钢球轧辊的数控车削加工
2017-08-23 02:43任涛
科技创新导报 2017年16期
任涛
摘 要:在钢球轧制行业中常使用的挤压设备中,一些变螺距轧辊是其中的关键零部件。由于变螺距轧辊的螺距是沿圆周方向发生规律性的变化,因此其可以实现在扎槽中由棒料到钢球的挤压工作。轧辊是轧钢厂轧钢机上的重要零件,利用一对或一组轧辊滚动时产生的压力来轧碾钢材。它主要承受轧制时的动静载荷,磨损和温度变化的影响。该例加工的轧辊的材料为60SiMnMo。
关键词:钢球轧辊 数控车削 G32指令
中图分类号:TG519.1 文献标识码:A 文章编号:1674-098X(2017)06(a)-0010-02
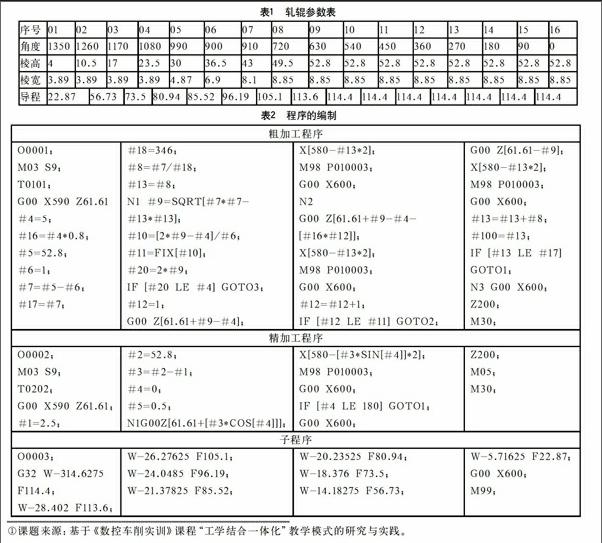
对某一型号的钢球轧辊进行工艺分析和参数化编程,轧辊详细参数见下所述。轧辊详细参数:轧件热成品直径FiVQ=105.6 mm轧辊外径D=580 mm轧辊宽度L=480 mm。(见表1)
1 加工工艺分析
(1)粗加工:采用2轴FANUC series 0i-TD卧式数控车床CK61125,床鞍的通过直径为600 mm。加工该零件与车削大螺距的梯形螺纹有相近之处,由于径向加工余量较大,应采用径向(即X向)分层法进行车削;又因为其最大螺距已达114.4 mm,为了减小加工时的切削力,保证刀具安全,应在轴向(即Z向)分为多刀加工。该例采用5 mm宽的外槽刀,另外准备刀具辅助夹具来保证螺旋升角。将加工余量分为若干层,由外至内分层加工(层数由刀具和机床的具体情况而定),各层加工沿圆弧槽从右至左分层加工,在每层加工时赶刀重叠量为刀具宽度的20%。(2)精加工:该例采用半径2.5 mm的外圆弧刀,另外准备刀具辅助夹具来保证螺旋升角。(3)编程准备:在完成编制程序之前应详细掌握FANUC数控系统的G32指令。指令格式为G32 IP_F_;式中IP_-终点位置,用X(U)_Z(W)_表示;F_-导程,装在主轴的位置编码器实时地读取主轴速度并转换为刀具的每分钟进给量。F值的指令范围:米制输入F=0.000 1~5000.000 0 mm连续螺纹切削功能是程序交界处的少量脉冲输出与下一个程序段的脉冲处理与输出是重叠的,因此,消除了运动中断引起的螺纹中断。当螺纹切削程序段连续指令时,仅在开始的第一个螺纹切削程序段系统检测主轴编码器的一转信号,而在后面的螺纹切削程序段系统不再检测一转信号而直接进入下个螺纹切削程序段,系统保证在程序段的交界处进给与主轴仍能严格同步,所以能进行中途改变螺距和形状的特殊螺纹的切削并能进行从粗加工到精加工的多次重复切削而不损坏螺纹。
使用变量的注意事项:(1)地址O和N不能引用变量。如O#155、N#165等指令是错误的。(2)变量值可以显示在数控系统的显示器上,也可以用系统的输入/输出面板给“变量”赋值,其操作方法应参见数控系统的说明书。(3)局部变量和全局变量的数值范围为10-29~1047,0,-1047~-10-29,如果计算结果超过该范围则发出P/S报警No.111。(4)变量的取值范围还应该根据引用该变量的功能字来判断。如对于M指令只能是两位数,若#100=120,则M#100不能使用。如引用变量的是刀具功能字T,那么这个变量只能取整数值,且不能超过刀位号数。
转移和循环:(1)无条件转移(GOTO语句):转移到标有顺序号n的程序段.当指定范围为1到99999。可用表达方式指定顺序号。如GOTOn;n。(2)条件转移(IF)语句:IF之后指定条件表达式。IF[<条件表达式>]GOTOn如果指定的条件表达式满足时,转移到标有顺序号n的程序段,如果指定的条件表达式不满足,执行下个程序段。IF[<条件表达式>]THEN如果条件表达式满足,执行预先决定的宏程序语句,只执行一个宏程序語句。(条件表达式:条件表达式必须包括算符。算符插在两个变量中间或变量和常数中间,并且用括号[ ]封闭。表达式可以替代变量。)
2 程序的编制
程序的编制如表2所示。
3 结语
加工前后的对比可提高加工效率和减轻操作工人的劳动强度,在不增加设备的情况下增大机床的适用范围。
参考文献
[1] 孙德茂.数控机床铣削加工直接编程技术[M].2版.北京:机械工业出版社,2014.
[2] 钢球轧辊[EB/OL].百度百科,2017.