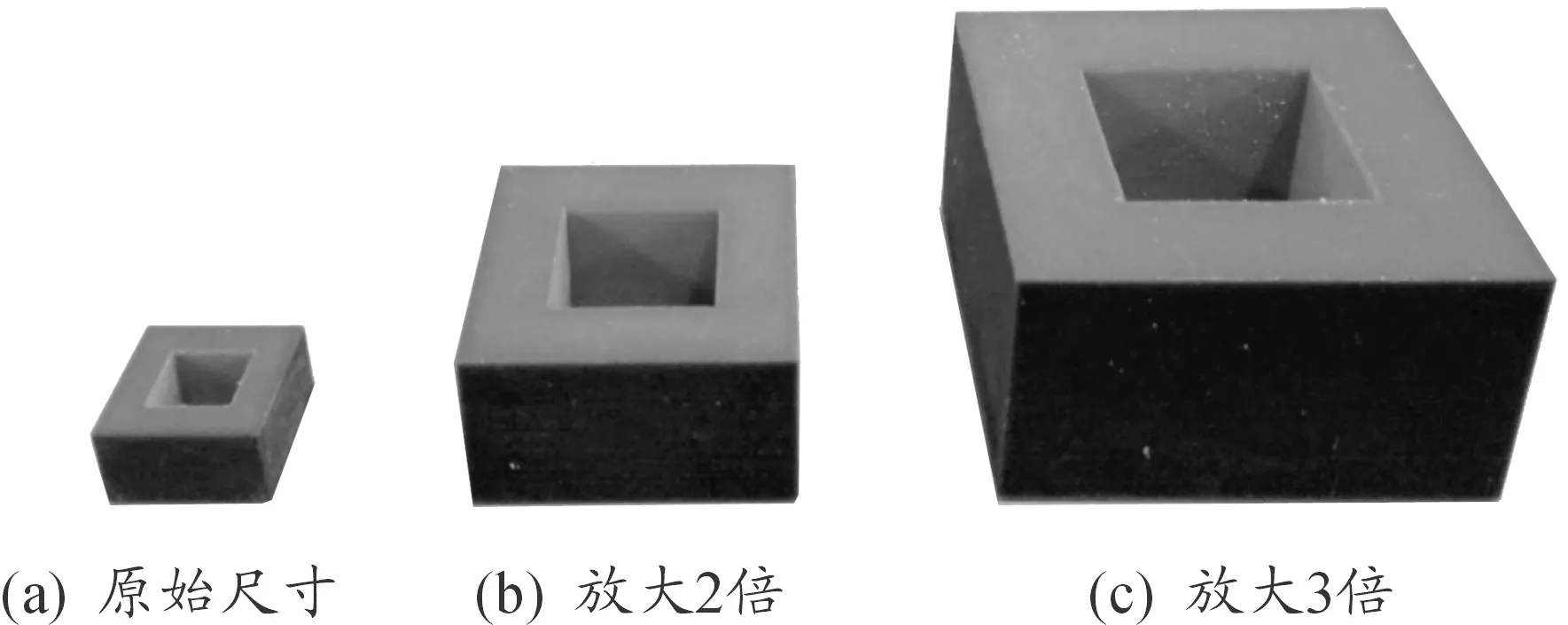
图9 不同放大比例方环PolyJet彩色3D打印模型
由Stratasys J750控制软件得知,放大2倍和3倍的方环PolyJet彩色3D打印分别消耗原材料93 g和254 g。打印原材料在喷孔清洁、成型支撑层和成型模型的消耗量如表2所示。
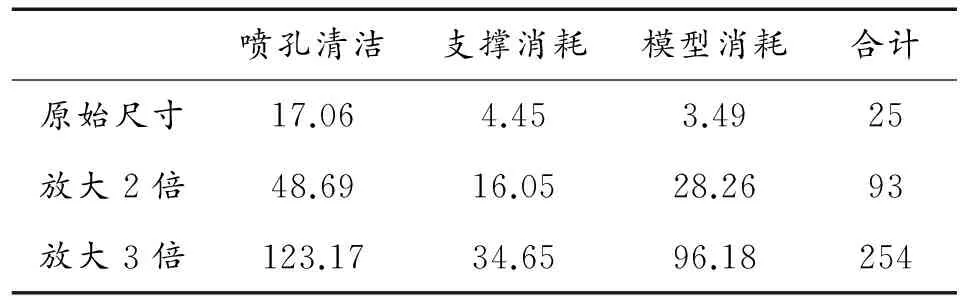
表2 方环PolyJet彩色3D打印原材料消耗 g
喷孔清洁材料的消耗主要由清洁次数决定。打印开始前喷头自动清洗喷孔一次,打印过程中喷头每隔30 min自动清洗喷孔一次。放大2倍和3倍的方环PolyJet彩色3D打印时间分别是93.5 min和280.5 min,分别需要进行喷孔清洁4次和10次,计算得知每次清洁大概消耗12 g耗材。原始尺寸方环PolyJet彩色3D打印时间为52.5 min,打印共清理喷孔2次(打印前1次和打印进行30分钟时1次),但只消耗量17.06 g耗材(而不是12g/次×2次=24 g),是因为该模型尺寸小,打印时每组喷孔只需1/3(约64个喷孔)进行工作即可完成单个面光敏树脂的喷射,所以打印过程中仅进行了工作部分喷口的清洁。
支撑消耗则取决于表面积,表面积越大,支撑材料消耗越大。如图10所示,方环原始尺寸、放大2倍和3倍的表面积之比为1∶4∶9,对应支撑材料消耗之比为1∶3.62∶7.79,比例基本一致。当然,如果打印其他有悬空结构的模型将需要消耗更多支撑材料。
模型消耗与模型体积直接相关,体积越大,模型本身材料消耗越多。如图10所示,方环原始尺寸、放大2倍和3倍的体积之比为1∶8∶27,对应模型消耗材料之比为1∶8.10∶27.56,比例基本一致。
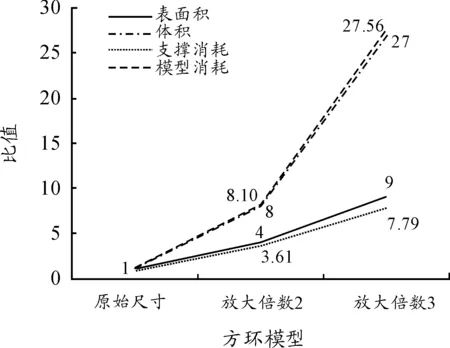
图10 不同放大比例方环材料消耗比较
不同放大比例方环PolyJet彩色3D打印在喷孔清洁、成型支撑层和成型模型上的原材料消耗比例变化趋势如图11所示。随着方环由原始尺寸放大至3倍,模型本身消耗占原材料总消耗的比值显著增加,由13.96%增加至37.87%;喷孔清洁消耗原材料的比例显著下降,由68.24%下降至48.49%;支撑消耗的比值也呈下降的趋势,由17.80%下降至13.64%。但是,喷嘴清理消耗的材料和支撑材料消耗仍然占较大的比例,超过了60%;即真正用于成型模型本身的材料不到40%。目前PolyJet彩色3D打印原材料每公斤为2 000~3 000元(人民币),较低的材料利用率使得打印成本居高不下。减少喷孔清洁过程的原材料消耗及模型表面支撑材料,将是PolyJet彩色3D打印推广应用急需解决的问题。

图11 不同放大比例方环PolyJet彩色3D打印材料消耗变化趋势
4 结论
以方环为研究对象,进行了PolyJet彩色3D打印成型,发现原材料主要消耗在喷孔清洁和形成支撑层上。通过比较不同放大比例方环模型的打印结果发现,随着模型体积的增加,喷孔清洁消耗原材料的比值显著下降而模型消耗的比值则显著上升,支撑消耗的比值呈下降的趋势。喷嘴清理消耗的材料和支撑材料消耗仍然占较大的比值,超过了60%;真正用于成型模型本身的材料不到40%。减少喷孔清洁过程的原材料消耗及模型表面支撑材料,将是PolyJet彩色3D打印推广应用急需解决的问题。
[1] 史玉升,张李超,白宇,等.3D打印技术的发展及其软件实现[J].中国科学:信息科学,2015,45(2):197-203.
[2] 赖周艺,朱铭强,郭峤,3D打印项目教程[M].重庆:重庆大学出版社,2015.
[3] 陈硕平,易和平,罗志虹,等.高分子3D打印材料和打印工艺[J].材料导报A,2016,30(4):54-59.
[4] 李东方,陈继民,袁艳萍,等.光固化快速成型技术的进展及应用[J].北京工业大学学报,2015,41(12):1769-1774.
[5] 郭璐.3D打印技术发展综述[J].工业技术创新,2016,3(6):1288-1292.
[6] 赖周艺,吴培栋,陈树木,姜俊侠,3D 打印实训探索[J].深圳信息职业技术学院学报,2016,14(1):77-81.
[7] 胡彦萍.3D 打印技术在高职教学中的实践[J].自动化与仪器仪表,2016 (6):231-232.
[8] 向友来,杜艾,谢志勇,等.3D打印技术应用于加工微靶零件[J].强激光与粒子束,2016,20(12):1-7.
[9] 王炳展.Stratasys全球首款彩色多材料打印机[J].微电脑世界,2014(3):9.
(责任编辑 唐定国)
Material Consumption Analysis of Square Ring Formed by PolyJet Color 3D Printing
LAI Zhouyi1, SHI Hanyu2
(1.School of Electromechanical Engineering, Shenzhen Institute of Information Technology, Shenzhen 518172, China;2.Hangzhou Shining 3D ePrint Tech Co., Ltd., Hangzhou 311200, China)
The paper first studies the PolyJet color 3D printing principle, and then takes the square ring as the research object for color 3 D printing forming, and the analysis in detail was conducted on raw print material consumption. Results show that the printed model contains the base, the model itself and the support layer wrapped around the model, most of the raw print materials consumption is in spray hole cleaning and supporting layer. By comparing the printing results of square ring 3D printed in different magnification ratio, it was found that the ratio of the consumption of raw materials in spray hole cleaning decreased significantly and the ratio of raw materials in model increased significantly with the increase of model volume, and the ratio of raw materials in supporting layer decreased. The raw materials consumption in spray hole’s cleaning and supporting layer still account for a large proportion, more than 60%, while the material used for forming the model was less than 40%. Reducing the materials consumption in spray hole cleaning and supporting layer is the urgent problem for the generalization and application of PolyJet color 3D printing.
square ring; color 3D printing; PolyJet; material consumption
10.11809/scbgxb2017.07.035
2017-03-30;
2017-04-20
深圳市科技计划项目(CKSJS2015092914140452)
赖周艺(1982—),男,博士,工程师,主要从事先进制造教学与研究。
format:LAI Zhouyi, SHI Hanyu.Material Consumption Analysis of Square Ring Formed by PolyJet Color 3D Printing[J].Journal of Ordnance Equipment Engineering,2017(7):163-167.
TH162+.1
A
2096-2304(2017)07-0163-05
本文引用格式:赖周艺,施瀚昱.方环聚合物喷射(PolyJet)彩色3D打印材料消耗分析[J].兵器装备工程学报,2017(7):163-167.
猜你喜欢
昆钢科技(2022年1期)2022-04-19
昆钢科技(2021年6期)2021-03-09
汽车零部件(2018年12期)2019-01-15
汽车技术(2018年10期)2018-10-29
舰船科学技术(2018年2期)2018-03-12
广东教育·高中(2018年1期)2018-01-31
中学生数理化·教与学(2017年4期)2017-04-22
英语学习(2016年1期)2016-09-10
新高考·高一物理(2015年4期)2015-08-20
汽车工程(2013年11期)2013-02-27
